1
Изобретение относится к технологическим процессам, в частности к дуговой сварке металлов, и может быть использовано при сварке неповоротных стыков магистральных и технологических трубопроводов, а также на других монтажных работах.
Известен способ электродуговой сварки модулированным током с синхронным изменением длины дуги, при котором изменение тока осуществляют с низкой частотой, прямо пропорционально изменению длины дуги 1.
Известный способ не позволяет регулировать непосредственно в процессе сварки длительности импульсов и пауз, кроме того увеличение длины дуги при сварке электродами с покрытием фтористо-кальциевого типа приводит к порообразованию.
Из известных способов наиболее близким к предлагаемому по технической сущности способ ручной дуговой сварки моделированным током, при котором напряжение на дуге сравнивают с опорным напряжением и при достижении критического тепловложения в шов незначительным удлинением дуги, соответствующим повышению напряжения на 1-2 в, отключают ток импульса.
поддерживают удлиненную дугу и при достижении необходимой вязкости сварочной ванны путем укорочения ее включают ток импульса 2.
Недостатком известного способа является низкая стабильность процесса сварки и высокая трудоемкость его выполнения. Это обусловлено сложностью поддержания удлиненной дуги в период протекания тока паузы особенно при сварке электродами с покрытием фтористо-кальциевого типй. Сварку данными электродами требуется выполнять предельно короткой дугой,
15 поэтому существенное ее удлинение вызывает порообразование. Это ограничивает возможности удлинение дуги. Возможности ее укорочения в период протекания тока паузы ограничены длиной дуги, при которой происходит включение тока импульса. Следователь но, диапазон изменения длины дуги в период протекания тока паузы, особенно при -сварке электродами с покра25 тием фтористо-кальциевого типа,
имеет малую величину. Поэтому неизбежные в процессе ручной дуговой сварки изменения длины дуги вызывают, с одной стороны, преждевременные
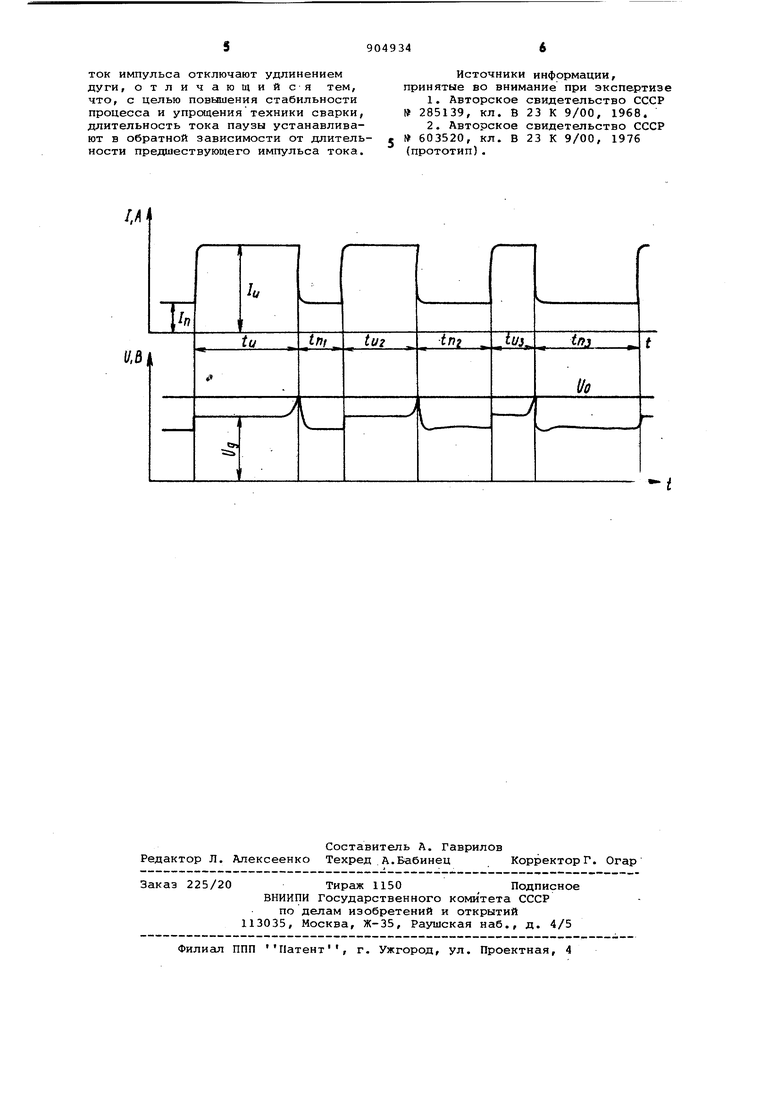
30 включения тока импульса, .что приводит к отеканию жидкого металла, прожогам, а с другой - к образованию пор. Кроме того, преждевременное включение тока импульса может произойти вследствие сокращения дугового промежутка за счет приближения капли Электродного металла к ванне и: заполнения кратера сварочной ванны, происходящих после отключения тока импульса вследствие уменьшения давления дуги. Все это свидетельствует о нестабильности известного способа сварки. Цель изобретения - повьлшение ста бильности процесса сварки и упрощение техники сварки. Поставленная цель достигается тем, что согласно способу ручной ду говой сварки модулированным током с регулированием длительности импул сов и пауз в зависимости от изменяю щихся параметров процесса сварки, при котором ток импульса отключают удлинением дуги, длительность тока паузы устанавливают в обратной зависимости от длительности предшеств ющего импульса тока, На чертеже представлена схема, поясняющая предлагаемый способ, где lu - ток импульса; 1ц - ток паузы; UQ - напряжение дуги; Uo - опорное напряжение; t - время импульса; tn -время паузы. Питание дуги осуществляют модули рованным током. При этом импульса Гц и паузы 1и задают программой, а их длительности выбирают переменной продолжительности в зависимости от параметров процесса сварки. Соот ношение между длительностью импульс и паузы определяет тепловложение в шов За данный цикл сварки: чем больше требуемое тепловложение в шов, тем больше должна быть длитель ность импульса и тем меньше, длитель ность паузы и наоборот. Продолжител ность импульса тока Ьц регулируют непосредственно в процессе сварки и прерывают ток импульса при достижении критического тепловложения в шов путем незначительного удлинения дуги. Начинает протекать ток паузы. После устанавливают оптимальную длину дуги. Длительность протекания тока паузы Формируют во время протекания тока импульса и регулирую т автоматически в обратной зависи1 ости от длительности предшествую ще #io-импульса тока. Сигнал на отклю чение тока импульса получают при удлинении дуги. Это приводит к повы шению напряжения на дуге Ug, которо сравниваЪт во время протекания тока импульса с опорным, напряжением и,,, При достижении напряжения дуги Uo опорного напряжения Uo отключают ток импульса. Пример. Сваривают корневой шов соединения с V-образной разделкой кромок. Сварку производят модулированным током покрытыми электродами. Модулированный ток получают путем введения в сварочную цепь балластного раствора. Ток импульса Ii, и ток паузы IP, задают программой (соответственно 120 А и 40 А). Напряжение на дуге при сварке электродами с покрытием фтористо-кальциевого типа Ug 22 В. Опорное напряжение устанавливают Uo 30 В. Длительность тока импульса Хцрегулируют в зависимости от изменяющихся параметров процесса сварки. При достижении полного проплавления корня шва длину дуги увеличивают, что приводит к повышению напряжения на дуге Un. При достижении Ue опорного напряжения Uo 30 В ток импульса отключают. Начинает протекать ток паузы. После этого дугу укорачивают до оптимальной длины, протекает процесс кристаллизации металла. Длительность паузы задают в обратной зависимости от длительности предшествующего импульса, который прерывают при достижении критического тепловложения в шов, например tu 0,3 с (хотя, в общем случае, t tu Кз f. .,) . Коэффициент пропорциональности К задают программой (в конкретном случае принимают постоянным (,15). Д ительность паузы формируют J- к -i- , tu Через время t 0,5 с включают ток импульса и процесс продолжается, Если в процессе сварки уменьшается зазор, то для полного проплавления требуется большее тепловложение за цикл сварки. Длительность импульса тока при этом увеличивают (например tu 0,5 с). При этом длительность тока паузы устанавливают t 0,3 с, т.е. тепловложение в шов возрастает. Автоматическое регулирование длительности паузы в обратной зависимости от длительности предшествующего импульса исключает преждевременные включения тока импульса, приводящие к прожогам и стеканию металла. Кроме того, упрощается техника сварки, так как нет необходимости строго поддерживать удлиненную в период протекания тока паузы. у.ула изобретения Способ ручной дуговой сварки модулированным с регулированием длительности к:-лпульсов и пауз тока в зависимости от иэмен,1юишхся параметров процесса сварки, при котором
ток импульса отключают удлинением дуги, о тл ич ающи и ся тем, что, с целью повышения стабильности процесса и упрощениятехники сварки, длительность тока паузы устанавливают в обратной зависимости от длительности предшествуюпдего импульса тока.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 285139, кл. В 23 К 9/00, 1968.
2.Авторское свидетельство СССР 5 603520, кл. В 23 К 9/00, 1976
(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ручной дуговой сварки | 1975 |
|
SU603520A1 |
| Способ автоматической электродуговой сварки погруженной дугой модулированным током | 1978 |
|
SU727365A1 |
| Способ электродуговой сварки модулированным током | 1984 |
|
SU1131618A1 |
| Способ электродуговой сварки модулированным током | 1977 |
|
SU620344A1 |
| СПОСОБ СВАРКИ В ЗАЩИТНОМ ГАЗЕ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 2008 |
|
RU2401726C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ИМПУЛЬСНОЙ МОДУЛЯЦИЕЙ ТОКА | 2004 |
|
RU2268809C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ МОДУЛИРОВАННЫМ ТОКОМ | 2006 |
|
RU2333083C2 |
| СПОСОБ СВАРКИ ТРУБОПРОВОДОВ ИЗ ВЫСОКОПРОЧНЫХ ТРУБ С КОНТРОЛИРУЕМЫМ ТЕПЛОВЛОЖЕНИЕМ | 2014 |
|
RU2563793C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2008 |
|
RU2371288C1 |
| СПОСОБ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ МОДУЛИРОВАННЫМ ТОКОМ КОРНЕВОГО ШВА | 2006 |
|
RU2322331C1 |
