1
Изобретение относится к предварительной обработке полимерных материалов, предназначено для изготовления смесей исходных материалов пластикацией на вальцах и может быть использовано для вальцевания резиновых смесей.
Известно устройство для смешивания с перемешивающими валками, в котором через зазор между валками, враш,аюш.имися навстречу друг другу с разной окружной скоростью, пропускается смесь исходных материалов. Для увеличения производительности в известном устройстве установлены ножи для отбора смеси, подвижные вдоль валков с помош,ыо пары винт - гайка, но не механизирован возврат смеси в зазор между валками 1.
Недостаток известного устройства частично устранен в наиболее близком к описываемому устройстве, содержащем узел возврата, смеси в зазор между валками с установленным под одним концом переднего валка и взаимодействующим с ним ножом, направляющим рольгангом, охватывающим задний валок, и связанным входным участком с ножом, узел отбора смеси с валков с подвижными от привода ножами. Выходной участок направляюндего рольганга закреплен на противоположном конце переднего валка, что приводит к увеличению времени вальцевания 2.
Использование ленточного транспортера.
установленного под валками, для отбора смеси, также, как направляющего рольганга для облегчения межоперационного перемещения смеси при вальцевании известно 1.
Цель изобретения - повышение производительности труда.
Для этого в предлагаемом устройстве узел возврата смеси в зазор между валками снабжен дополнительными ножом, установленным
под противоположным концом переднего валка и связанным с ним входным участком направляющим рольгангом, причем выходные участки имеющегося и дополнительного направляющих рольгангов закреплены над
центральной частью зазора между валкамп, и ролики направляюЩчИх рольгангов снабжены ребордами.
Каждый нож узлов возврата смеси в зазор между валками и отбора смеси выполнен комбинированным в виде проходного и отрезного резца, причем ножи узла возврата смеси в зазор между валками смонтированы неподвижно относительно переднего валка, а привод ножей узла отбора смеси выполнен в виде расположенного вдоль валков винта с правой и левой нарезками и установленных на нем подвижных гаек, связанных с ножами.
Установка связанных входными участками с ножами направлягоишх ролт глнгов выходнымк участками в центра.тьпой части зазора
между валками позволяет сократить время вальцеваиия смеси за счет уменьшения нути порции смеси в зазоре между валками от места ее входа в зазор до ножа узла возврата смеси и увеличения числа возвратов по сравнению с известным. Выполнение пожей комбинированными ускоряет транспортирование смеси за счет нанравленного перемещения срезаемой ленты смеси проходной частью режущей кромки ножа.
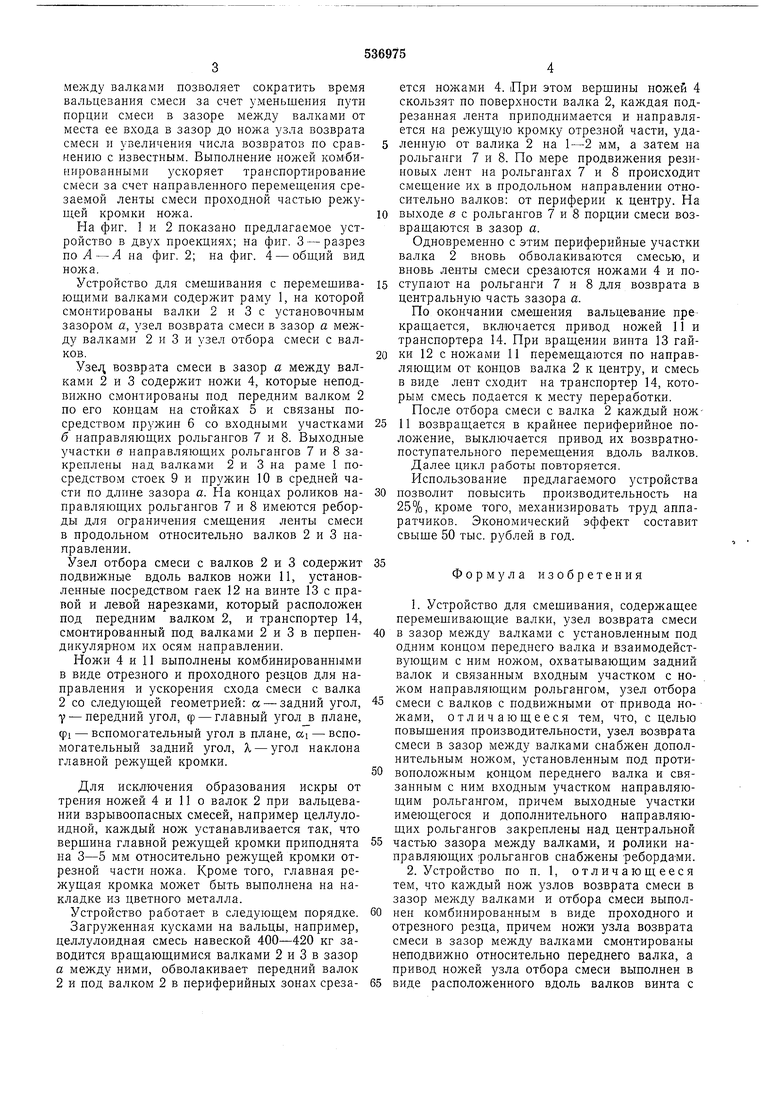
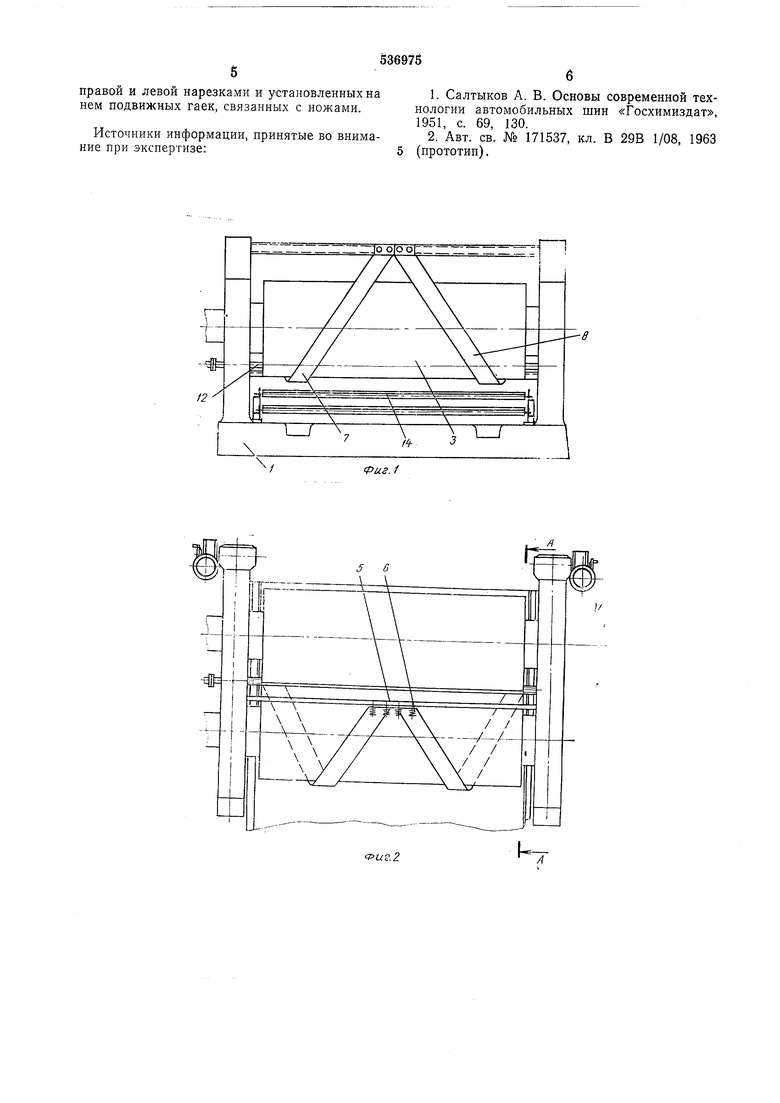
На фиг. 1 и 2 показано предлагаемое устройство в двух проекциях; на фиг. 3 - разрез по Л-А на фиг. 2; на фиг. 4 - общий вид ножа.
Устройство для смещивания с перемешивающими валками содержит раму 1, на которой смонтированы валки 2 и 3 с установочным зазором а, узел возврата смеси в зазор а между валками 2 и 3 и узел отбора смеси с валков.
Узед возврата смеси в зазор а между валками 2 и 3 содержит ножи 4, которые неподвижно смонтированы под передним валком 2 по его концам на стойках 5 и связаны посредством нружин 6 со входными участками б направляющих рольгангов 7 и 8. Выходные участки в направляющих рольгангов 7 и 8 закреплены над валками 2 и 3 на раме 1 посредством стоек 9 и пружин 10 в средней части по длине зазора а. На концах роликов направляющих рольгангов 7 и 8 имеются реборды для ограничения смешения ленты смеси в продольном относительно валков 2 и 3 направлении.
Узел отбора смеси с валков 2 и 3 содержит подвижные вдоль валков ножи 11, установленные посредством гаек 12 на винте 13 с правой и левой нарезками, который расположен под передним валком 2, и транспортер 14, смонтированный под валками 2 и 3 в перпенднкулярном их осям направлении.
Ножи 4 и 11 выполнены комбинированными в виде отрезного и проходного резцов для направления и ускорения схода смеси с валка 2 со следующей геометрией: а - задний угол, Y - передний угол, ф - главный плане, ф1 - вспомогательный угол в плане, ai - вспомогательный задний угол. А, - угол наклона главной режущей кромки.
Для исключения образования искры от трения ножей 4 и 11 о валок 2 при вальцевании взрывоопасных смесей, например целлулоидной, каждый нож устанавливается так, что вершина главной режущей кромки приподнята на 3-5 мм относительно режущей кромки отрезной части ножа. Кроме того, главная режущая кромка может быть выполнена на накладке из цветного металла.
Устройство работает в следующем порядке.
Загруженная кусками на вальцы, например, целлулоидная смесь навеской 400-420 кг заводится вращающимися валками 2 и 3 в зазор а между ними, обволакивает передний валок 2 и под валком 2 в периферийных зонах срезается ножами 4. При этом вершины пожей 4 скользят по новерхности валка 2, каждая подрезанная лента нриподнимается и нанравляется на режущую кромку отрезной части, удаленную от валика 2 на 1-2 мм, а затем на рольганги 7 и 8. По мере продвижения резиновых лент на рольгангах 7 и 8 происходит смещение их в нродольном направлении относительно валков: от периферии к центру. На
выходе 8 с рольгангов 7 и 8 порции смеси возвращаются в зазор а.
Одновременно с этим периферийные участки валка 2 вновь обволакиваются смесью, и вновь ленты смеси срезаются ножами 4 и поступают на рольганги 7 и 8 для возврата в центральную часть зазора а.
По окончании смещения вальцевание прекращается, включается привод ножей 11 и транспортера 14. При вращении винта 13 гайки 12 с ножами 11 перемещаются по направляющим от концов валка 2 к центру, и смесь в виде лент сходит на транспортер 14, которым смесь подается к месту переработки. После отбора смеси с валка 2 каждый нож11 возвращается в крайнее периферийное положение, выключается привод их возвратнопоступательного перемещения вдоль валков. Далее цикл работы повторяется. Использование предлагаемого устройства
позволит повысить производительность на 25%, кроме того, механизировать труд аппаратчиков. ЭконОлМический эффект составит свыще 50 тыс. рублей в год.
Формула изобретения
1. Устройство для смешивания, содержащее перемешивающие валки, узел возврата смеси
в зазор между валками с установленным под одним концом переднего валка и взаимодействующим с ним ножом, охватывающим задний валок и связанным входным участком с ножом направляющим рольгангом, узел отбора
смеси с валков с подвижными от привода но- жами, отличающееся тем, что, с целью повышения производительности, узел возврата смеси в зазор между валками снабжен дополнительным ножом, установленным под противоноложным концом переднего валка и связанным с ним входным участком направляющим рольгангом, причем выходные участки имеющегося и дополнительного направляющих рольгангов закреплены над центральной
частью зазора между валками, и ролики направляющих рольгангов снабжены реборда-ми. 2. Устройство по п. 1, отличающееся тем, что каждый нож узлов возврата смеси в зазор между валками и отбора смеси выполнен комбинированным в виде проходного и отрезного резца, причем ножи узла возврата смеси в зазор между валками смонтированы неподвижно относительно переднего валка, а привод ножей узла отбора смеси выполнен в
виде расположенного вдоль валков винта с
правой и левой нарезками и установленных на нем подвижных гаек, связанных с ножами.
Источникн информации, принятые во внимание при экспертизе:
1.Салтыков А. В. Основы современной технологии автомобильных шин «Госхимиздат, 1951, с. 69, 130.
2.Авт. св. № I7I537, кл. В 29В 1/08, 1963 (прототип).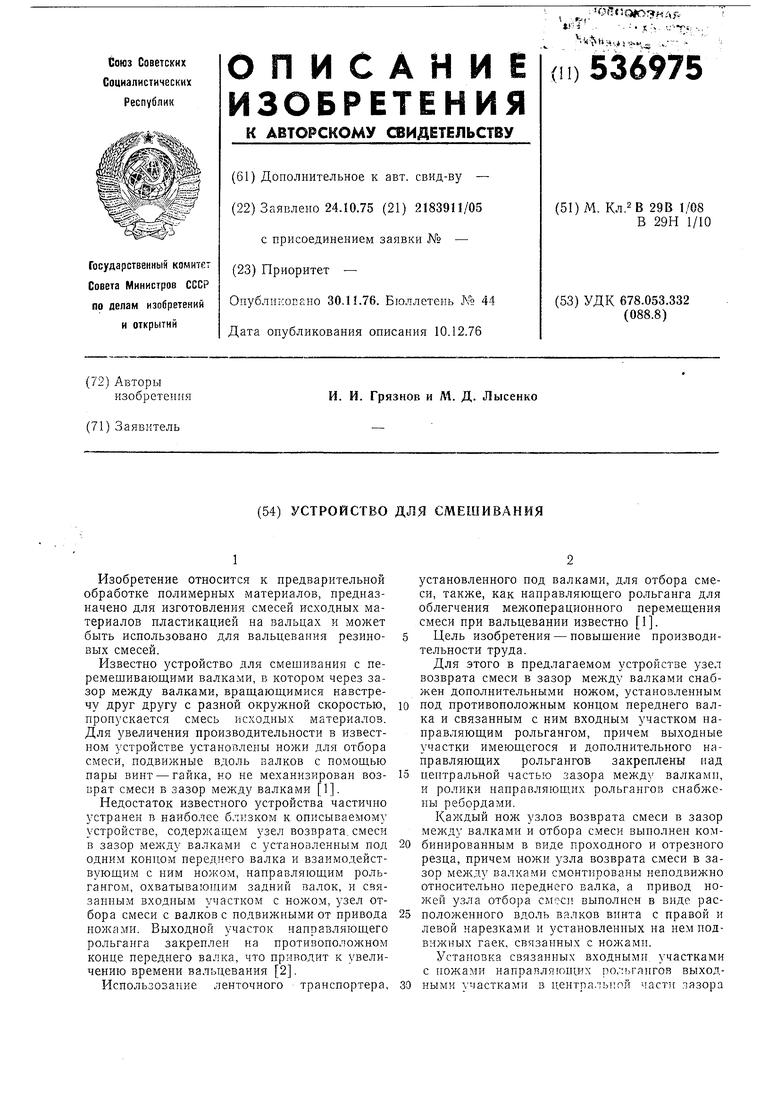
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПЕРЕМЕШИВАНИЯ СМЕСЕЙ НА ВАЛЬЦАХ | 1965 |
|
SU171537A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Установка для изготовления деталей скобообразной формы | 1977 |
|
SU689759A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ФИБРЫ ИЗ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2415975C1 |
| СПОСОБ НАМОТКИ ЛЕНТЫ В РУЛОН И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2370331C2 |
| ТРУБООТРЕЗНОЙ СТАНОК | 2017 |
|
RU2739359C2 |
| ВОРС ДЛЯ МЕТЛЫ, ЛИНИЯ ПО ЕГО ПРОИЗВОДСТВУ И УЗЕЛ ВТОРОЙ ПРОТЯЖКИ НИТИ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЛИНИИ ПО ПРОИЗВОДСТВУ ВОРСА ДЛЯ МЕТЛЫ | 2009 |
|
RU2411891C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
Фиг. f
Фи2.2
