Известны приводы рабочих валков прокатного стана от электродвигателя через передаточный механизм. Величина момента, создаваемого таким приводом, ограничена.
Предлагаемый привод выполнен в виде гидроцилиндров двойного действия, связанных с валком через корпус муфты одностороннего действия, например через корпус кулачковой муфты включения.
Это позволяет повысить передаваемый момент на тихоходных тяжелонагруженных клетях, например, при прокатке порошков.
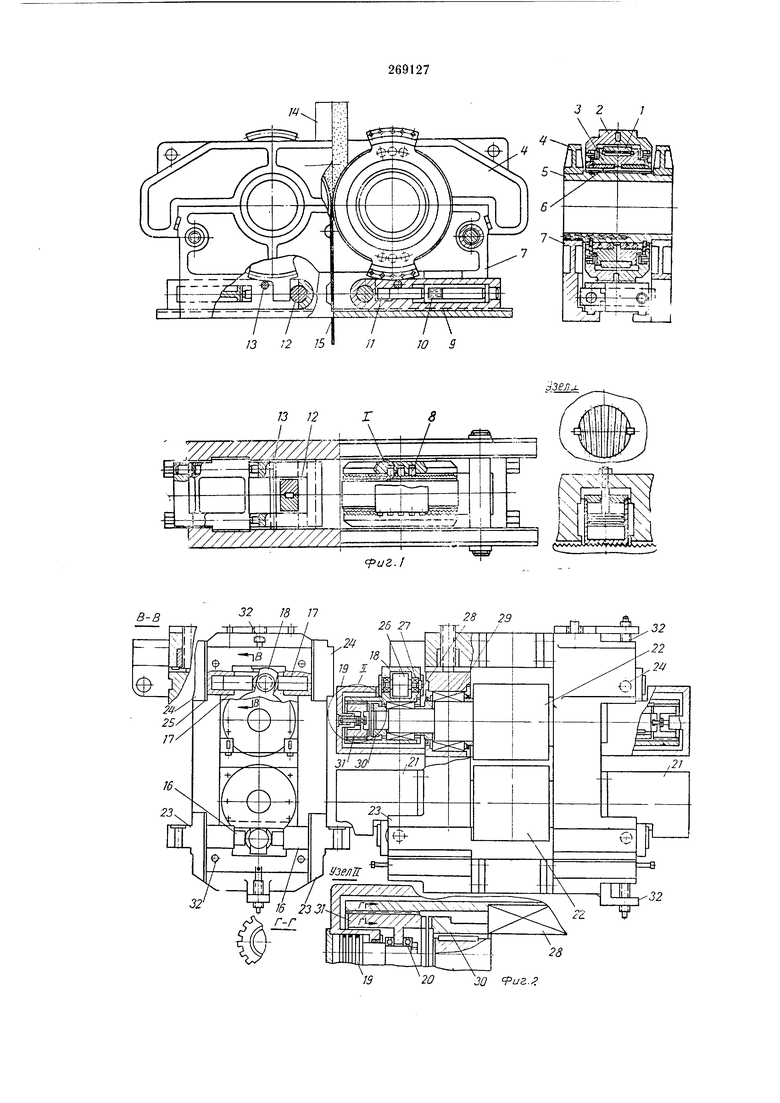
На фиг. 1 схематично изображен предлагаемый привод стана для прокатки порошков с рабочими валками, установленными в горизонтальной плоскости, в трех проекциях с разрезом; на фиг. 2 - привод, обеспечивающий непрерывное и (при необходимости) реверсивное вращение рабочих валков, в двух проекциях с разрезами; на фиг. 3 - привод, примененный для нажимного устройства.
В стан с предлагаемым приводом (фиг. 1- 3) входят рабочий валок /, кулачковые муфты 2, опорные кольца 3, крышка 4 станины, ось 5, подшипники 6, станина 7, нневматические захваты 8, ползуны 9, гидроцилиндры 10 рабочего хода, гидроцилиндры 11 обратного хода, ролики 12 рабочего хода, ролики 13 обратного хода и бункер 14.
Сжатый воздух направляется во все пневматические захваты 8, которые, перемещаясь, сцепляются с торцевыми зубцами, выполненными на опорных кольцах 3, после чего л идкость под расчетным давлением направляется в гидроцилиндры 10. Корпусы этих гидроцилиндров закреплены в станине 7; их плунжеры перемешают ползуны 9.
В ползунах установлены ролики 12 рабочего хода, которые нажимают на выступы, выполненные за одно целое с корпусами муфт 2, поворачивают их вместе с рабочими валками 1 и обжпмают порошок в лист 15. По окончании рабочего хода под давлением воздуха 1п евматическне захваты 8 расцепляются, жидкость направляется в гидроцилиндры // обратного хода и ползуны 9 возвращаются в исходное положение.
Одновременно при помощи роликов 13 обратного ходз корпус муфты 2 возвращается в исходное положение.
Происходящий в данном случае процесс прокатки прерывистый. Скорость прокатки равна 12 м/мин.
Привод, обеспечивающий непрерывное и реверсивное вращение рабочих валков (фиг. 2), содержит спаренные гндроцилиндры ные подшипники 20 подвижной муфты, корпус 21 кулачковой муфты, рабочие валки 22, упоры 23 нижних цилиндров, упоры 24 верхних цилиндров, станину 25, ролик 26 кулачковой муфты, подшипники 27 ролика, подп ипники 28 кулачковой муфты, подшипники 29 рабочего валка, зубчатую муфту 30, подвижную зубчатую муфту 31, механизм 32 подъема и опускания гидроцилиндров при перевалках. Во время работы привода одна из кулачковых муфт 18 (правая) сцеплена с рабочим валком, а другая (левая) расцеплена. В гидроцилиидр 17 сцепленной муфты направляется жидкость, под давлением которой плунжер толкает ролик 26 муфты и поворачивает валок на часть окружности. По окончании рабочего хода этой муфты, включается другая (левая) муфта, которая при помощи своего гидроцилиндра 17 продолжает вращение валков в ту же сторону. В конце рабочего хода муфты при помощи пневмоцилиндра 19 она расцепляется с валком и поворачивается в исходное положение при помощи гидроцилнпдра 17. Аналогично при помощи гидроцилиндра 16 вращается нижний валок. Правая и левая муфты вращают валок поочередно, ввиду чего муфта, закончивщая или еще не начавшая рабочий ход, включается или выключается без нагрузки (подача жидкости в рабочий гидроцилиндр 17 может начаться только после полного включения соответствующей муфты). Размеры зубцов, их количество, углы наклона граней, размеры цилиндров управления и величина давления воздуха (жидкости) определяются расчетом в зависимости от крутящих моментов, требующейся продолжительности включения и удержания муфты от самовключения. Привод описываемого вида предназначен для тяжелонагруженных, но тихоходных станов с числом оборотов валков до трех в минуту при диаметре валков 1200 мм и более. ЕСЛИ стан не реверсивный, то гидроцилиндры 16 и /7 левые (фиг. 2) выполняют обратный ход, возвращая в исходное положение муфты и цилиндры, закончившие рабочий ход. Если стан реверсивный, то левые гидроцилиндры 16 и 17 вращают валки в обратную сторону, а правые гидроцилиндры 16, 17 выполняют обратные ходы. Для обжатия полос различной толщины один из валков (чаще верхний) должен быть установлен с возможностью подъема и опускания. Для этого гндроцилиндры спариваются в объединенном корпусе и скрепляются с подушками валка. Корпусы цилиндров устанавливаются между упорами 23 и 24 станины 25 по ходовой посадке, а станина снабжается наделками. Скорость прокатки на таких станах может достигать 10-12 м/мин ков, но и для больших обжатий при горячей прокатке. Предлагаемый привод удобен и для нажимных устройств мощных листопрокатных станов, скорость перемещения нажимных винтов которых бывает в пределах от 0,05 до 25 мм/сек, что соответствует числу оборотов винтов примерно от 0,05 до 30 об/мин. Нажимное устройство (фиг. 3) выполнено с комбинированным приводом, в котором быстрое перемещение нажимных винтов осуществляется электродвигателем с одной парой цилиндрических зубчатых колес, а медленное - гидроприводом. Оснащенное предлагаемым приводом нажимное устройство состоит из электродвигателя 33, малой шестерни 34, большой шестерни 35, нажимного винта 36, гайки 37, кулачковой втулки 38, иневмоцилиндра 39, подшипника 40, подвижной зубчатой муфты 41, качающейся зубчатой муфты 42, гидроцилиндра 43 рабочего хода, промежуточного вала 44, гидроцилиндра 45 обратного хода, и тормоза винта. Винты 36 получают быстрое перемещение от электродвигателя 35 через шестерни 34 и 35. Гайка 37 в этом случае удерживается от вращения гидроцилиндрами 43 и 45 через кулачковую втулку 38, подвижную зубчатую муфту 4} к качающуюся муфту 42. Если необходимо обеспечить медленное вращение винтов, то включают тормоза, удерживающие якоря электродвигателя от вращения. При помощи гидроцилиндра 43 качающиеся муфты 42 повернутся на определенный угол, одновременно повернутся и зубчатые муфты 4, которые при помощи шлицев повернут кулачковые втулки 38, а те в свою очередь - гайки 37. При этом винты 36 будут медленно перемещаться по вертикали, не вращаясь. Если угла поворота гайки за один ход плунжера недостаточно, то подвижные зубчатые муфты 41 при помощи пневмоцилиндра 39 иоднимутся, в результате чего зубцы расцепятся и при помощи гидроцилиндра 45 обратного хода обе муфты вернутся в исходное положение для того, чтобы произвести повторный рабочий ход. Раздельное перемещение винтов достигается с помощью тех же подвижных зубчатых муфт. Предмет изобретения Привод рабочих валков прокатного стана, отличающийся тем, что, с целью повышения передаваемых моментов па тихоходных тяелонагруженных клетях, например, при прокатке порощков, он выполнен в виде гидроцилиндров двойного действия, связанных с алком через корпус муфты одностороннего ействия, например кулачковой муфты вклюJ 2 J
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1984 |
|
SU1171131A1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОГО СТАНА | 1967 |
|
SU215859A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Прокатная клеть | 1984 |
|
SU1273201A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Стан для прокатки кольцевых изделий | 1980 |
|
SU940959A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |

J3 12 / ,L,....j r puZ.I
УзелЖ
