Предметом изобретения является станок, автоматически осуществляющий все движения, необходимые для механизации процесса одиночного или группового полирования канавок у внутренних колец шарикоподшипников. В этом станке сохраняются постоянными три основных фактора, влияющих на качество изделий, а именно: продолжительность полирования, сила нажима полирующей ленты на кольцо и расход равных отрезков полировальной ленты для каждого кольца.
Существующие методы полирования подшипниковых колец на несложном оборудовании основаны на применении ручного труда, главным образом мужского, так как операции полирования требуют большой физической силы.
При работе на обычных станках, после закрепления на шпинделе несколько колец, рабочий при помощи деревянной палочки с приложенной к ней и поддерживаемой руками, сначала грубой шкуркой, а потом мелкой производит по полируемой поверхности колец ряд движений, перпендикулярных к щпинделю, прижимая при этом с силой оправку поочередно к каждому кольцу.
Вполне понятно, что при этом длительность процесса, а также качество полируемой поверхности колец зависят от индивидуальных качеств рабочих, по своему усмотрению соразмеряющих выщеперечисленные факторы.
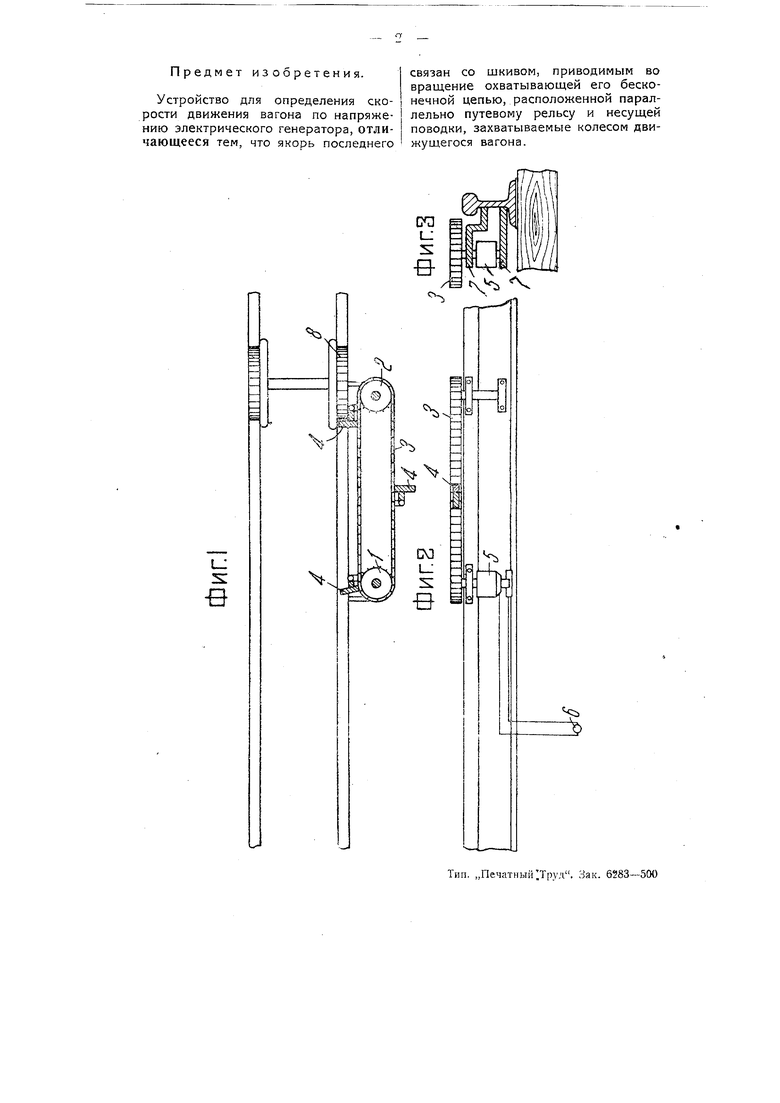
На чертеже фиг. 1 изображает поперечный разрез станка, фиг. 2 - вид его сбоку.
На станине J установлена каретка 5. Для ее продольного перемещения, при последовательной полировке каждого кольца 75 в отдельности, на станине / имеются направляющие в форме ласточкина хвоста.
На верхней части каретки 3 также имеются направляющие, по которым перемещаются два супорта 4, несушке на себе стойки 5, в пазах которых устанавливаются полировальные колодки 6; на су портах 4 имеются еще стойки 7, на которых установлены катушки S с полировальной лентой 9 (показана пунктиром) и подающие ленту валки W. Концы обеих лент огибают последовательно ролик //, ролик 12 и пропускаются между сведенными для подачи валками W. Полотника2С гидравлического или пнев- j матического привода, сдвигающего и раздвигающего колодки, и с зубцами 33 для приведения в действие механизма подачи колодок вдоль шпинделя.
2. В станке по п. 1 применение механизма для периодической подачи
полировальной ленты на рабочую поверхность колодок, состоящего из установленных на общем с колодками супорте 4 катушек 8 с полировальной лентой, направляющих роликов 7/, /2 и подающих валков fO, для периодического поворачивания которых служат переставные упоры 75.