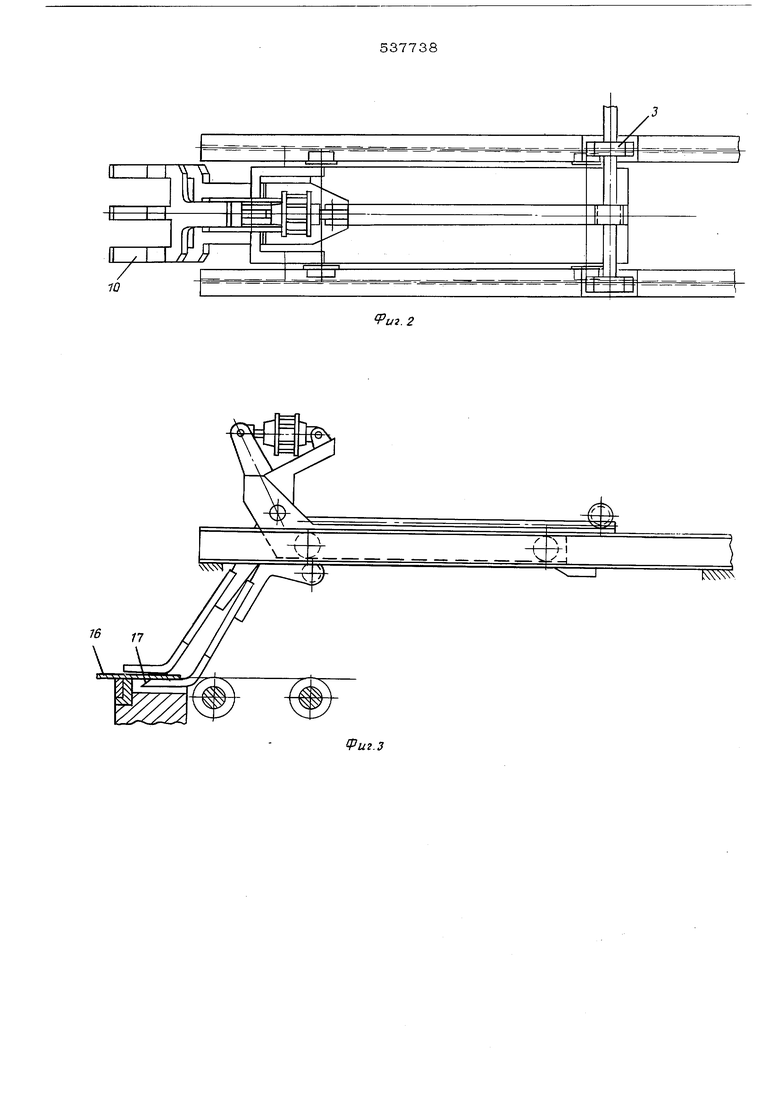
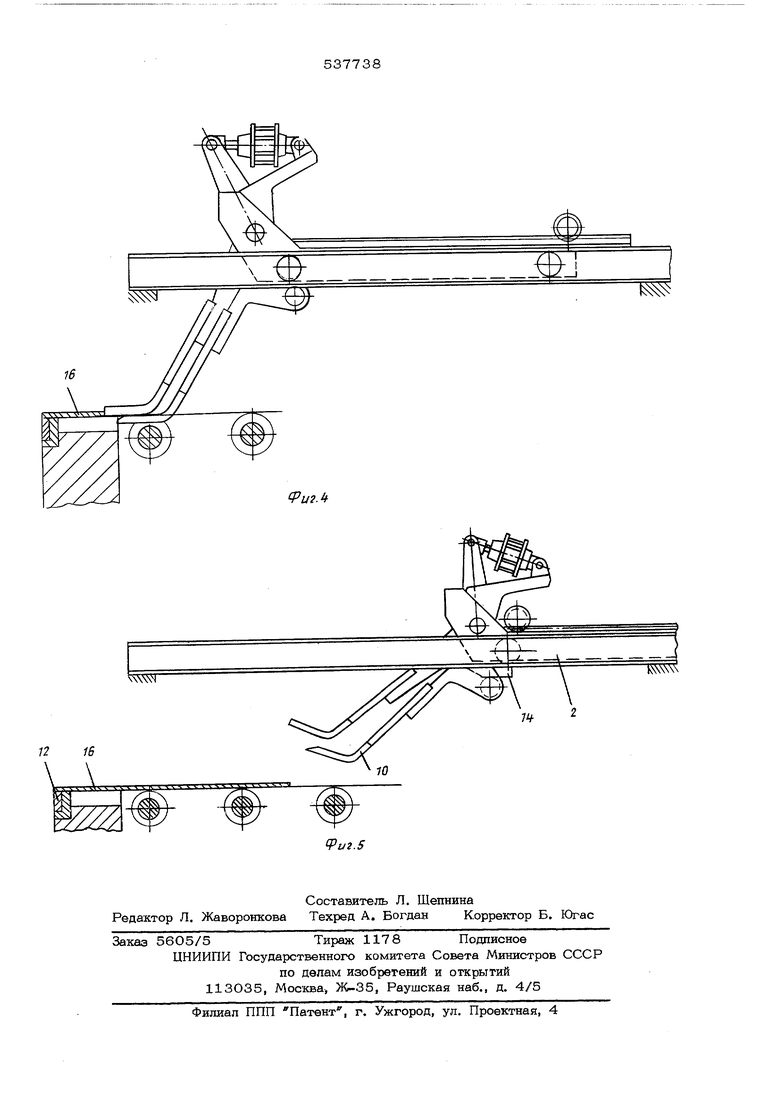
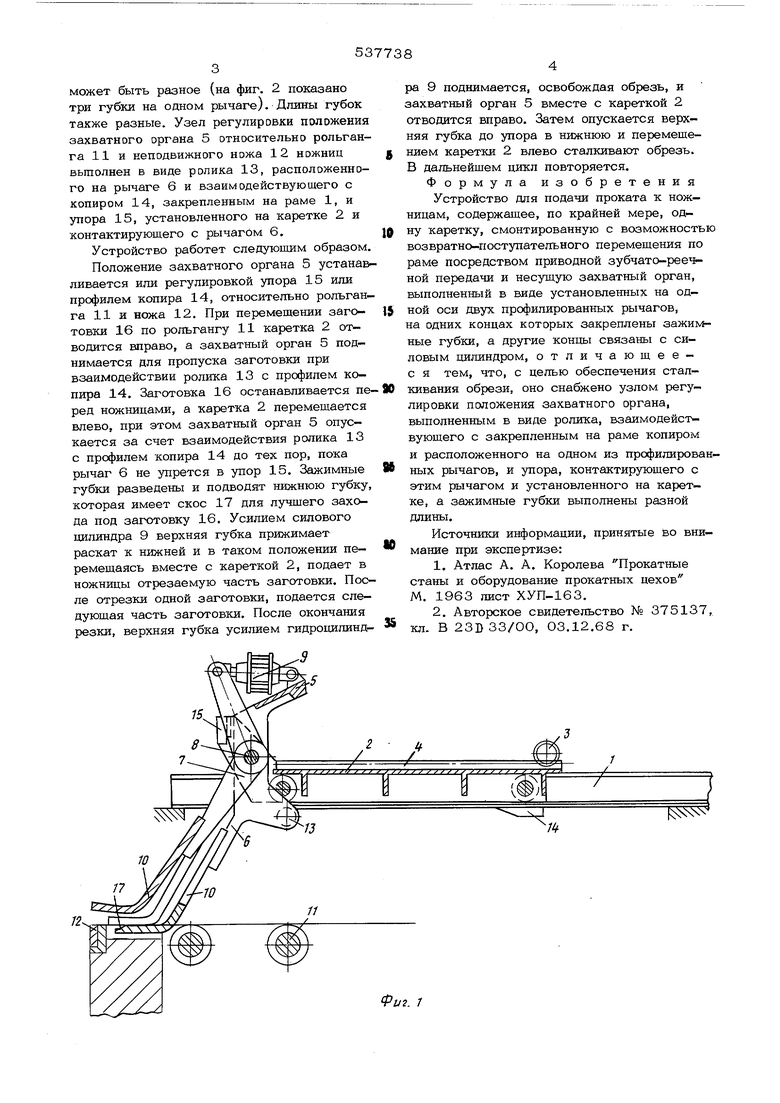
(54) УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРОКАТА К. НОЖНИЦАМ может быть разное (на фиг. 2 показано три губки на одном рычаге). Длины губок также разные. Узел регулировки положения закватного органа 5 относительно рольганга 11 и неподвижного ножа 12 ножниц вьтолнен в виде ролика 13, расположенного на рычаге б и взаимодействующего с копиром 14, закрепленным на раме 1, и упора 15, установленного на каретке 2 и контактирующего с рычагом 6. Устройство работет следующим образом Положение захватного органа 5 устанав ливается или регулировкой упора 15 или профилем копира 14, относительно рольганга 11 и ножа 12. При перемещении заготовки 16 по рольгангу 11 каретка 2 отводится вправо, а захватный орган 5 поднимается для пропуска заготовки при взаимодействии ролика 13 с профилем копира 14. Заготовка 16 останавливается пе ред ножницами, а каретка 2 перемещается влево, при этом захватный орган 5 опускается за счет взаимодействия ролика 13 с профилем копира 14 до тех пор, пока рычаг 6 не упрется в упор 15. Зажимные губки разведены и подводят нижнюю губку которая имеет скос 17 для лучшего захода под заготовку 16. Усилием силового цилиндра 9 верхняя губка прижимает раскат к нижней и в таком положении перемещаясь вместе с кареткой 2, подает в ножницы отрезаемую часть заготовки. После отрезки одной заготовки, подается следующая часть заготовки. После окончания резки, верхняя губка усилием гидроцилиндpa 9 поднимается, освобождая обрезь, и захватный орган 5 вместе с кареткой 2 отводится вправо. Затем опускается верхняя губка до упора в нижнюю и перемещением каретки 2 влево сталкивают обрезь. В дальнейшем цикл повторяется. Формула изобретения Устройство для подачи проката к ножницам, содержащее, по крайней мере, одну каретку, смонтированную с возможностью возвратно-поступательного перемещения по раме посредством приводной зубчато-реечной передачи и несущую захватный орган, выполненный в виде установленных на одной оси двух профилированных рычагов, на одних концах которых закреплены зажимные губки, а другие концы связаны с силовым цилиндром, отличающеес я тем, что, с целью обеспечения сталкивания обрези, оно снабжено узлом регулировки положения захватного органа, выполненным в виде ролика, взаимодействующего с закрепленным на раме копиром и расположенного на одном из профилированных рычагов, и упора, контактирующего с этим рычагом и установленного на каретке, а зажимные губки выполнены разной длины. Источники информации, принятые во внимание при экспертизе: 1.Атлас А. А. Королева Прокатные станы и оборудование прокатных цехов М. 1963 лист ХУП-163. 2.Авторское свидетельство № 375137, кл. В 23D33/OO, ОЗ.12.68 г.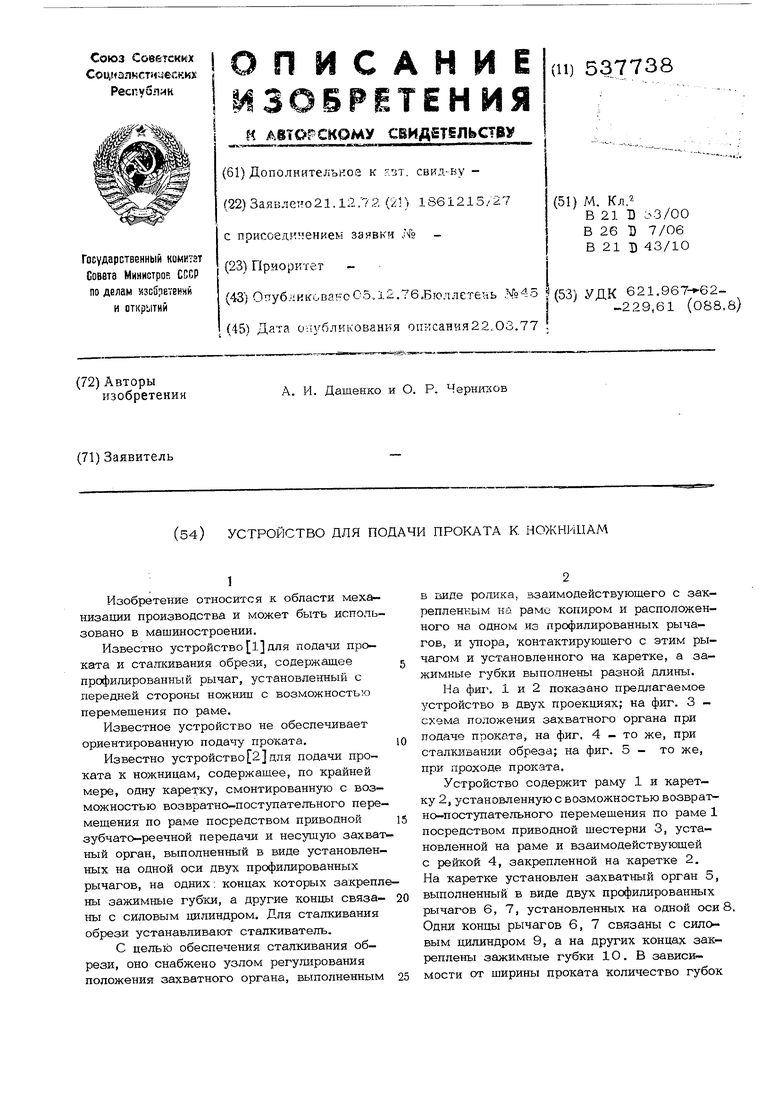
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сталкивания обрези и направления проката | 1981 |
|
SU998019A1 |
| Установка для подачи листов к гильотинным ножницам | 1981 |
|
SU1016093A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Устройство для подачи листового материала в зону обработки | 1987 |
|
SU1442301A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Способ производства заготовок и технологическая линия для его осуществления | 1988 |
|
SU1616721A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ДВИЖУЩИХСЯ ПРОФИЛЕЙ | 1991 |
|
RU2021083C1 |
| Установка для резки листового проката | 1982 |
|
SU1017439A1 |
| Устройство для перемещения материала | 1977 |
|
SU721194A1 |
| Устройство для подачи листового материала в зону обработки | 1980 |
|
SU902937A1 |