ИзоГфетение относится к холодной обрпботке металлов давлением н может быть использовано для подачи листового материала в зону обработки.
Цель изобретения - расширение технологических возможностей путем базирования листа по боковой стороне относительно зажимных механизмов, по- вьппения надежности работы.
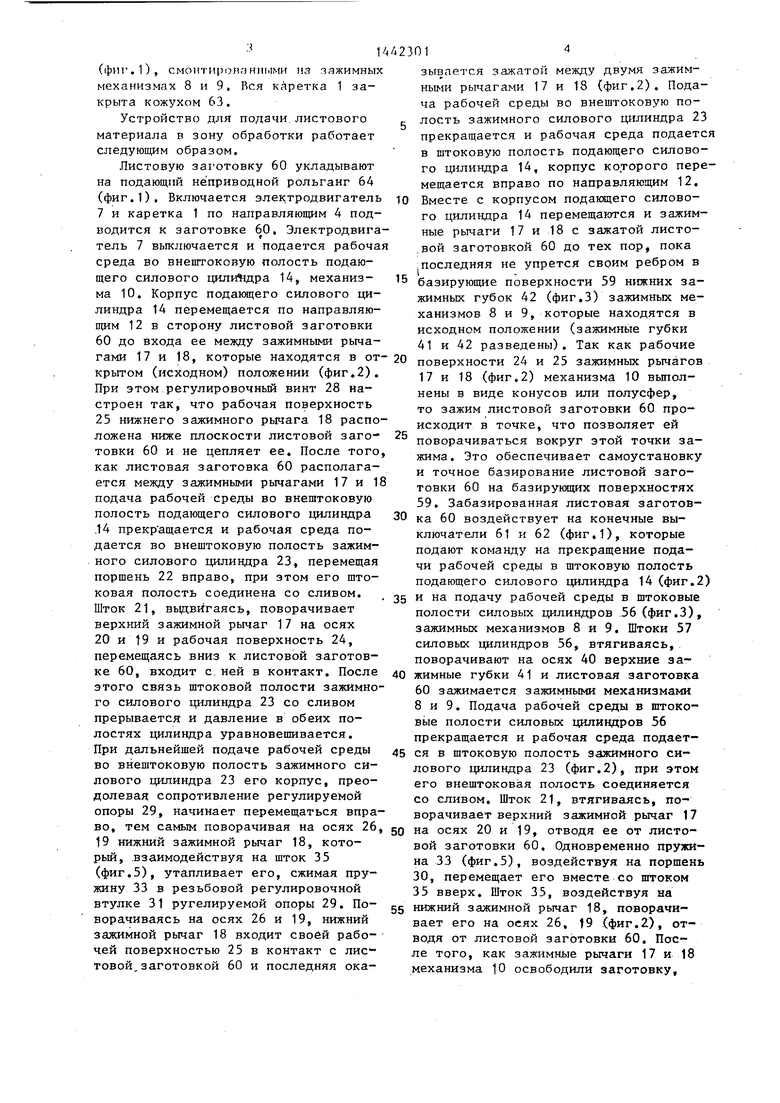
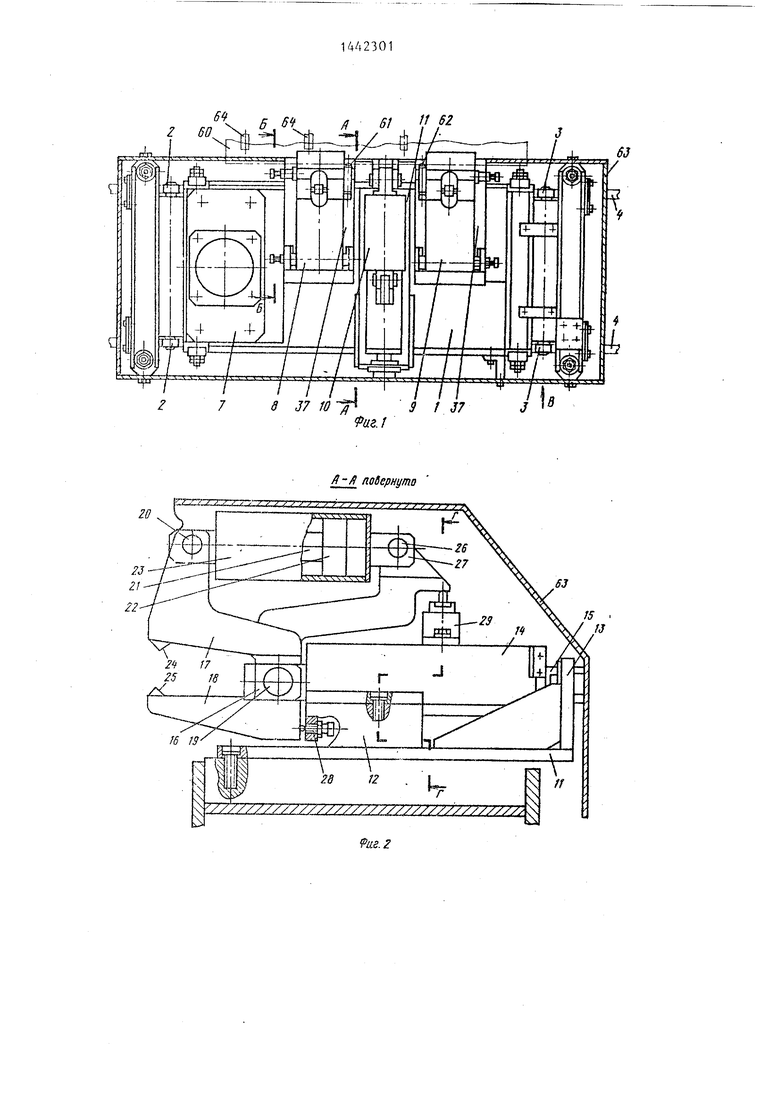
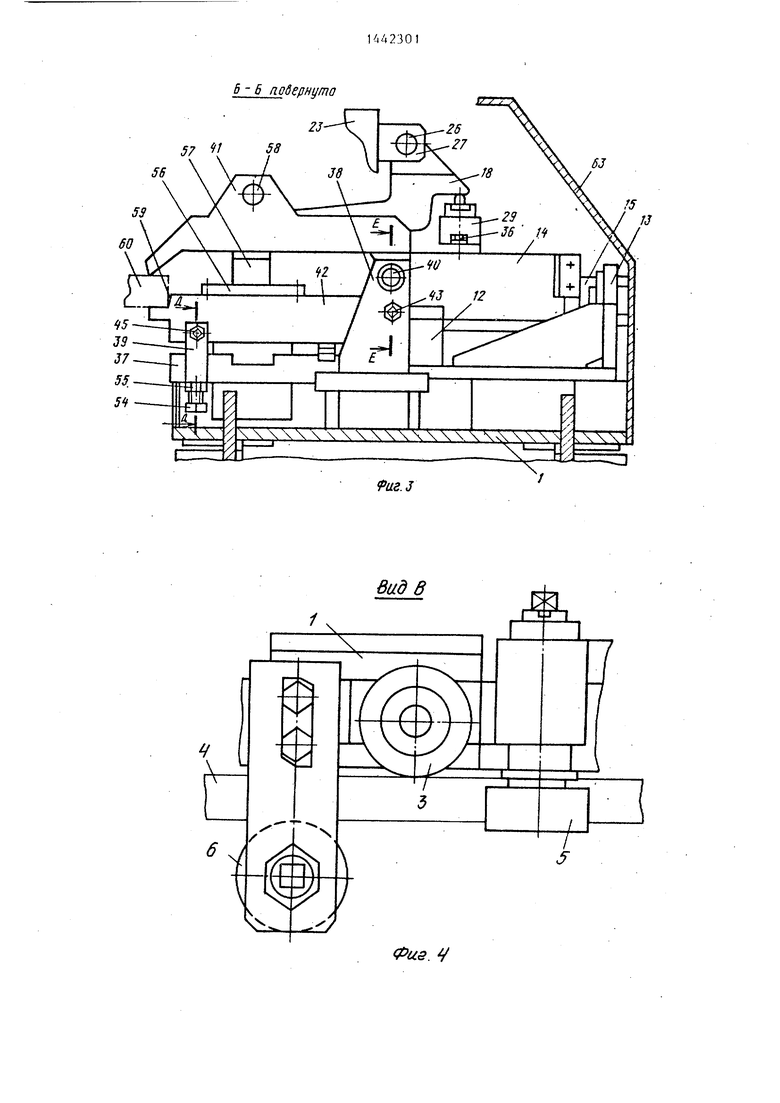
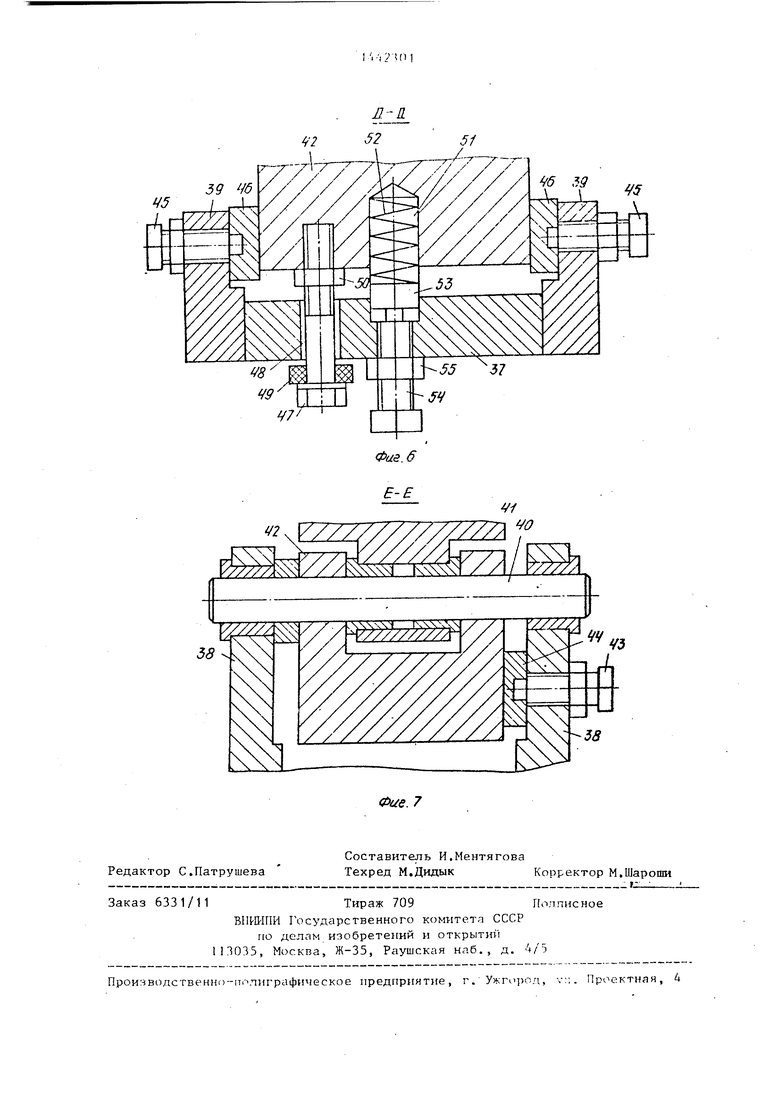
На фиг . 1 изображено устройство для подачи листового материала в зону обработки, вид в плане; на фиг. 2 - разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг . на фиг. 7 - разрез Е-Е на фиг, 3.
Устройство содержит подающую каретку 1, имеющую опоры качения, выпол ненные в виде роликов 2 и 3, перемещающихся по. направляющим 4, направ- ляюи№1х роликов 5 и роликов 6. Каретка 1 приводится в движение от привода, выполненного в виде электродви- гателя 7, смонтированного на каретке 1. На каретке Г смонтированы два зажимных механизма 8 и 9, между которыми расположен захватный механизм 10, содержащий раму 11, направляющие 12, стойку 13, подающий силовой цилиндр 14 со штоком 15, закрепленным на стойке ТЗ.
На торце корпуса, силового цилиндра 14 закреплено 16. Корпус си- лового,цилиндра 14 подвижно установлен в направляющих 12,
Механизм 10 имеет верхний Г-об- разный зажимной рычаг 17 и нижний зажимной рычаг 18, выполненный в ви- де двуплечего рьиага. Верхний зажимной рычаг 17 шарнирно связан с одним концом посредством оси 19 с ушком 16 а вторым посредством оси 20 со штоком 21, связанным с поршнем 22 зажим ного силового щшивдра 23. Рабочая поверхность.24 верхнего зажимного рычага 17 расположена в его средней части и выполнена в виде конуса или полусферы и является зажимом. Нижний зажимной рычаг 18 имеет на одном конце рабочую поверхность 25, являющуюся зажимом и выполненную аналогично ;р абочей поверхности 24 верхнего за- 1ЖИМНОГ0 рычага 17. Второй конец ниж- него зажимного рычага 18 шарнирно свзан посредством оси 26 с ушком 27, закрепленным на торцовой стороне корпуса зажимного силового цилиндра 23,
противоположной штоку 21. Своей средней частью нижний зажимной рьщаг 18 шарнирно связан посредством оси 19 с ушком 16. Снизу от ушка 16 зажимной рычаг 18 взаимодействует с опорой, выполненной в виде регулировочного винта 28. Сверху от ушка 16 зажимной рычаг 18 взаимодействует с р.егулируе мой опорой 29, имеющей польй корпус 30 (фиг.5) с ввинченной в него резьбовой регулировочной втулкой 31, снабженной ступенчатым отверстием 32, в котором размещены подпружинен - ный пружиной 33 поршень 34 и связанный с ним шток 35, контактирующий с нижним зажимным рычагом 18. Полый корпус 30 закреплен посредством винтов 36 на корпусе подающего силового цилиндра 14, Каждьй из зажимных механизмов 8 и 9 содержит раму 37 (фиг.З) с закрепленными на ней стойками 38 и стойками 39, В стойках 38 установлена ось 40 (фиг.3,7), с которой шарнирно связаны концы верхней 41 и нижней 42 зажимных губок. На стойках 38 также установлены посредством винтов 43 направляющие 44, а в стойках 39 (фиг,3,6) - посредством винтов 45 направлякяцие 46. Направляющие 44 и 46 взаимодействуют с боковыми поверхностями нижней зажимной губки 42, Нижняя поверхность нижней зажимной губки 42 снабжена регулиро вочным винтом 47, свободно проходящим через отверстие 48, выполненное в раме 37, Между поверхностью рамы 37 и головкой винта 47 установлена шайба 49, выполненная из упругого материала (резина, пластмасса ит-,д,) Положение регулировочного вннта 47 фиксируется гайкой 50, Кроме того, в нижней поверхности нижней зажимной губки 42 выполнено отверстие 51, в котором установлена пружина 52, С пружп ной 52 взаимодействует поршень 53, связанный с регулировочным винтом 54, установленным в раме 37, Положение регулировочного винта 54 фиксируется гайкой 55, На нижней зажимной губке 42 смонтирован силовой цилиндр 56 (фиг,3), шток 57 которого шарнирно связан с верхней зажимной губкой 41 посредством оси 58, Нижняя зажимная губка 42 снабжена базирующим упором, выполненным в виде базирующей поверхности 59, Базирование листовой заготовки 60 фиксируется конечными выключателями 61 и 62
(фи1 .1), смоитирон,чн111.№ш па зажимных механизмах 8 н 9. Вся кАретка 1 закрыта кожухом 63.
Устройство для подачи листового материала в зону обработки работает следующим образом.
Листовую заготовку 60 укладывают на подающий нёприводной рольганг 64 (фиг.1). Включается элек;тродвигатель 7 и каретка 1 по направляющим 4 подводится к заготовке 60. Электродвигатель 7 выключается и подается рабоча среда во внештоковую полость подающего силового цилиЗДра 14, механизма 10. Корпус подаквцего силового цилиндра 14 перемещается по направляю- П1ИМ 12 в сторону листовой заготовки 60 до входа ее меяэду зажимными рычагами 17 и 18, которые находятся в открытом (исходном) положении (фиг.2). При этом регулировочный винт 28 настроен так, что рабочая поверхность 25 нижнего зажимного рычага 18 расположена ниже плоскости листовой заготовки 60 и не цепляет ее. После того как листовая заготовка 60 располагается между зажимными рычагами 17 и 1 подача рабочей среды во внештоковую полость подающего силового цилиндра .14 прекр ащается и рабочая среда подается во внещтоковую полость зажимного силового цилиндра 23, перемещая поршень 22 вправо, при этом его што- ковая полость соединена со сливом. Шток 21, вьдвЯгаясь, поворачивает верхний зажимной рычаг 17 на осях 20 и t9 и рабочая поверхность 24, перемещаясь вниз к листовой заготовке 60, входит с ней в контакт. После этого связь щтоковой полости зажимного силового цилиндра 23 со сливом прерывается и давление в обеих полостях цилиндра уравновешивается. При дальнейшей подаче рабочей среды во внештоковую полость зажимного силового цилиндра 23 его корпус, преодолевая сопротивление регулируемой опоры 29, начинает перемещаться вправо, тем самым поворачивая на осях 26, t9 нижний зажимной рычаг 18, который, .взаимодействуя на шток 35 (фиг.5), утапливает его, сжимая пружину 33 в резьбовой регулировочной втулке 31 ругелируемой опоры 29. Поворачиваясь на осях 26 и 19, нижний зажимной рычаг 18 входит своей рабочей поверхностью 25 в контакт с листовой, заготовкой 60 и последняя ока23014
зывпется зажатой между двумя зажимными рычагами 17 и 18 (фиг.2). Подача рабочей среды во внештоковую по- f- лость зажимного силового цилиндра 23 прекращается и рабочая среда подается в штоковую полость подающего силового Ц11линдра 14, корпус которого перемещается вправо по направляющим 12. 0 Вместе с корпусом подающего силового цилиндра 14 перемещаются и зажимные рычаги 17 и 18 с зажатой листо- .вой заготовкой 60 до тех пор, пока .последняя не упрется своим ребром в 5 базирующие поверхности 59 нижних зажимных губок 42 (фиг.З) зажимных механизмов 8 и 9, которые находятся в исходном положении (зажимные губки 41 и 42 разведены). Так как рабочие 0 поверхности 24 и 25 зажимных рычагов 17 и 18 (фиг.2) механизма 10 выполнены в виде конусов или полусфер, то зажим листовой заготовки 60 происходит в точке, что позволяет ей R
поворачиваться вокруг этой точки зажима. Это обеспечивает самоустановку и точное базирование листовой заготовки 60 на базирующих поверхностях 59. Забазированная листовая заготов- 0 ка 60 воздействует на конечные выключатели 61 и 62 (фиг,1), которые подают команду на прекращение подачи рабочей среды в штоковую полость подающего силового цилиндра 14 (фиг.2) 5 и на подачу рабочей среды в штоковые полости силовых цилиндров 56 (фиг.З), зажимных механизмов 8 и 9. Штоки 57 силовых цилиндров 56, втягиваясь, поворачивают на осях 40 верхние за- 0 жимные губки 41 и листовая заготовка 60 зажимается зажимными механизмами 8 и 9. Подача рабочей среды в штоковые полости силовых цилиндров 56 прекращается и рабочая среда подает- 5 ся в штоковую полость зажимного силового цилиндра 23 (фиг.2), при этом его внештоковая полость соединяется со сливом. Шток 21, втягиваясь, поворачивает верхний зажимной рычаг 17 0 на осях 20 и 19, отводя ее от листовой заготовки 60. Одновременно пружина 33 (фиг.5), воздействуя на поршень 30, перемещает его вместе со пггоком 35 вверх. Шток 35, воздействуя на 5 нижний зажимной рычаг 18, поворачивает его на осях 26, |9 .(фиг.2), отводя от листовой заготовки 60. После того, как зажимные рычаги 17 и 18 механизма 10 освободили заготовку.
поплча рабочей среды в штоковую полость зажимного силового щшнидра 23 прекращается и рабочая среда подается я штоковую полость подающего си- jjoBoro цилиндра 14, корпус которого, перемещаясь по направляющим 12, отводит разведенные зажимные, рычаги 17, и 18 от листовой заготовки 60, зажатой зажимными губками 41 и 42 (фиг.З) зажимных механизмов 8 и 9. Перемещение корпуса подающего силового цилиндра 14 вправо па направляющим 12 (,2) продолжа,ется до тех пор, по10
дящийся в зоне обработки, поднимается. Вместе с ним поднимается над матрицей листовая заготовка 60, при этом зажимные губки 41 и 42 (фиг.З) также поднимаются вверх, поворачиваясь на оси 40 (фиг.2) и освобождая пружину 52 (фиг.6). Снова включается электродвигатель 7 и каретка 1, перемещаясь по направляющей 4 подает зажатую зажимными губками 41 и 42 листовую заготовку 60 по подакяцему неприводному рольгангу 64 на вторую технологическую позицию и т.д. (не
ка зажимные рычаги 17 и 18 полностью 15 показана).
не вытянутся в каретку и.не займут После окончания обработки и пода- положение, которое показано нафиг.1. чи ее на разгрузочную позицию (не по- Поддча рабочей среды в штоковую полость подающего силового цилиндра 14
казана) зажимные губки 41 и 42 зажимных устройств 8 и 9 разводятся и
дящийся в зоне обработки, поднимается. Вместе с ним поднимается над матрицей листовая заготовка 60, при этом зажимные губки 41 и 42 (фиг.З) также поднимаются вверх, поворачиваясь на оси 40 (фиг.2) и освобождая пружину 52 (фиг.6). Снова включается электродвигатель 7 и каретка 1, перемещаясь по направляющей 4 подает зажатую зажимными губками 41 и 42 листовую заготовку 60 по подакяцему неприводному рольгангу 64 на вторую технологическую позицию и т.д. (не
После окончания обработки и пода- чи ее на разгрузочную позицию (не по-
казана) зажимные губки 41 и 42 зажимных устройств 8 и 9 разводятся и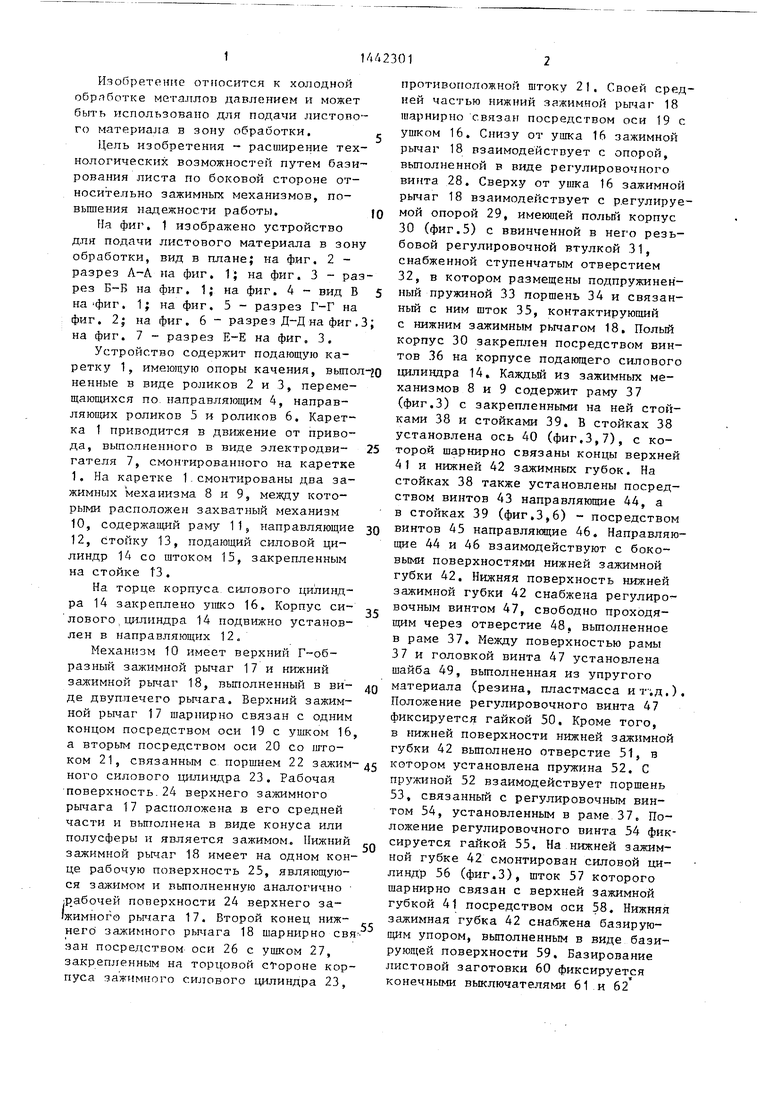

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения листовой заготовки от стопы и подачи ее к обрабатывающей машине | 1987 |
|
SU1397128A1 |
| Модуль для автоматизированной листовой штамповки | 1989 |
|
SU1708477A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Устройство для гибки обечаек из листовых заготовок | 1985 |
|
SU1269881A2 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1074622A2 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Клещевая подача к горячештамповочному прессу | 1989 |
|
SU1690920A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1990 |
|
SU1750813A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для подачи листового материала в аону обработки. Цель - расширение технологических возможностей путем базирования листа по боковой стороне относительно зажимных механизмов, повышение надежности работы. Лист подается в зону обработки зажимными губками. Зажимные губки шарнирно смонтированы попарно на подающей каретке с возможностью поворота в вертикальной плоскости, перпендикулярной оси подачи. Губки приводятся в движение от силовьк цилинд ров, корпуса которых закреплены на нижних зажимных губках (НЗГ), а их штоки шарнирно связаны с верхними зажимньтми губками. НЗГ подпружинены в вертикальном направлении и установлены в вертикальных направляющих, закрепленных на подакмцей каретке. Угол поворота НЗГ регулируется регулируемыми по длине упорами, смонтированными на зажимных губках с возможностью взаимодействия с подающей карет-г кой. Между пазами зажимных губок (за жимными механизмами) установлен захватный механизм. Он содержит силовой цилиндр, шток которого закреплен на основании. На корпусе захватного механизма закреплена ползушка, несущая ось. На оси установлены зажимной Г-образный рычаг и расположенный под ним зажимной двуплечий рычаг (ДР). На рабочих концах зажимного рычага и ДР выполнены зажимы с точечным контактом дпя листа. На основании смонтирована с возможностью взаимодейст- 1вия с рабочим концом ДР регулируемая по длине опора. На корпусе силового цилиндра смонтирована регулируемая по длине опора, выполненная в виде резьбовой втулки и штока, установленного в резьбовой втулке с возможностью взаимодействия с концом ДР, Шток подпружинен относительно корпуса силового цилиндра пружиной. На НЗГ выполнены базирующие упоры для листа. Зажимной рычаг и ДР приводятся в движение от зажимного силового цилиндра. 3 з.п. ф-лы, 7 ил. (Л 4ib 1 Ь9 САЭ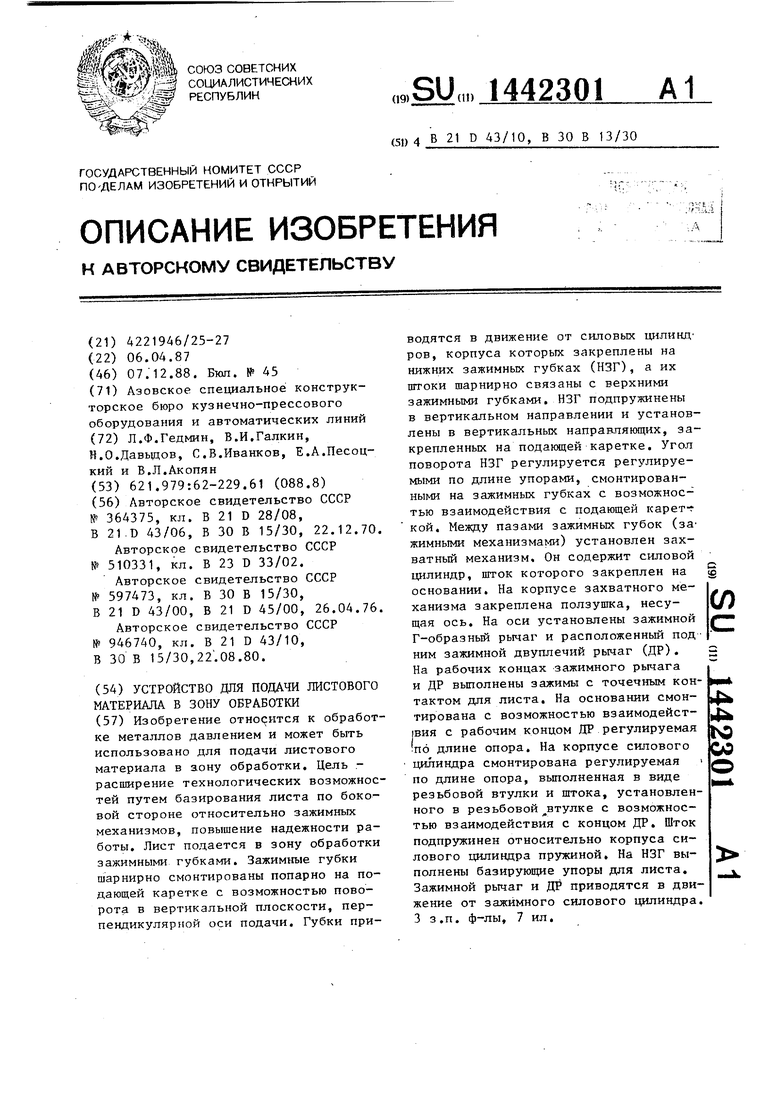
20
прекращается, включается электродви- . гатель 7 и каретка 1, перемещаясь по направляющим 4, подает зажатую зажимными губками 41 и 42 листовую заготовку по подакщему неприводному рольганту 64 в зону обработки на первую тех- 25 60 и сталкивает ее, например, на нологическуго позицию (не показана), после чего каретка 1 останавливается
подается рабочая среда во внешто вую полость подающего силового ци линдра 14, корпус которого, перем щаясь по направляющим 12 влево, у рается ушком 16 в листовую загот
приемньй рольганг (не показан). Д лее выполненный цикл повторяется (Устройство для подачи листового
и участок рольганга 64, находящийся в зоне обработки, опускается, мягко
приемньй рольганг (не показан). Далее выполненный цикл повторяется. (Устройство для подачи листового ма териала в зону обработки имеет широ- укладывая листовую заготовку 60, на- 30 кие технологические возможности, так пример на матрицу (не показано). Так может быть использовано для по- как листовая заготовка 60 зажата меж- Р заготовок как в направлении,
совпадающем с осью захвата, так и в направлении, перпендикулярном ей.
д.у зажимньп и губками 41 и 42 (фиг.2), то они вместе с листовой заготовкой 60 также перемещаются вниз, поворачиваясь на оси 40 и сжимая пруткину 52 (фиг,6), поддерживающую зажимные губки 41 и 42 без листовой заготовки 60 в исходном.верхнем положении. При перемещении зажимных губок 41 и 42 вместе с листовой заготовкой 60 вниз нижняя зажимная губка 4 скользит по направляющим 44 (фиг.7), и направляю- npiM 46 (фиг.б), которые, создавая
35
40
Устройство может быть использовано для подачи листовых заготовок по неподвижным подающим рольгангам, роликовым опорам, столам и.т.д., плоскость подачи которых расположена выше рабочей поверхности обрабатывающего инструмента (например, матрицы) с последующей мягкой укладкой на него, что не только расширяет технологические возможности устройства, но
направление перемещению зажимных гу- 45 значительно удлиняет срок службы бок 41 и .42 исключают их заклинивание. Величина перемещения зажимных губок 41 и 42 вниз ограничивается регулировочным винтом 47. Обработка (например, пробивка отверстий) листо- 50 пользовать его а автоматических вой заготовки 60 производится без ре- комплексах и линиях. Кроме того, жима зажимных губок 41 и 42. Соскакивание каретки 1 с направляющих 4 при выполнении технологических операций исключается благодаря роликам 6 55 (фиг,4).
После вьтолнения первой технологической операции участок чепривод- ного подающего рольганга 64, нахоинструмента. Весь работы предлагаемого устройства может осуществляться как в ручном, так и в автоматическом режимах, что позволяет
устройство надежно в работе, а также обеспечивает высокую точность базирования и подачи на технологическую операцию листовой заготовки.
Формула изобретения
подается рабочая среда во внештоко- вую полость подающего силового цилиндра 14, корпус которого, перемещаясь по направляющим 12 влево, упирается ушком 16 в листовую заготовку
60 и сталкивает ее, например, на
приемньй рольганг (не показан). Далее выполненный цикл повторяется. (Устройство для подачи листового ма
Устройство может быть использовано для подачи листовых заготовок по неподвижным подающим рольгангам, роликовым опорам, столам и.т.д., плоскость подачи которых расположена выше рабочей поверхности обрабатывающего инструмента (например, матрицы) с последующей мягкой укладкой на него, что не только расширяет технологические возможности устройства, но
значительно удлиняет срок службы пользовать его а автоматических комплексах и линиях. Кроме того,
инструмента. Весь работы предлагаемого устройства может осуществляться как в ручном, так и в автоматическом режимах, что позволяет
значительно удлиняет срок службы пользовать его а автоматических комплексах и линиях. Кроме того,
устройство надежно в работе, а также обеспечивает высокую точность базирования и подачи на технологическую операцию листовой заготовки.
значительно удлиняет срок службы пользовать его а автоматических комплексах и линиях. Кроме того,
Формула изобретения
п.оляклцую карптку, приводимую в динжение от привода по горизонтальным направляющим, смонтировапным на основании параллельно направлению подачи, по меньшей мере два зажимных механизма материала, расположенных последовательно один за другим в направлении подачи, выполненные в виде упоров зажимных губок, шарнирно закрепленных- одним концом на подающей каретке, расположенньрс одна под другой и установленных перпендикулярно к оси подачи, силовых цилиндров, корпуса которых закреплены на нижних зажимных губках, а их штоки шарнирно связаны с верхними зажимными губками захватным механизмом, расположенным между зажимными механизмами и вьшол- ненным в виде ползушки, приводимой в движение перпендикулярно направлению подачи от поданицего силового цилиндра имеющего корпус со штоком, оси, установленной на ползушке, зажимного рьиага, смонтированного на оси с воз- можностью поворота в вертикальной плоскости, перпендикулярной направлению подачи, зажимного двуплечего рычага, установленного на оси и расположенного под зажимным рычагом с возможностью поворота в вертикальной плоскости перпендикулярно оси подачи, зажимного силового цилиндра, имеющего корпус, шарнирно связанного с одним
3 концов зажимного двуплечего рыча- га, и шток, шарнирно связанный с зажимным рычагом, и опор, смонтированных с Возможностью взаимодействия с концами зажимного двуплечего рычага, отличающееся тем, что, с целью расширения технологических возможностей путем базирования листа по боковой стороне относительно зажим
0
5 0 5
0
0
5
ных механизмов, повышения надежности работы, на нижних зажимных губках вьшолнены базирующие упоры для листа, на зажимном рьтаге и свободном конце зажимного двуплечего рычага выполнены зажимы с точечным контактом для листа, шток подающего силового цилиндра закреплен на основании, ползушка и одна из опор установлены на корпусе подающего силового цилиндра, другая опора смонтирована на основании, опоры выполнены регулируемыми по длине, нижние зажимные губки подпружинены в вертикальном направлении, упоры вьтолнены регулируемыми по длине и смонтированы на нижних зажимных губках с возможностью взаимодействия с подающей кареткой,
3,Устройство ПОП.1, отличающееся тем, что оно снабжено вертикальными направляющими, закрепленными на подающей каретке,
а нижние зажимные губки расположены в вертикальных направляющих.
А. Устройство по п. 1, отличающееся тем, что опора, взаимодействующая с концом зажимного двуплечего рычага, щарнирно связанного с корпусом зажимного силового цилиндра, вьтолнена в виде резьбовой втулки, ввернутой в корпус подающего силового цилиндра, штока, подвижно установленного в резьбовой втулке с возможностью взаимодействия с концом зажимного двуплечего рычага, и пружины, установленной в резьбовой втулке и расположенной между корпусом подающего силового цилиндра и штоком.
6ff
Z 60
Б B fЙ 61 7/
I I Ill /rII.
8 37 10-fl 9 1 37
йг/
yg-/f побернуто
56
5S
6J
fuS.3
Bad в
Фиэ.
32
Фи&, J
45
9
t (
Фа5.6
| ВСЕСОЮЗНА.Я | 0 |
|
SU364375A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Пресс для штамповки деталей из полосового материала | 1976 |
|
SU597473A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Устройство для перемещения деталей между рабочими позициями | 1980 |
|
SU946740A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
