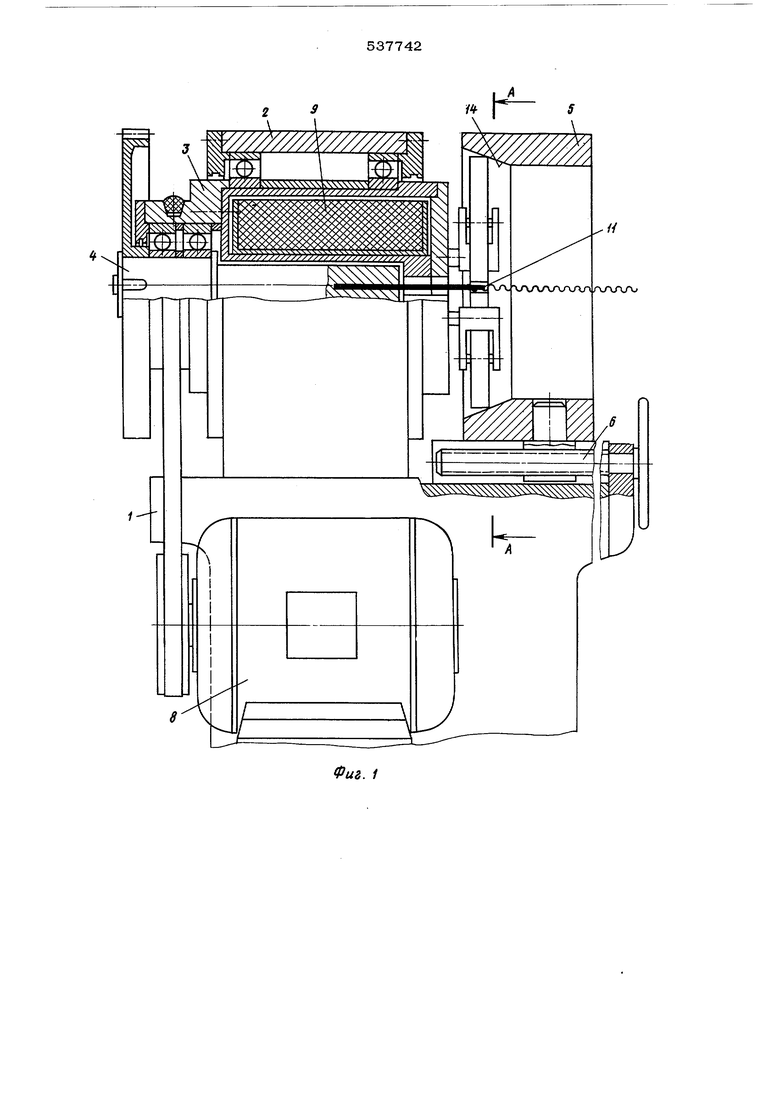
Устройство содержит станину 1, с установленным на ней корпусом 2 и с встроенными в него навивочной головкой 3 и шпинделем 4, а также бабка 5 с винтовым механизмом 6 для перемещения ее по направляющим 7 вдоль оси шпинделя.
Навивочная головка 3 и шпиндель 4 вращаются от самостоятельных приводов.
Для вращения навивочной головки установлен привод 8 (привод шпинделя на чертежах не показан).
Внутри навивочной головки 3 размещена бобина 9 с проволокой 10, из которой изготавливается спираль. Проволока 10 выходит из головки и навивается на опра&ку-керн 11, закрепленный в шпинделе 4.
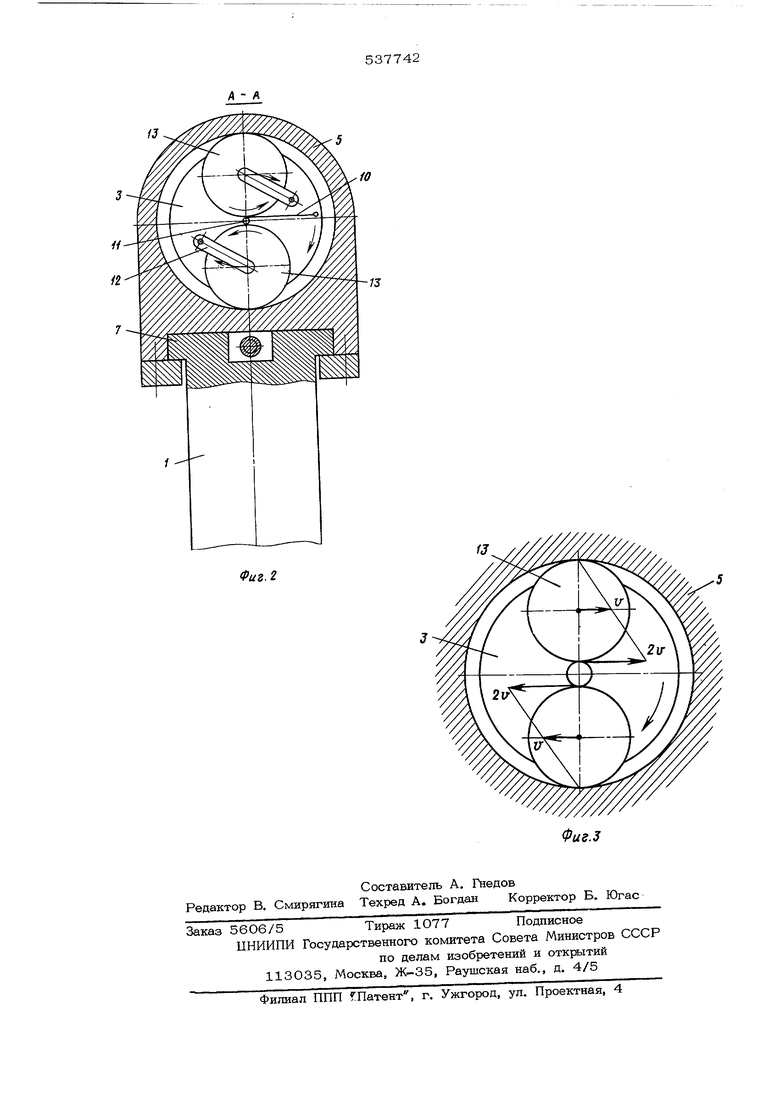
На торДовой части головки 3 с диаметрально противоположных сторон относительно шпинделя станка закреплены на качаюши ся кронштейнах 12 два ролика 13, поджимающие спираль к керну 11.
В бабке 5 выполнена цилиндрическая расточка, переходящая со стороны ишинделя в коническую. Коническая расточка
14 соосна щпинделю станка, а при вращении навивочной головки по ней катятся ролики 13.
Станок работает следующим образом.
Проволоку Юс бобины 9 вытягивают из головки и навивают на керн 11 несколокими витками вручную. Затем перемещают бабку 5 к навивочной головке 3 и конической поверхностью 14 поджимают ролики 13 к навитой на керн 11 спирали.
После этого включают двигатель 8 станка. Головка 3 начнет врашаться,увлекая за собой кронштейны 12 с роликами 13. Ролики центробежной силой прижмутся к внутренней конической поверхности 14
бабки и также начнут вращаться. Одновре- менно они будут прижимать проволоку к керну 11.
Перемещая бабку винтовым механизмом 6 ближе или дальше относительно навивочной головки, можно регулировать диаметр формуемой спирали и силу нажатия роликов на керн в процессе работы станка. Шпиндель с керном может врашатъся или быть неподвижным, так как ролшш силой трения закатывают спираль на керн.
Формула изобретения
Устройство для непрерывной намотки лроволочной спирали, содержащее приводную навивочную головку, подающую проволоку, внутри которой размещен шпиндель с закрепленной в нем оправкой, и подпружиненный прижимной ролик, размещенный посредством поворотного кронштейна на торце навивочной головки, о т л и ч а кзщ е е с я тем, что, с целью повышения его производительности, оно снабжено бабKofr, установленной с возможностью переме щения вдоль оси шпинделя и имеющей коническую расточку, соосную шпинделю, и вторым прижимным роликом, размещенным посредством поворотного кронштейна на торце навивочной головки, причем ролики расположены с диаметрально противоположных сторон от оправки с возможностью радиального перемещения относительно последней и контактируют с конической поверхностью расточки бабки.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. СССР № 272943, кл. В 21 F 3/04, 1974 г.
Фиг. 1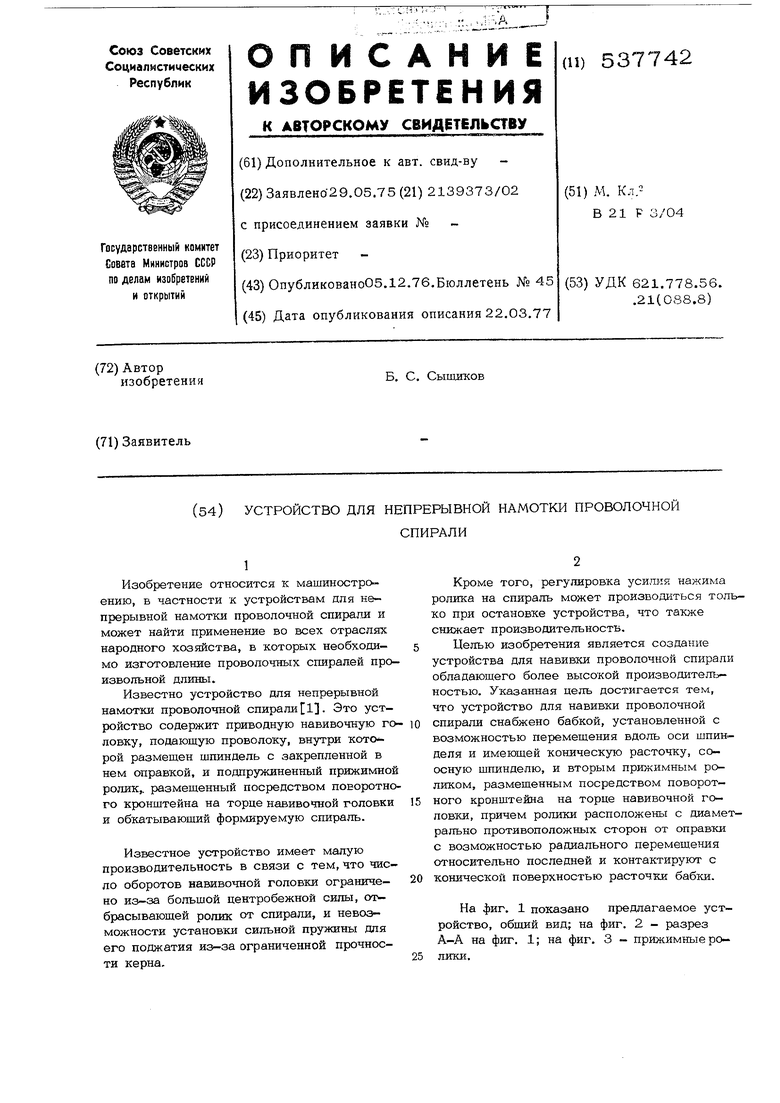
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ навивки бесконечных многопроволочных спиралей и станок для его осуществления | 1986 |
|
SU1493368A1 |
| Навивочная головка к машине спирализации для изготовления спиралей с тире | 1978 |
|
SU733815A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1985 |
|
SU1266624A1 |
| Станок для навивки бесконечных многопроволочных спиралей | 1986 |
|
SU1378996A1 |
| Автомат для изготовления спиральных тел накала V-образной формы | 1938 |
|
SU57195A1 |
| Станок для навивки бесконечных многопроволочных спиралей на невращающуюся оправку | 1976 |
|
SU640795A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КРИВОЛИНЕЙНОГО ПРОФИЛЯ ДИСТАЛЬНОЙ ЧАСТИ БОУДЕНА ИМПЛАНТИРУЕМОГО ПРЕДСЕРДНОГО ЭЛЕКТРОДА | 2003 |
|
RU2243846C1 |
| Устройство для изготовления ленточной спирали из проволоки | 1978 |
|
SU747595A1 |