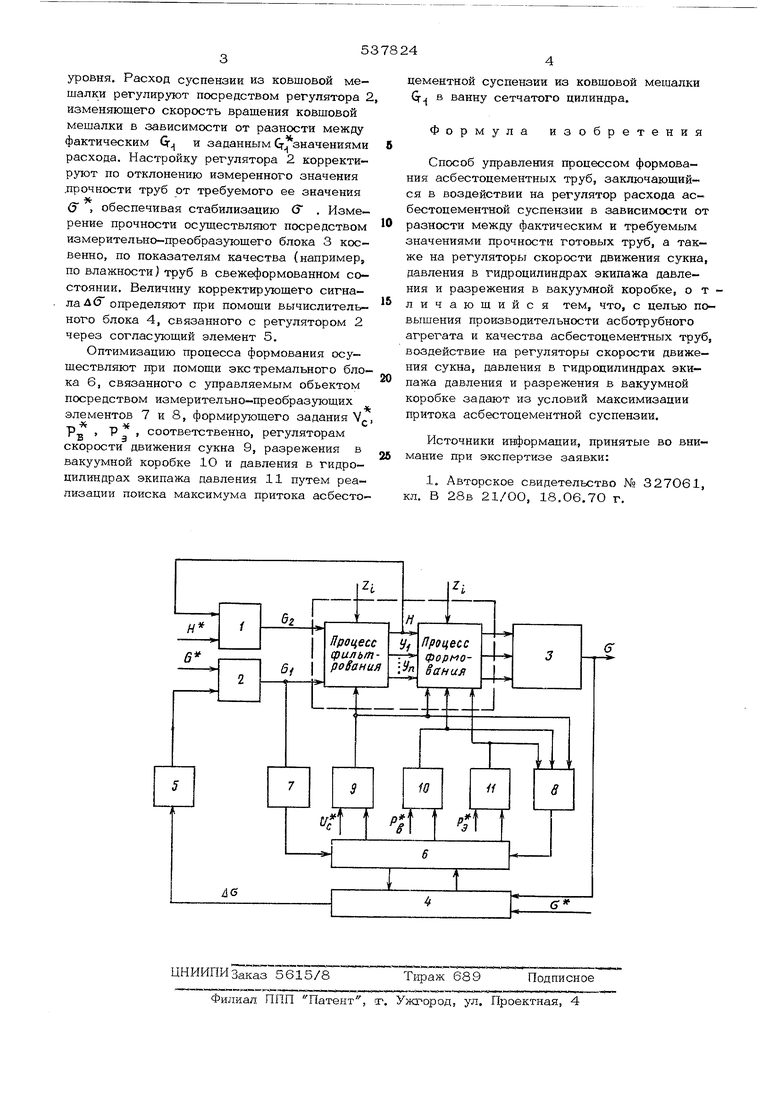
уровня. Расход суспензии из ковшовой мешалки регулируют посредством регулятора 2 изменяющего скорость вращения ковшовой мешалки в зависимости от разности между фактическим (J и заданным Сг значениями расхода. Настройку регулятора 2 корректируют по отклонению измеренного значения .прочности труб от требуемого ее значения
& , обеспечивая стабилизацию (Г . Измерение прочности осуществляют посредством измерительно-преобразующего блока 3 косвенно, по показателям качества (например, по влажности) труб в свежеформованном состоянии. Величину корректирующего сигнала Д определяют при помощи вычислительного блока 4, связанного с регулятором 2 через согласующий элемент 5.
Оптимизацию процесса формования осуществляют при помощи экстремального блока 6, связанного с управляемым объектом посредством измерительно-преобразующих элементов 7 и 8, формирующего задания V. р , Р , соответственно, регуляторам скорости движения сукна 9, разрежения в вакуумной коробке 1О и давления в гидроцилиндрах экипажа давления 11 путем реализации поиска максимума притока асбестоцементной суспензии из ковшовой мешалки Q- в ванну сетчатого цилиндра.
Формула изобретения
Способ управления процессом формования асбестоцементных труб, заключающийся в воздействии на регулятор расхода ас- бестоцементной суспензии в зависимости от
разности между фактическим и требуемым значениями прочности готовых труб, а также на регуляторы скорости движения сукна, давления в гидроцилиндрах экипажа давления и разрежения в вакуумной коробке, о т личающийся тем, что, с целью повышения производительности асботрубного агрегата и качества асбестоцементных труб, воздействие на регуляторы скорости движения сукна, давления в гидроцилиндрах экипажа давления и разрежения в вакуумной коробке задают из условий максимизации притока асбестоцементной суспензии.
Источники информации, принятые во вни- мание при экспертизе заявки:
1, Авторское свидетельство № 327061, кл. В 28в 21/ОО, 18.06,70 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования работы асбестоцементных формовочных машин | 1974 |
|
SU492393A1 |
| Способ автоматического управления асбестоцементной листоформовочной машиной | 1981 |
|
SU946959A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Устройство управления машиной для формирования асбестоцементных изделий | 1980 |
|
SU895665A1 |
| Устройство управления машиной для формования асбестоцементных изделий | 1981 |
|
SU1021620A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АСБЕСТОЦЕМЕНТНЫХТРУБ | 1972 |
|
SU338390A1 |
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Способ изготовления асбестоцементных труб | 1982 |
|
SU1129191A1 |
| Способ управления работой асботрубной машины | 1979 |
|
SU893556A1 |
| Окрашенный хризотилцементный лист и способ его получения | 2016 |
|
RU2693959C2 |
С V
