I
Изобретение относится к производству асбестоцементныл изделий и может быть использовано для регулирования асботрубных машин.
Известен способ управления асботрубной машиной, работающей в режиме периодических остановок, осу1цествляемый путем изменения подачи массы из. ковшовой мешалки в зависимости от концентращш асбестоцементиой суспензии в ванне машины 1.
Однако этот способ не обеспечивает высокое качество управления.
Известен другой способ управления асботрубной машиной, включающий изменение подачи асбестоцементной массы в зависимости от измеряемой толщины навиваемой пленки 1.
Недостатком этого способа управления асботрубной машиной является низкое качество .изготавливаемых труб из-за намотки их начального слоя пленкой повышенной толщины, обусловливаемое как спещ{фикой работы асботрубных машин, так и стремлением поддерживать концентрацию асбестоцементной суспензии в ванне формовочной машины постоянной в течение всего цикла навивки трубы.
Это объясняется тем, что пуск асботрубных машин, работающих в режиме периодических остановок, а формующих толстосте1шые трубы в особенности, во избежание повреждения навиваемого слоя на начальном этапе намотки (в условиях больших значени давления прессования), обычно осуществляют на мшшмальной скорости, которую, затем доводят
10 уже в процессе набора толщины трубы и сброса давления, до максимально возможной. Уменьшение же скорости асботрубной машины в начале навивки трубы влечет за собой, при поддержания постоянства концентрации .
)5 суспензии в ванне в течение всего цикла намотки изделия, соответствующее увеличение толщины навиваемой пленки, и, следовательно, снижение прочности навиваемого слоя, наприм1;;р, из-за его запрессовки.
20
Цель изобретения - повышение качества управления.
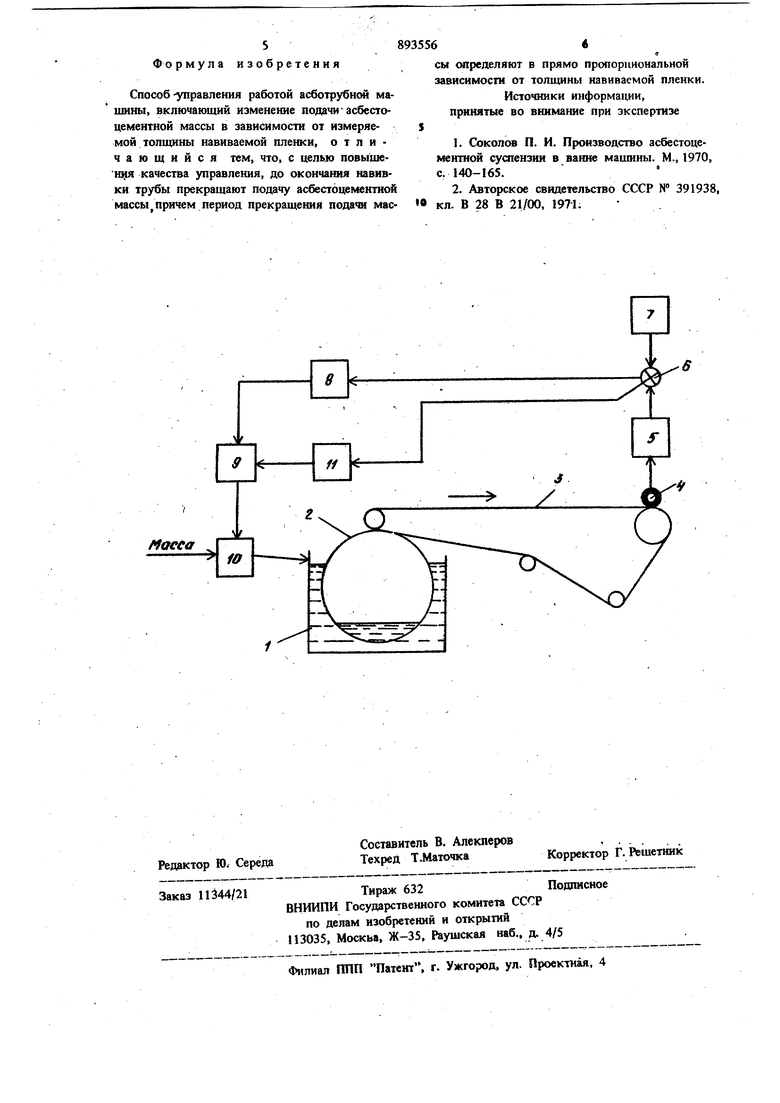
Указаншя цель достигается тем, что в способе управления работой асботрубной машины, включающем изменение подачи асбестоцементной массы в зависимости от измеряемой толщины навиваемой пленки, до оконча ния навивки трубы прекращают подачу асбес тоцементной массы, причем период прекраще ния подачи массы определяют в прямо пропорциональной зависимости от толщины навиваемой пленки. На чертеже показан способ управления асботрубной маилиной. Асботрубиая машина содержит ванну 1 с сетчатым цилиндром 2, рабочее сукво 3, форматную скалку с навиваемой трубой 4, измеритель 5 тогашшы пленки, блок 6 сравнения, задатщ1к 7 толщины. пленки, регулятор 8, регулируемый привод 9, ковщовую мешалку 10, блок II задержки питания. В процессе работы асботрубной машины асбестоцементная масса поступает в ванну 1 сетчатого цилиндра 2, на котором происходит формирование первичного а(стоцементиого слоя. Последний С1шмают сукном 3 и в виде пленки передают на форматную скалку 4 Для намотки текущей трубы. Измерителем 5 контролируют толщину навиваемой пленки, например, ее среднее значение, которое тределяют по числу оборотов форматной скалки . при фиксируемой промежуточной величине толщины навиваемого слоя, устанавливаемой порядка 60-70% от тояишны стенки готовой трубы. Измеренное значение толщины пленки посту пает на вход лока 6 сравнешш, где его сопоставляют с соответствующим онгналом задат чйка 7. Результат равнения подают ка вход регулятора 8, который в завн(Ж1мос1я от величины и знака рассогласования форьшрует соот ветствующий упрзвлякщий шгнал m язмешии скорости регуяируемшх) привода 9 ковшевой мешалки 10, и, следовательно, изменение ког личества подаваемой в ванну 1 массы в сторбну устранения возиикиюго откжшения. Тем самым обеспечивают подда ржаш{е заданного значения толщины олЕенки, и, :педоватеяшо, производительности асбот| у6н( машины. регулятора 8 еягшш рассогласования поступает также на вход блока 11 задерж ки питания, представлянщего собой, например, реле, времени с регуяи{ емой выдержкой на остановку привода 9 ковшовс меикшки 10 для прекращения нодата асЗестш вментной массы и уменьшения концентрашш сушенэтн в ванне I до уровня, обеоючивающего навнвку начального слоя трубы атакой уменьшена ной толщины. Например, если измеренная величина толщи ны пленки будет меньше заданной, то соответ ствующий i сигнал с блока 6 сравнения прсту.4 пит на входы регулятора 8 и блока 11 задержки питания. При зтом регулятор 8 отработает и выдаст на вход регулируемого привода 9 управляющий сигнал в сторону увеличения скорости ковшовой мешалки 10, и, следовательно, массы для восстановления заданного значения толщины пленкн, а значит и производительности машины. Одаовременно блок И задержкн пнтания сформирует соответствующий временный снгнал с увеличенной выдержкой для осуществления более поздней остановки привода 9 мешалки 10 и, следовательно, уменьшения периода прекращения подачи массы во избежание чрезмерного утоньщения наживаемой пленки, которое приводит как к ее обрыву, так и к снижению пронзводительностн асботрубной машины. Если же измеренная толщина пленкн будет больше заданной, то регулятор 8 отработает команду на уменьшение скорости привода 9 мешалки 10 в сторону уменьшения расхода массы,а блок 11 - соответствующий временной сигнал с меньшей выдержкш в направлении более раннего прекращения ее подачи. И, наконец, если измеренная толщнна нленки будет равна заданной, то регулятор 8 оставит скорость привода 9 и мешалки 10 без изменений, а блок 11 задержки нитаиня . сформирует временный сигнал на нх остановку с заданной выдержкой (т.е. 4 ответствующей заданной толщине пленки). Предлагаемый способ благодаря прекращению подачи массы до окончания навивки текущей трубы обеспечивает соответствующее сиюкенне концентрации суспензии в ванне к началу навивки каждой последующей, и, след(Фательно, навивку ее начального слоя пленкой уменьщенной толщнны. В дальнейшем после возобновления питания и намотки начального слоя концентрация суспензии в ванне вновь восстает, что обусловливает увеличение толношы навиаемой пленки. Последнее, вместе с переходом асботрубной машнны на большую скоость, позволяет обеспечнгь ее заданную прозводительность и создает нредносьшки для е дальнейшего увелнчения. Таким образом, навивку каждой трубы роизводят в двух последовательно осущестляемых режимах: сначала более тонкой ленкой для намотки начального слоя, чтобы редотвратить его повреждение при пуске сботрубной машины и большем давлении рессования, а затем пленкой повышенной толины, чтобы обеспечить заданную производиельность.
Ф о рмула изобретения
Способ-управления работой асботрубной машины, включающий изменение подачи асбестоцементной массы в зависимости от измеряемой толщины навиваемой пленки, отличающийся тем, что, с целью повышещя качества управления, до окончания навивки трубы прекращают подачу асбестоцементной массы,причем период прекращения подачи массы определяют в прямо пропорциональной зависимости от толщины извиваемой пленки.
Источники информации, принятые во внимание при экспертизе
1.Соколов П. И. Производство асбестоцемеитной суспензии в ванне мащины. М., 1970, с. 140-165.
2.Авторское свидетельство СССР № 391938, кл. В 28 В 21/00. 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации числа оборотов форматной скалки асбестоцементных формовочных машин | 1973 |
|
SU440260A1 |
| Способ управления формованием асбестоцементных труб | 1982 |
|
SU1031735A1 |
| Способ изготовления асбестоцементных труб | 1974 |
|
SU547360A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Устройство контроля работы асботрубных машин | 1973 |
|
SU469604A1 |
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Устройство управления машиной для формирования асбестоцементных изделий | 1980 |
|
SU895665A1 |
| Способ управления формованием асбестоцементных труб | 1980 |
|
SU885021A1 |
| БИБЛИО1 ::^КА | 1973 |
|
SU390960A1 |
| Устройство управления машиной для формования асбестоцементных изделий | 1981 |
|
SU1021620A1 |
