(54) УСТРОЙСТВО УПРАВЛЕНИЯ МАШИНОЙ ДЛЯ ФОРМОВАНИЯ АСБЕСТОЦЕМЕНТНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления машиной для формования асбестоцементных изделий | 1981 |
|
SU1021620A1 |
| Система автоматического управления листоформовочной машиной | 1985 |
|
SU1308499A1 |
| Устройство для автоматического управления асбестоцементной листоформовочной машиной | 1981 |
|
SU990533A1 |
| Устройство для регулирования работы асбестоцементной формовочной машины | 1979 |
|
SU772871A1 |
| Устройство для управления работой многоцилиндровой асбестоцементной формовочной машиной | 1981 |
|
SU996186A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1976 |
|
SU742148A1 |
| Установка для формования асбестоцементных труб | 1974 |
|
SU563295A1 |
| Устройство для контроля работы асбестоцементной листоформовочной машины | 1978 |
|
SU779093A1 |
| Устройство для связанного регулирования работы асбестоцементной формовочной машины | 1977 |
|
SU719879A2 |
| Устройство для регулирования асбестоцементной формовочной машины | 1980 |
|
SU937161A1 |
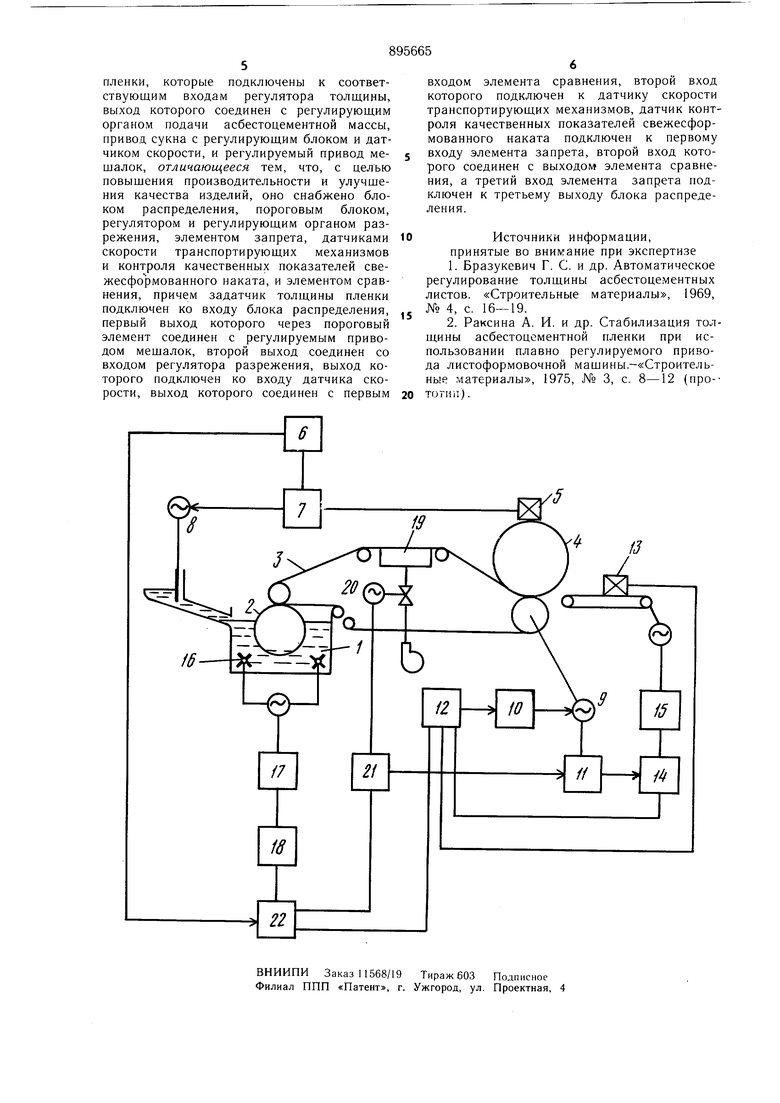
Изобретение относится к производству асбестоцементных изделий. Известно устройство управления машиной для формования асбестоцементных изделий, содержащее датчик и задатчик толщины пленки, соединенные с регулятором, связанным с регулирующим органом подачи асбестоцементной массы в ванну машины 1. Наиболее близки.м является устройство управления машиной для формования асбестоцементных изделий, содержаш,ее датчик, задатчик толщины пленки, которые подключены к соответствующим входам регулятора толщины, выход которого соединен с регулирующим органом подачи асбестоцементной массы, привод сукна с регулирующим блоком и датчиком скорости, и регулируемый привод мещалок 2. Недостатком этих устройств является то, что они не обеспечивают работу формовочных машин прн высокой концентрации асбестоцементной суспензии в ванне и толстой пленке. Цель изобретения - повыщение производительности и улучшение качества изделий. Эта цель достигается тем, что устройство управления машиной для формования асбестоцементных изделий, содержащее датчик и задатчик толщины пленки, которые подключены к соответствуюсцим входам регулятора толщины, выход которою соединен с регулирующим органом подачи асбестоцементной массы, привод сукна с регулирующим блоком и датчиком скорости, и регулируемый привод мещалок, снабжено блоком распределения, пороговым блоком, регулятором и регулирующим органом разрежения, элементом запрета, датчиками скорости транспортирующих механизмов и контроля качественных показателей свежесформованного наката, и элементом сравнения, причем задатчик толщины пленки подключен ко входу блока распределения, первый выход которого через пороговый элемент соединен с регулируемым приводом мещалок, второй выход соединен со входом регулятора разрежения, выход которого подключен ко входу датчика скорости, выход которого соединен с первым входом элемента сравнения, второй вход которого подключен к датчику скорости транспортирующих механизмов, датчик контроля качественных показателей свежесформованного наката подключен к первому входу элемента запрета, второй вход которого соединен с выходом элемента сравнения, а третий вход элемента запрета подключен к третьему выходу блока распределения. На чертеже дана схема предлагаемого устройства. В ванне 1 установлен сетчатый цилиндр 2 Сукно 3 предназначено для съема асбестоцементной пленки с цилиндра 2 и передачи ее на форматный барабан (скалку) 4. Датчик 5 и задатчик 6 толщины пленки соединены с регулятором 7 толщины пленки, связанным с регулирующим органом 8 подачи массы в ванну 1 машины. Формовочная мащина имеет привод 9 сукна с регулирующим устройством 10 и датчиком скорости 11. К входу регулирующего устройства подключен элемент запрета 12, связанный с датчиком 13 контроля качественных показателей свежесформованного наката, например, о бъемной массы. Элемент запрета 12 соединен с элементом сравнения 14, предназначенным для сравнения сигналов от датчика скорости сукна 11 и датчика скорости транспортирующих механизмов 15. В ванне 1 установлены мещалки 16 для перемещивания суспензии с регулируемым приводом 17, который подключен к пороговому блоку 18. Для разрежения в вакуумной коробке 19 предназначен регулирующий орган 20, соединенный с регулятором 21 разрежения, который связан с датчико.м скорости сукна 11. Связь между задатчиком толщины пленки 6 и контурами управления скорости сукна, мещалок суспензии в ванне и вакуумирования осуществляется через блок распределения сигнала 22. Работа устройства происходит следующим образо.м. В ванну 1 подается асбестоцементная масса, перемешиваемая мешалка.ми 16. Масса фильтруется на сетчатом цилиндре 2, а затем переносится сукном 3 на форматный барабан (скалку) 4. При прохождении над вакуумной коробкой 19 асбестоцементная пленка частично обезвоживается. Толщина навиваемой пленки контролируется датчиком 5. При установке задатчиком 6, например, большого значения толщины пленки регулятор 7 толщины пленки сформирует управляющее воздействие на открытие регулирующего органа 8, подающего асбестоцементную массу в ванну I формовочной машины. Вследствие этого концентрация суспензии в ванне возрастет, на сетчатом цилиндре будет отфильтровываться больший слой асбестоцемента, нагрузка машины увеличится. Одновременно с этим от задатчика 6 толщины пленки сигнал поступит на блок распределения сигнала 22, который выдает команды на увеличение скорости сукна, мещалок 16 суспензии в ванне 1 и увеличение вакуума в вакуумной коробке 19. Сигнал на увеличение скорости сукна подается через блок запрета 12 на регулирующее устройство 10, которое вырабатывает управляющее воздействие, соответствующее величине сигнала, поступивщего от задатчика 6 толщины пленки. Скорость сукна возрастает. Однако если скорость сукна станет близкой к скорости транспортирующих механизмов, контролируемой датчиком 15, то элемент сравнения 14 подаст запрещающий сигнал на блок запрета 12, который не даст возможности повыщать скорость сукна. Сигнал запрета может быть подан и от ухудшения любого показателя качества свежесформованного наката, например, от объемной массы, контролируемой датчиком 13. Сигнал на увеличение скорости мешалок 16 суспензии в ванне подается от блока распределения сигнала 22 через пороговый блок 18. Если этот сигнал достаточно велик, пороговый блок 18 сработает и даст команду на регулируемый привод 17 мешалок суспензии 16. Последние, перемешивая суспензию с большой скоростью улучшат условия фильтрации. Сигнал на увеличение разрежения в вакуумной коробке поступает от задатчика 6 толщины пленки через блок распределения сигнала 22, либо от датчика скорости сукна 1I при ее увеличении. Оба сигнала подаются на регулятор 21, который выдает управляющее воздействие на регулирующий орган 20, увеличивающий разрежение в вакуумной коробке. Таким образом, при работе формовочной машины с большой нагрузкой (с высокой концентрацией суспензии в ванне и толстой пленкой) высокая производительность будет обеспечиваться за счет увеличения скорости сукна, при хорошем перемешивании суспензии в ванне и высоким вакуумобезвоживании с одновременным контролем качественных показателей свежесформованного наката. По предварительным расчетам производительность формовочных мащин при внедрении предлагаемого устройства возрастет на 3%, а выход продукции высшего сорта - на 5%, что обеспечит годовой экономический эффект в размере 15 тыс. руб. Формула изобретения Устройство управления для формования асбестоцементных изделий, содержащее датчик и задатчик толщины
