Для улучшения работы шлифовальных станков, применяемых в каменно-токарных цехах абразивных заводов для шлифования торцев корундовых и алундовых кругов, необходимо непрерывно очищать чугунную крошку, с помощью которой производится шлифование, от частичек шлифуемых кругов и от пыли. Непрерывная очистка чугунной крошки приводит к повышению производительности станка и к уменьшению брака.
Предлагаемое приспособление не только очищает чугунную крошку, но помимо того, облегчает и ускоряет замену отработанной крошки и в совокупности с местными отсосами полностью обеспыливает станок, что прежними вентиляционными устройствами не достигалось.
Вместе с тем приспособление несложно по конструкции, так как состоит из камеры с тремя трубами, соединенной с всасывающим вентилятором.
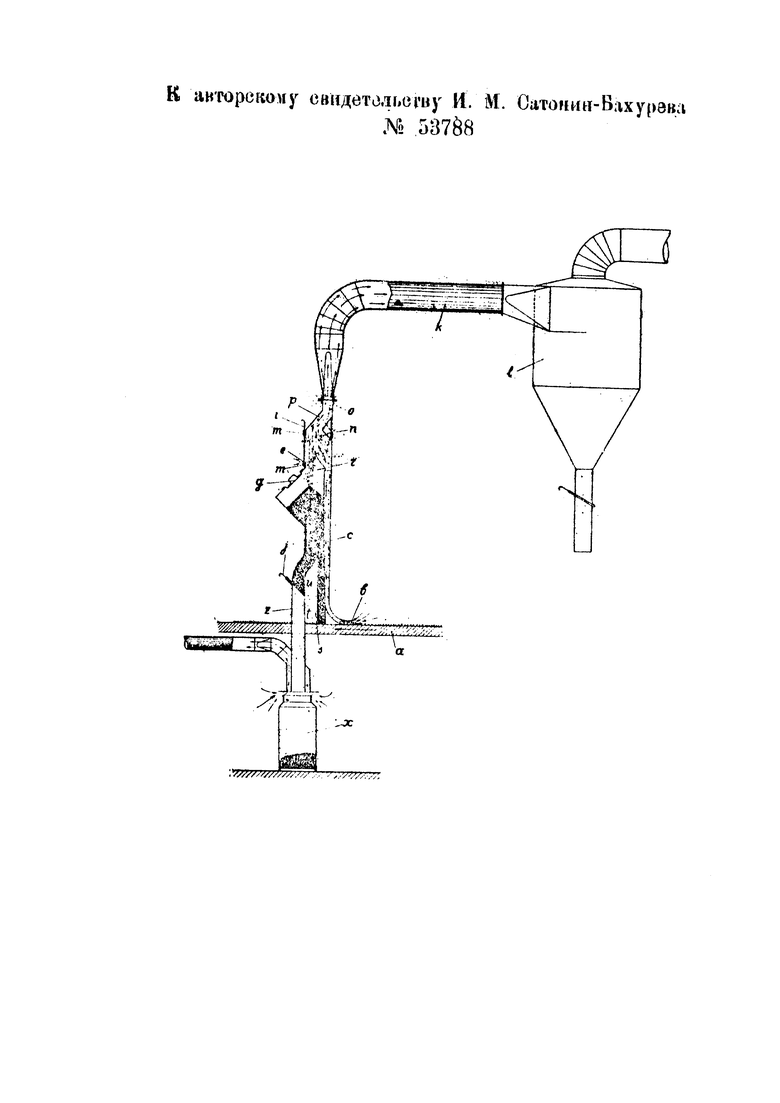
На схематическом чертеже изображен разрез приспособления.
Воздух с большой скоростью отсасывается через сопло b, поставленное навстречу движению планшайбы a, и увлекает находящуюся на планшайбе крошку через трубу c в камеру r; чугунная крошка, обладая большим весом и величиной зерен, выброшенная струей воздуха из трубы c, будет по инерции продолжать свой путь прямолинейно. Зерна крошки, ударившись о призму n, отразятся к стенке m-n и упадут в нижнюю часть, резервуара r. Частицы шлифуемых абразивных изделий и пыль, обладая меньшим удельным весом и меньшей величиной зерен, будут уноситься струей воздуха из камеры r по трубам p и о в вытяжной воздухопровод  и по нему до циклона
и по нему до циклона  Очищенная крошка из камеры r по трубе u подается к щелеобразному соплу s и вытекает из него на план-шайбу. Клапан t служит для закрывания сопла s и для регулирования толщины слоя крошки на планшайбе а.
Очищенная крошка из камеры r по трубе u подается к щелеобразному соплу s и вытекает из него на план-шайбу. Клапан t служит для закрывания сопла s и для регулирования толщины слоя крошки на планшайбе а.
Для смены крошки перекрывают клапаном t сопло s; тогда после одного-двух оборотов планшайбы вся крошка всасывается с планшайбы соплом b и попадает в камеру r. Открыв заслонку j, по трубе z опускают крошку из камеры г в сосуд x, после чего закрывают заслонку j, открывают клапан t и через люк g загружают в камеру r свежую чугунную крошку. Конец трубы z снабжен отсосом, обеспыливающим струю чугунной крошки, падающую в сосуд x. Регулирование скорости воздуха, засасывающего зерна в трубу , производится изменением ширины ее путем перемещения призмы n вверх или вниз, а также впуском части воздуха через щель е, закрываемую задвижкой i.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к станкам для шлифования торцев абразивных кругов для очистка зерен шлифовального материала от пыли и замены их свежими зернами | 1939 |
|
SU56365A2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ | 2015 |
|
RU2686974C2 |
| Способ абразивной обработки | 1981 |
|
SU1029517A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УДЕЛЬНОГО ИЗНОСА ШЛИФОВАЛЬНОГО КРУГА | 2015 |
|
RU2613254C1 |
| АЛМАЗНО-АБРАЗИВНЫЙ КРУГ С КОМБИНИРОВАННОЙ ЗЕРНИСТОСТЬЮ | 2008 |
|
RU2358853C1 |
| Способ правки шлифовального круга | 1989 |
|
SU1673415A1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РЕЖУЩЕЙ СПОСОБНОСТИ АБРАЗИВНОГО КРУГА | 1996 |
|
RU2116185C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2162400C2 |
Приспособление к станкам для шлифования торцев абразивных кругов для очистки зерен шлифовального материала от пыли и замены их свежими зернами, отличающееся применением соединенной со всасывающим вентилятором камеры r, имеющей призму n, для отражения вниз засасываемых вместе с пылью зерен, и труб с, и z, первые две из которых оканчиваются у поверхности стола и служат соответственно для засасывания со стола отработанного шлифовального материала и подачи на стол очищенного от пыли или свежего зерна, третья проходит мимо стола, снабжена заслонкой j и служит для высыпания отработавшего шлифовального зерна при замене его новым.
