(54) МНОГОДОРОЖЕЧНАЯ МАГНИТНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многодорожечного блока магнитных головок | 1976 |
|
SU576595A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2046400C1 |
| Многодорожечная магнитная головка | 1976 |
|
SU538398A1 |
| Блок магнитных головок | 1978 |
|
SU718851A1 |
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| Блок магнитных головок записи и способ его изготовления | 1984 |
|
SU1208581A1 |
| Блок магнитных головок | 1983 |
|
SU1144140A1 |
| Блок магнитных головок для кассетных аппаратов магнитной записи | 1985 |
|
SU1345247A1 |
| Способ изготовления многодорожечного блока двухзазорных магнитных головок стирания | 1990 |
|
SU1760545A1 |
1
Изобретение относится к области приборостроения, а именно к многодорожечным магнитным головкам, которые используются в аппаратах магнитной записи специального и бытового назначения.
Окончательная сборка магнитной головки, а именно стыковка полусердечников с предварительным оснащением их обмоткой, является ответственной операпией, от которой зависит качество работы головки и качество записываемой и воспроизводимой информации. Наиболее простой способ сборки головки заключается в том, что фиксация ее элементов происходит при помощи винта, устанавливаемого со стороны боковой плоскости полусердечников 3 . Однако в тшсой головке регулировка усилия сжатия винтом полусердечников не поддается контролю, что при чрезмерном сжатии приведет к смещению полусердечников по отнсяыению между собой по длине линии рабочего зазора, а при недостаточном сжатии к сползанию полусердечников. Кроме того, конструкция с винтом громоздка и требует много места на установочной площадке. Известна головка, вьшолненая с четырехлепестковым пружинным держателем из диамагнитного материала. Но в связи с тем, что диамагнитный материал является недостаточно прочным пружинный держатель приходится вьшолнять повьпценной толщины, т.е. вновь увеличиваются габариты головки 2 .
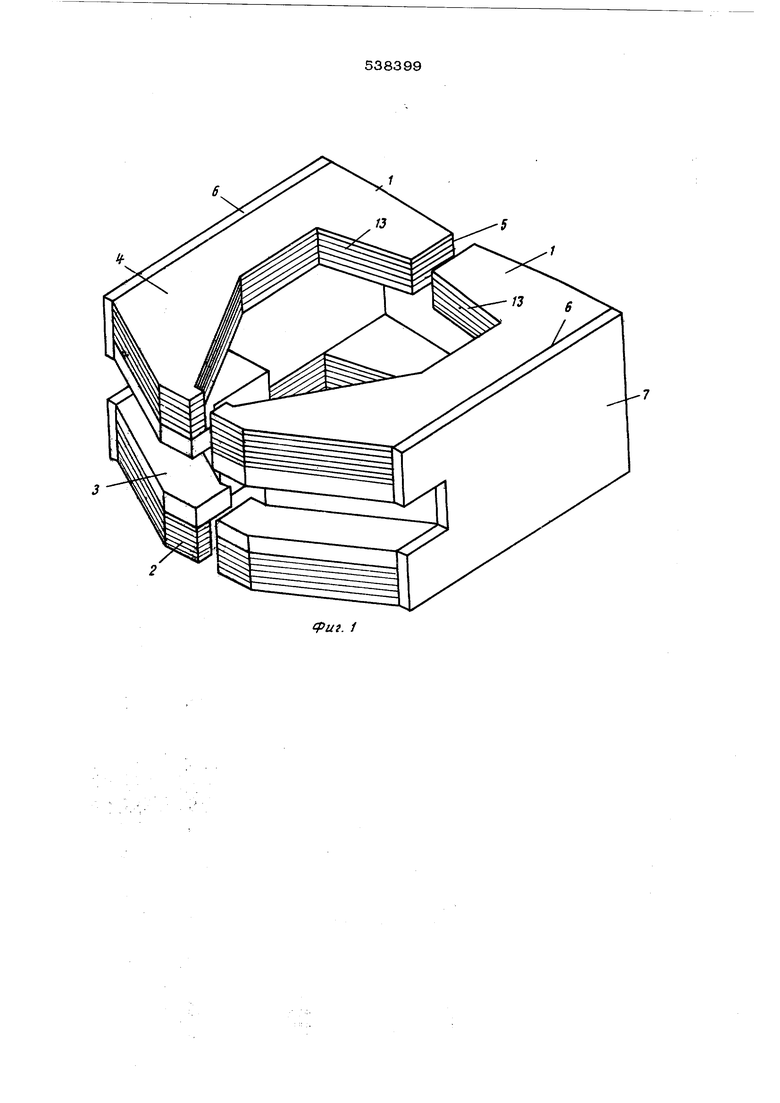
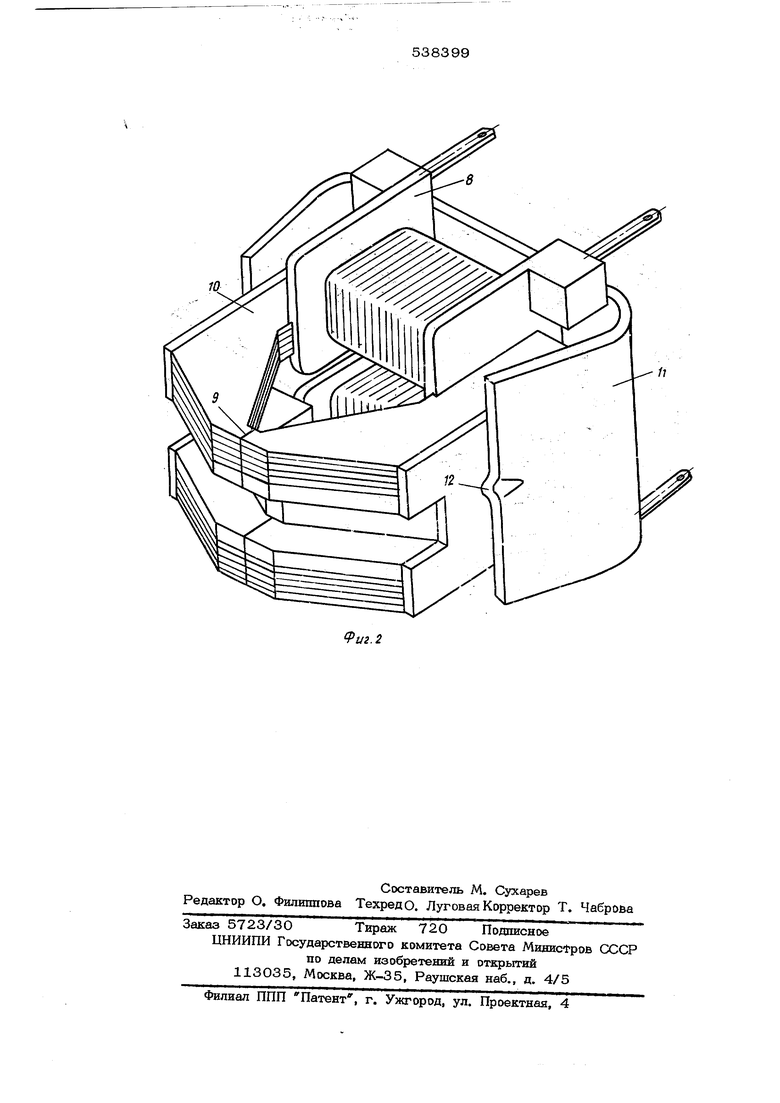
Известна также магнитная головка, содержащая С-образные прямоугольные полусердечники, изолирующую прокладку, установленную в переднем рабочем зазоре, сформированном парой концов полусердечников, катущку, расположенную на участке заднего зазора, сформированного другой парой концов этих же полусердечников, немагнитные междорожечные вкладыши и подковообразный пружинный стальной держатель, скрепляющий полусердечники со стороны юс боковых плоскостей. Однако при стыковке полусердечников этой головки на участке заднего зазора возникает разброс параметров головки, что связано с попаданием в зазор посторонних частиц, в том числе и от каркаса катушки или от самой катушки. Кроме того, нарушение целостности катушки, как и нарушение параметров заднего зазора, повышает технологический отход изделий. Цель изобретения - уменьшение разброса параметров головки при стыковке ее полусердечников на участке заднего siaaopa и снижение технологического отхода. Для этого головка снабжена установленны./га параллельно направлению рабочи:х и задних зазоров пластинами из немагнитного мг териала, плоскость каждой из которых находится в плотном непосредственном контасте со всеми предварительно обработанными боковыми плоскостями полусердечников, а пружинный держатель снабжен на одном из концов коническим выступом, контактирующим с другой плоскостью одной из илас тин, при этом концы полусердечников на участке заднего зазора вьтолнены в форме усеченных параллелепипедов, меньшие торцовые основания которых формируют этот зазор. На фиг. 1 показаны скомпанованные полусердечники, общий вид; на фиг. 2 - головка в сборе. Полусердечники 1 вьшолняют из шихтованных пластин 2. Каждая пара полусердеч ников отделена-от другой междорожечными немагнитными вкладышами 3, которые установлены параллельно плоскостям 4 полусердечников. В головке формируются плоскости 5 и 6, последняя из которьк находит ся в плотном непосредственном контакте с пластинами 7 (из немагнитного материала) Плоскости же 5 формируют задний зазор, на который устанавливается (с его перекры тием) катушка 8. Передний рабочий зазор формируется с помощью немагнитной прокладки 9. Формируют рабочий зазор концы полусердечников, получающие изгиб в точках 10, а сами полусердечники охватываются подковообразным стальным пружинным держателем 11, снабженным коническ выступом 12. Задние концы полусердечников вьшолнены в форме усеченных параллелешшедов, имеющих скошенные грани 13. За с-ггет :, екь хения технологических отодов и . овышения точности изготовления головки в целом выход готовой продукции увеличивается на 5-7%, Формула изобретен Ji я Многодорожечная магнитная головка, содержащая С-образные прямоугольные полусердечники, изолирующую прокладку, установленную в переднем рабочем зазоре, сформированном парой концов полусердечников, катушку, расположенную на участке заднего зазора, сформированного другой парой концов этих же полусердечников, немагнитные междорожечные вкладыши и подковообразный пружинный стальной держатель, сфепляющий полусердечники со стороны их 6oh.ijnbnc плоскостей, отличающаяс я тем, что, с целью уменьи ения разброса параметров головки при стыковке полусердечников на участке заднего заасгра и снижения технологического отхода, она снабжена установленными параллельно направлению рабочих и задних зазоров пласт шами из немагнитного материала, плосксхзть каждой из которых находится в плотном непосредственном контакте со всеми предварительно обработанными боковыми плоскостями полусердечников, а пружинный держатель снабжен на одном из концов коническим выступом, контактирующим с другой плоскостью одной из пластин, при этом концы полусердечников на участке заднего зазора вьшолнены в форме усеченных параллелепипедов, меньшие торцовые основания которых формируют этот зазор. Источники информации, принятые во внимание при экспертизе: 1.Патент США № 3169303, кл. 29155,5, 1965. 2.Патент Англии, № 1О01870, кл. В 3 А, 1965, 3.Патент США, № 3207856, кл. 179100.2, 1965.
