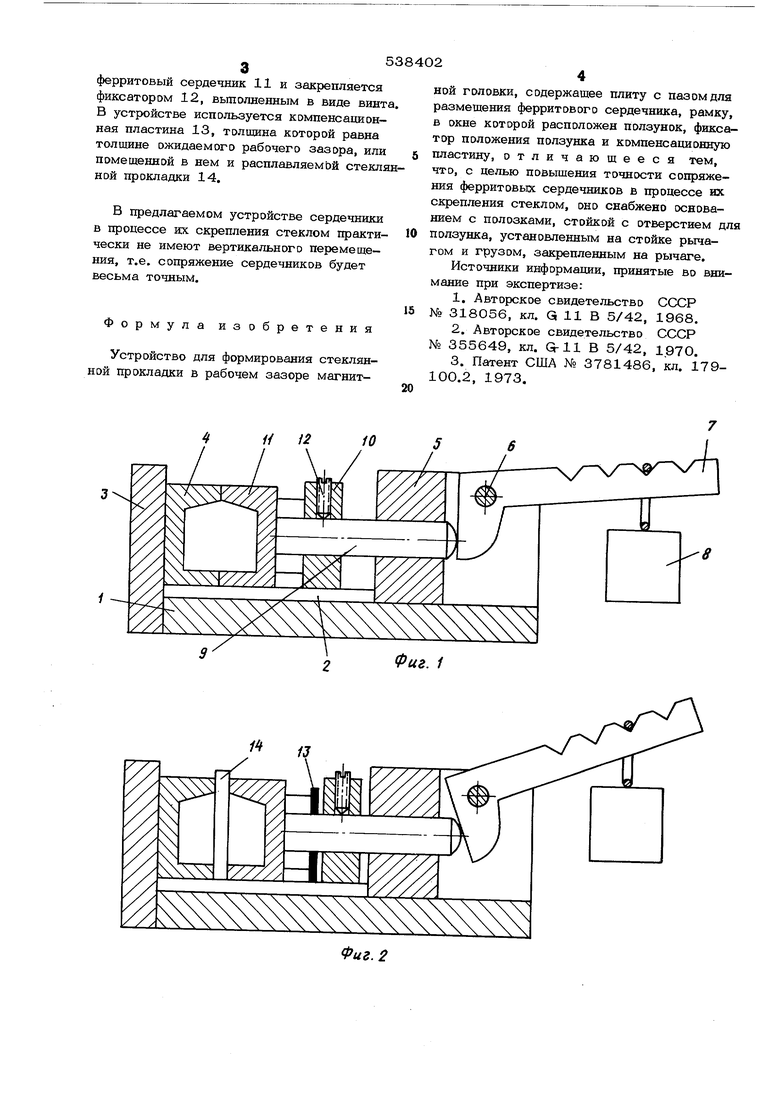
ферритовый сердечник 11 и закрепляется фиксатором 12, вьтолненным в виде винт В устройстве используется компенсационная пластина 13, толщина которой равна толщине ожидаемого рабочего зазора, или помещенной в нем и расплавляемой стекля ной прокладки 14. В предлагаемом устройстве сердечники в процессе их скрепления стеклом практически не имеют вертикального перемещения, т.е. сопряжение сердечников будет весьма точным. Формула изобретения Устройство для формирования стеклянной прокладки в рабочем зазоре магнитНОЙ головки, содержащее плиту с пазом для размещения ферритового сердечника, рамку, в окне которой расположен ползунок, фиксатор положения ползунка и компенсационную пластину, отличающееся тем, что, с целью повыщения точности сопряжения ферритовых сердечников в процессе их скрепления стеклом, оно снабжено основанием с полозками, стойкой с отверстием для ползунка, установленным на стойке рычагом и грузом, закрепленным на рычаге. Источники информахши, принятые во внимание при экспертизе: 1.Авторское свидетельство СССР № 318056, кл. Q 11 В 5/42, 1968. 2.Авторское свидетельство СССР № 355649, кл. О-11 В 5/42, 1970. 3.Патент США № 3781486, кл. 179100.2, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок магнитных головок | 1979 |
|
SU769609A1 |
| Способ изготовления блока магнитных головок | 1976 |
|
SU610164A1 |
| Способ изготовления многодорожечных магнитных головок | 1977 |
|
SU669391A1 |
| УСТРОЙСТВО для ФОРМИРОВАНИЯ СТЕКЛЯННОЙПРОКЛАДКИ в | 1971 |
|
SU318056A1 |
| Способ изготовления сердечника ферритовой магнитной головки | 1978 |
|
SU718852A1 |
| Способ изготовления сердечников магнитных головок | 1980 |
|
SU932538A1 |
| Способ изготовления магнитных головок | 1974 |
|
SU518796A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления магнитных головок | 1981 |
|
SU972575A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1980 |
|
SU949690A1 |

Фиг.
Фиг. 2 1
Фиг.З
