1
Изобретение относится к области магнит;Ной записи, а именно к способам изготовле- нйя магнитных головок.
Известен способ изготовления магнитных головок путем шлифования плоскости разъе;ма рабочего зазора С-образного ферритового сердечника и последовательного напылени ла нее слоев немагнитного материала, мап1НИТНОМЯГКОГО материала и ст ;екла. При изготовлении магнитных головок известным способом наблюдается значительный разброс их ;параметров.
Цель изобретения - обеспечить уменьшенние разброса параметров магнитных головок,
Для этого перед шлифованием в С-образном ферритовом сердечнике укладывают; гренфитзвьш стержень и стекл$ганую пластину и . ;выдерживают их в течение 15-20 мин при (температуре 750-800 С, а затем произврдят их охлаждение и удаление графитового стержня.
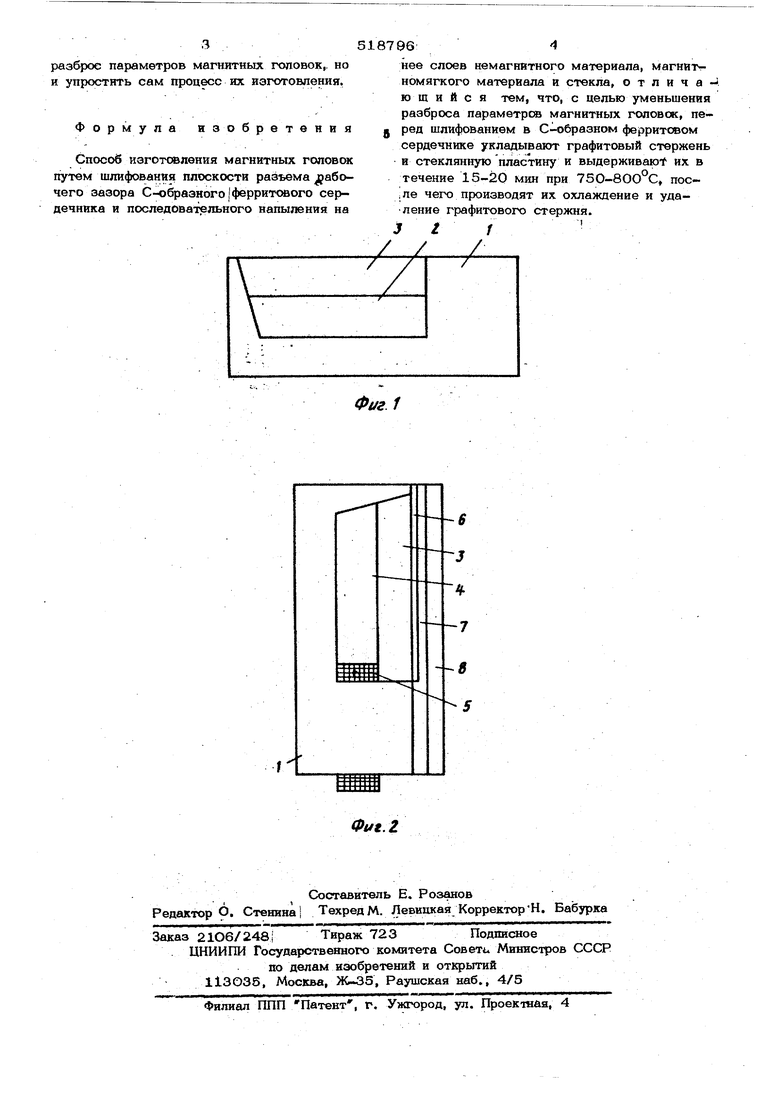
На фиг.1 и показаны операции по изго товлению магнитных головок предлагаемым (Способом..
Изготовление магнитных головок происхо |Дит следующим образом.
В |С-образном ферритовом сердечнике 1 укладывают графитовый стержень 2 и стеклянную пластину 3. Затем их выдерживают при температуре 75О-80О С в течение 15- 20 мин. Это приводит к сварке стеклянной пластины 3 и С-образного ферритового cei дечника 1. После завершения сварки о :лаяб дают С-образный ферритовый сердечник 1, стеклянную пластину 3 и графитовый стер-/ жень 2 и удаляют последний. Обризовавшееся на месте графитового стержня 2 окно 4 слу1 жит для размещений обмотки 5.
После удаления графитового стержня 2 плос.;ость разъема рабочего зазора 1С-)браэ ноге ферритового сердечника 1 шлифуют и пооследовательно напыляют на нее слой немагнитного материала 6,слой магнитномягкого ма- эериала 7 и слой стекла 8. Слой нем1агни |ного материала 6 служит для формирования ;рабочего зазора, а слой стекла 8 - для зл|щиты слоя магнитномягкого материала 7.
Использование изобретения позволяет не Г1олько в значительной степени уменьшить 3 .. разброс параметров магнитных головок,, но и упростить сам процесс их изготовления. Формула изобретения Способ иэготовления магнитных головок путем шлифования плоскости разъема jja6oчего зазора С-юбрааного ферритового сердечника и последовательного напыления на
/ 6-4 нее слоев немагнитного материала, магнитгномягкого материала и стекла, о т л и ч а -ю ш и и с я тем, что, с целью уменьшения разброса параметров магнитных головок, пе ред шлифованием в С-образном ферритсеом сердечнике укладывают графитовый стержень и стеклянную пластину и выдерживают их в течение 15-20 мин при 750-80О°С, пос,ле чего производят их охлаждение и удаление графитового стержня. 11 / /
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полюсных наконечников магнитных головок | 1980 |
|
SU949690A1 |
| Способ изготовления ферритовых магнитных головок | 1972 |
|
SU440692A1 |
| Способ изготовления блока магнитных головок | 1974 |
|
SU515144A1 |
| Способ изготовления магнитных головок | 1978 |
|
SU723662A1 |
| Способ изготовления блока магнитных головок | 1978 |
|
SU699557A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления магнитных головок | 1974 |
|
SU492923A1 |
| Способ изготовления сердечников магнитных головок | 1982 |
|
SU1051573A1 |
| Способ изготовления сердечников магнитных головок | 1980 |
|
SU932538A1 |
| Способ изготовления сердечниковблОКА МАгНиТНыХ гОлОВОК | 1979 |
|
SU842945A1 |
Фиг. 1
6 -J
Ч -7
5 5
