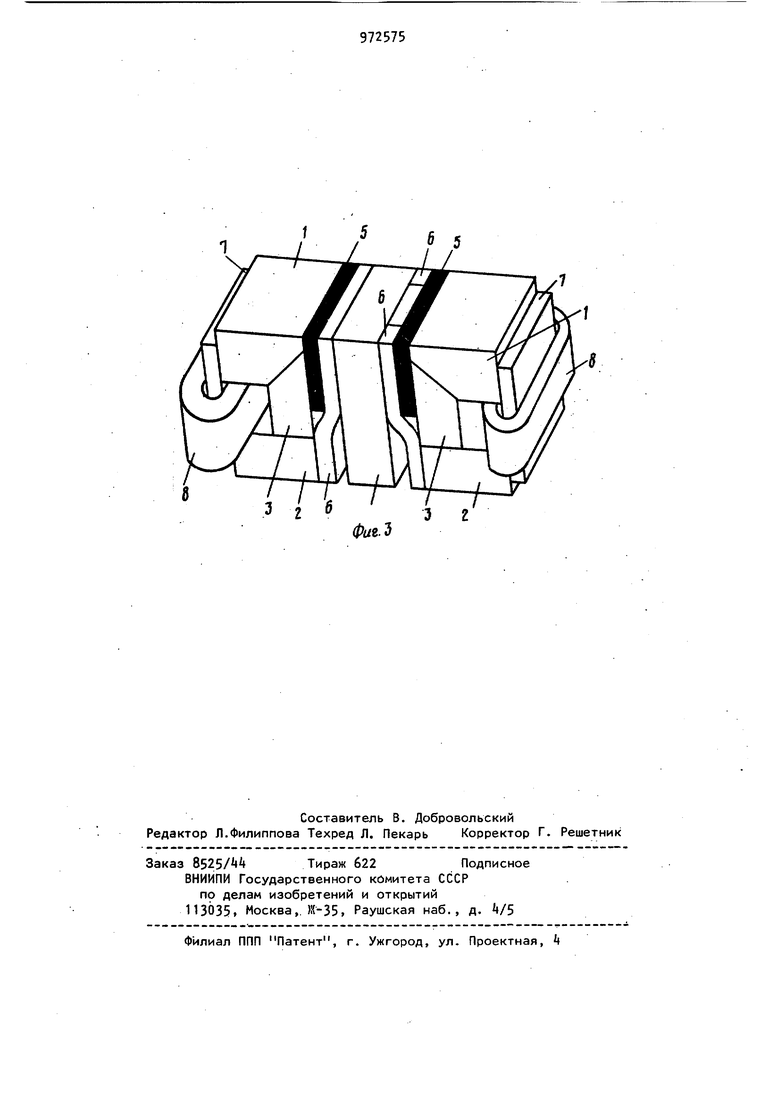
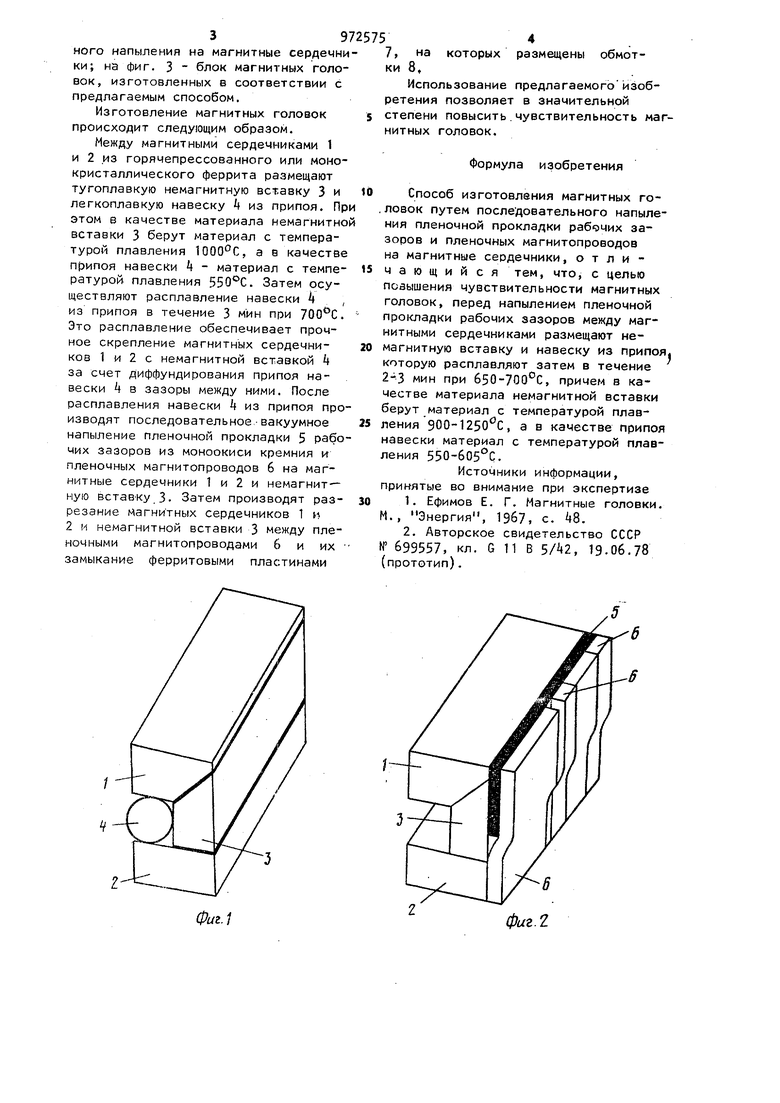
9 ного напыления на магнитные сердечни ки; на фиг. 3 блок магнитных головок, изготовленных в соответствии с предлагаемым способом. Изготовление магнитных головок происходит следующим образом. Между магнитными сердечниками 1 и 2 из горячепрессованного или монокристаллического феррита размещают тугоплавкую немагнитную вставку 3 и легкоплавкую навеску i из припоя. Пр этом в качестве материала немагнитно вставки 3 берут материал с температурой плавления , а е качестве припоя навески - материал с температурой плавления . Затем осуществляют расплавление навески 4 , из припоя в течение 3 мин при . Это расплавление обеспечивает прочное скрепление магнитных сердечников 1 и 2 с немагнитной вставкой 4 за счет диффундирования припоя навески 4 в зазоры между ними. После расплавления навески 4 из припоя про изводят последовательноевакуумное напыление пленочной прокладки 5 рабо чих зазоров из моноокиси кремния и пленочных магнитопроводов 6 на магнитные сердечники 1 и 2 и немагнитную встав-ку 3. Затем производят разрезание магнитных сердечников 1 и 2 и немагнитной вставки 3 между пленочными магнитопроводами 6 и их замыкание ферритовыми пластинами 7, на которых размещены обмотки 8, Использование предлагаемогоизобретения позволяет в значительной степени повысить.чувствительность магнитных головок. Формула изобретения Способ изготовления магнитных головок путем последовательного напыления пленочной прокладки зазоров и пленочных магнитопроводов на магнитные сердечники, отличающийся тем, что, с целью повышения чувствительности магнитных головок, перед напылением пленочной прокладки рабочих зазоров между магнитными сердечниками размещают немагнитную вставку и навеску из припоя, которую расплавляют затем в течение 2-3 мин при 650-700С, причем в качестве материала немагнитной вставки берут материал с температурой плавления 900-1250 0, а в качестве припоя навески материал с температурой плавления 550-605°С. Источники информации, принятые во внимание при экспертизе 1.Ефимов Е. Г. Магнитные головки. М., Энергия, 1967, с. 48. 2.Авторское свидетельство СССР №699557, кл. G 11 В 5/42, 19.Об.78 (прототип).
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полюсных наконечников магнитных головок | 1984 |
|
SU1246132A1 |
| СПОСОБ ФОРМИРОВАНИЯ РАБОЧЕГО ЗАЗОРА МАГНИТНОЙ ГОЛОВКИ | 1991 |
|
RU2034341C1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| Магнитная головка | 1977 |
|
SU664193A1 |
| Способ изготовления блока магнитных головок | 1978 |
|
SU699557A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU302747A1 |
| Комбинированная магнитная головка и способ ее изготовления | 1985 |
|
SU1254545A1 |
| Способ изготовления блока магнитных головок | 1988 |
|
SU1561095A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления сердечников магнитных головок | 1982 |
|
SU1051573A1 |