I
Изобретение относится к технологии изготовления обмоток электротехнических изделий, а именно к оборудованию для изготовления обмоток, например, магнитострикционных электробуров.
Известны установки для компаундирования обмоток электротехнических изделий, например электрических машин, содержащие емкости для ингредиентов и компаунда, систему термостатирования, насосы, трубопроводы и смесители 1 .
Наиболее близкой по технической сущности и достигаемому результату к изобретению является установка для приготовления и подачи эпоксидного KOMnaj ma, содержащая емкости: для ингредиентов и компаунда, систему термостатирования, насосы для обеспечения необходимого давления в системе, трубопроводов для подачи готового компаунда к пропитываемым обмоткам и смеситель 2.
Недостаток известных установок заключается в том, что они не обеспечивают качественную пропитку полых обмоток электротехнических изделий.
Цель изобретения - улзчщение качества пропитьтаемого изделия.
Поставленная цель достигается тем, что установка дополнительно содержит трубопровод для подачи в полость обмотки нейтральной по отнощению к компаунду жидкости и уравнитель давления, например, порщневого типа, связывающий между собой оба трубопровода. Заполнение полости обмотки пропитываемого изделия и снабжение установки уравнителем давления позволяет повысить давление компаунда при пропитке, улучшив тем самым качество пропитьтаемого изделия.
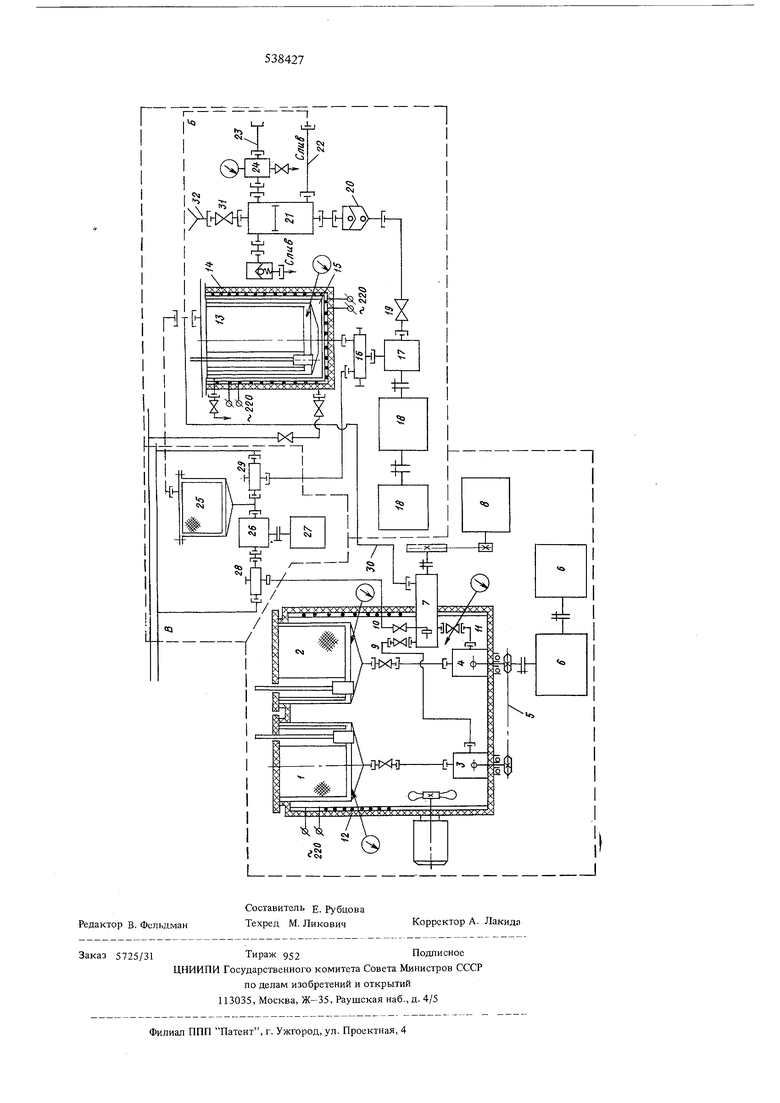
На чертеже приведена функдиональная схема предлагаемой установки.
Установка для компаундирования полых обмоток электротехнических изделий содержит три самостоятельных агрегата.
Агрегат А, предназначенный для приготовления 15 эпоксидного компаунда, состоит из емкостей: 1 для эпоксидной смолы и 2 - для отвердителя. Емкости 1,2 соединены трубопроводами со специальными дозирующими насосами 3 и 4, служащими для перекачки горячего компаунда. С помощью 20 цепной передачи 5 обеспечивается необходимая дозировка компонентов. Привод насосов 6 включает в себя электродвигатель и редуктор. Насосы соединяются трубопроводами со смесителем 7, где компоненты интенсивно перемешиваются и образуют 25 практически однородную жидкую среду. Электродвигатель 8 с помощью клиноременнои передачи приводит во вращение шнек смесителя. Емкости 1 и 2, насосы 3 и 4, смеситель 7 с кра нами 9,10 и 11 заключены в камеру термостата 12. Агрегат Б предназначен для закачки подогреОцтого до 60 С компазшда под давлением 117-10 Па в пропитываемое изделие. Агрегат состоит из замкнутой емкости 13 заключенной в термостат 14 с водяной рубашкой 15, расположенной между емкостью и стенками термостата, трехходового крана 16, насоса 17 с приводом 18, крана 19, обратного кланана 20, поршневого уравнителя давления 21, трубопровода 22 для закачки компаунда в изделие ( на чертеже не показано ), трубопровода 23 для зaпoлнeния дибутилфталатом тонкостенных в ну тренних каналов обмотки изделия, вентиля 24 с электроконтактным монометром для автоматического контроля и поддержания постоянного давления компаунда. Агрегат В предназначен для промывки тракта, по которому поступал компаунд. Агрегат состоит из емкости 25. насоса 26 с электродвигателем 27 и .двух трехходовых кранов 28 и 29. Трубопровод 30 для подачи готового корлпаунда связьтает смеситель 7 агрегата А с емкостью 13 агрегата Б. Трубопровод 23 связан через вентиль 24, уравнитель 21 и кран 31с воронкой 32. Агрегаты Б и В установлены на отдельных тележках и могут перемещаться к любому месту нахождеЕшя машин в цехе. Установка для компаундирова1шя обмоток электротехнических изделий работает следующим образом. Емкости 1 и 2 заполняются соответственно эпоксидной смолой и отвердителем. Для разяшжения этих компонентов температура в емкостях поддерживается с помощью терморегулятора термостата в пределах 80-1QO С. Затем открьшаются краны 9 и 11 и насосами 3 и 4 компоненты в заданном соотношении, определяемом передаточным числом цепной передачи 5, подаются в смеситель 7. Полученный в результате перемешивания компонентов эпоксидный компаунд из смесителя 7 по трз/бопроводу 30 подается в емкость 13, где с помощью терморегулятора термостата поддерживается температура порядка 60 С. Из емкости 13 компаунд через кран 16 насосом 17 подается через об ратный клапан 20, уравнитель давления 21 и трубопр вод 22 в полость пропитки обмоток электровибратора. При этом тонкостенные пустотелые каналы электровибробура предварительно заполняются нейтральным по отношению к компаз д дгтбутилфталатом, заливаемым через воронку 32, кран 31, уравзштель давле1шя21, вентиль 24 и трубопровод 23. После заполнения Д1 бутилфталатом кран 31 закрывается, что позволяет с помощью поршневого уравнителя 21 поддер;кизать одинаковое давление как в полости, заполненной компаундом, так и в тонкостенных пустотелых каналах . Для проМывки тракта используется смесь адетона и эпоксидной смолы. Закрьюая краны 9 к 11, открывая краны 10 и 28 и используя насос 26, осуществляют промывку смесителя 7 и трубопровода 30, предварительно переключенного на емкость 25. С помощью того лее насоса 26, открывая крап 29 и переключая кран 16. прог ывают тракт подачи компаунда Б изделие, иродварителько соедиш-jB трубопровод 22 с емкостью 25. Установка позволяет пропитывать обмотки электротехнических изделий, имеющих пустотелые полости, не сминая их давлением, а также повышает одпородрюсть коглпаунда, а следовательно, и качеств изоляции изделия. Формула изооретения Установка для колшаундирования полых обмоток Электротехтшческих изделий, содержащая емкости для ингредиентов и компаунда, систему термостатирования, насосы для обеспечения необходимого давлеюш в системе, трубопровод для подачи готового компаунда к пропитываемыл обмоткам и смеситель, отличающаяся тем, что, с целью улучшения качества пропигьюаемого изделия, она дополнительно содержит трубопровод для подачи в полость обмотки нейтральной по отношению к компаунду жидкости и уравнитель давления, например, поршневого типа,свя31,1ваю1ций между собой оба трубопровода. Исто1шики информации, принятые во внимащ}е при экспертизе . 1.Бабэмбо К. Н., Бернштейн Л. М. Сушка, пропитка и KOMnajTinHpoBaime обмоток электротехнических машин, изд-во Энергия, 1967, стр. 150-182,210-218. 2.Отчет ВЭМ им. В. И. Лешна, № 1890-03, 1967, 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вакуумной пропитки и заливки электротехнических изделий | 1983 |
|
SU1310912A1 |
| СПОСОБ КОМПАУНДИРОВАНИЯ ОБМОТОК СТАТОРА ЭЛЕКТРОДВИГАТЕЛЯ | 2007 |
|
RU2330372C1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
| Способ капсулирования обмотки статора взрывозащищенного электродвигателя и оснастка для его осуществления | 1991 |
|
SU1819367A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2010 |
|
RU2510119C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ ОБРАБОТКИ ЖИДКОСТИ | 1998 |
|
RU2131400C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ ОБРАБОТКИ ЖИДКОСТИ | 1998 |
|
RU2127229C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОТЕРМОВАКУУМНОГО ВОССТАНОВЛЕНИЯ И РЕМОНТА ИЗОЛЯЦИИ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2001 |
|
RU2191461C1 |
| Способ изготовления изоляции обмоток электрических машин | 1978 |
|
SU792504A1 |
| Способ изготовления изоляции электротехнических изделий | 1974 |
|
SU542312A1 |