11
Изобретение относится к области высокочастотного нагрева и может быть использовано при сварке или пайке преимущественно стержней и трубчатьк изделий встык в отраслях промьшшенности, использующих эти процессы при индукционном способе подвода энергии к соединяемьм деталям, в частности при монтаже трубопроводов, бурильных и обсадных труб, катков тракторов и т.п.
Целью изобретения является повышение равномерности нагрева торцов, а также расширение технологических возможностей и повышение эффект1Шности процесса. .
На фиг.1 изображены подлежащие сварке или пайке трубные заготовки, расположенные в индукторе} на фиг,2развернутые-на плоскость чертежа подлежащие соединению детали и индуктор; на фиг.З - индуктор, токоведущие перемычки подсоединены с помощью болтовых соединений} на фиг.4 - индуктор с перемычками, снабженными магнитопроеодами.
Подлежащие сварке заготовки 1 размещают в индукторе, состоящем из вух сросных кольцевых частей 2 и пеемычек 3 с зонами 4 местного уменьения ширины, к одной из.которых кольцевой части подведен переменный ток от источника 5 питания. Соединяемые детали собраны р зазором 6 между торцами. Линиями 7 со стрелками показаны линии тока, текущего в нагреваемых деталях. Цифрой 8 .обозначены Места на торцах деталей, не нагреваемые током, не обтекаемые им, а нагреваемые только за счет теплопроводности от участков, нагруженных током.
Зоны 4 местного уменьшения ширины имеют длину Е а k д и ширину Ь k , где а - ширина зазора 6 между свариваемыми торцами; Л - эф929262
фективная глубина проникновения тока в металл заготовок; k -коэф фициенТ, выбираемьш в пределах 1 - 3.. При подключении индуктора к источ5 нику 5 питания вокруг индуктора возникает электромагнитное поле, индуктирующее в деталях электрический ток 7, локализирующий в силу эффекта близости вблизи токоведущих
О частей 2,3 и 4 индуктора. Вблизи от зазора 6 нити, тока 7, следуя за местным сужением перемычек 3, сбли. жаются (увеличивается плотность тока в этом месте), при этом размер мест
5 8 имеет минимально возможную величину при данной частоте тока. Затем . ток разветвляется и течет в торцах вдоль зазора 6 до соседней-перемычки 3,-далее-вдоль последней до коль20 ценой части индуктора 2, затем вдоль нее, замыкаясь.
Токоведущие перемычки могут быть присоединены к замкнутым токоведущим контурам при помощи болтовых
25 разъемных соединений 9.-Такая конструкция индуктора позволяет расширить сортамент свариваемых или паяемых изделий из разнотолщинных или разнородных по составу и свойствам
30 металлических заготовок за счет сменньк токоведущих перемычек с различным сечением и профилем сужения и возможности изменения расстояния ме;кду, замкнутыми токоведущими
5 контурами индуктора.
Токоведущие пермычки могут быть снабжены магнитопроводом 10, что позволяет уменьшить магнитное рассеяние и увеличить плотность тока
0 в участке торца детали, лежащего ПРОТИВ паза магнитопровода.
При использовании предлагаемого способа возможно производить высококачественный Нагрев под сварку и
5 пайку торцов деталей диаметром до 200 мм при частоте тока 8 - 10 кГц.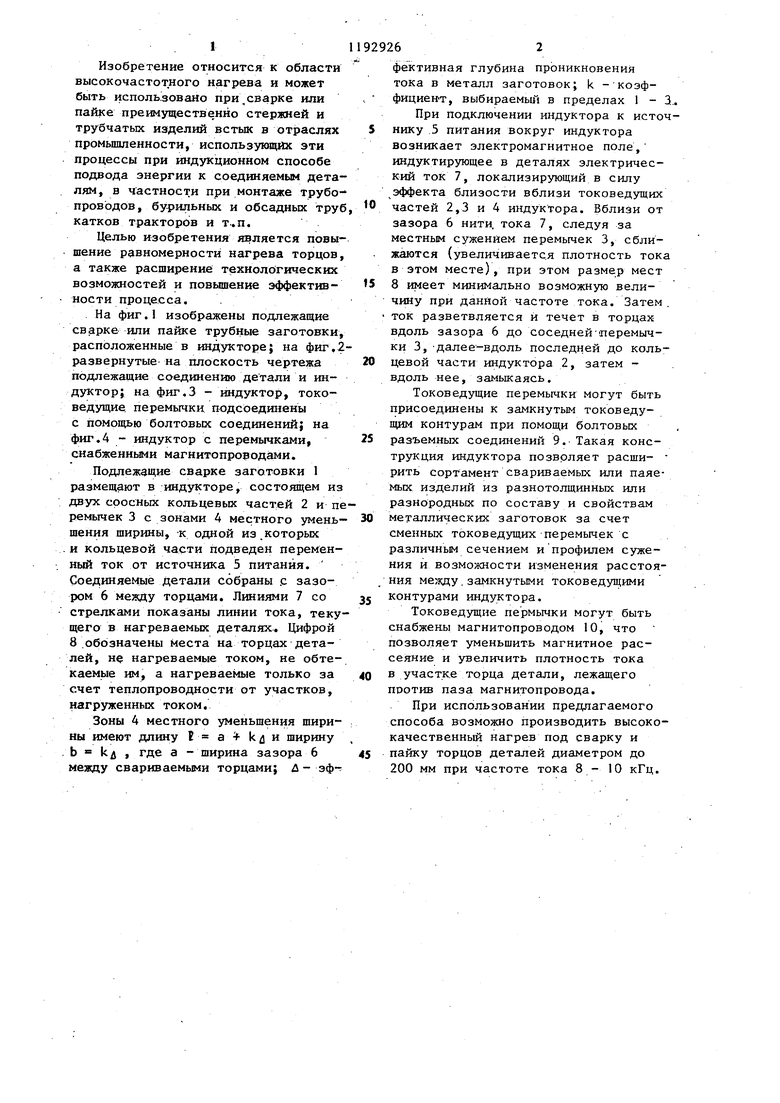
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной стыковой сварки | 1980 |
|
SU980972A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| КОНДЕНСАТОР С ДВОЙНЫМ ЭЛЕКТРИЧЕСКИМ СЛОЕМ | 2002 |
|
RU2237307C2 |
| Способ автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU994182A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2124423C1 |
| Индуктор для высокочастотной сварки | 1975 |
|
SU837674A1 |
| СПОСОБ ИНДУКЦИОННО-СТЫКОВОЙ СВАРКИ ПРОФИЛЕЙ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2013 |
|
RU2558802C2 |
| Способ сварки | 1986 |
|
SU1400831A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ | 2003 |
|
RU2232071C1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1698010A1 |

СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ ИЗДЕЛИЙ ВСТЫК, при котором торцы- заготовок нагревают при помощи индуктора, выполненного в- виде двух охватьшающйх изделие вблизи свариваемых поверхностен колец, соединенных мёзкду собой перемычками и подсоединенных к источнику тока высокой частоты, отличающийс я тем, что, с целью повышения равномерности нагрева свариваемых торцов, перемычки на длине Е « + -fk вьшолняют шириной b k, где tx - зазор .между свариваемыми торцами;
| Глуханов Н.П | |||
| и др | |||
| Сварка металлов при высокочастотном нагреве | |||
| М.-Л.: Машгиз, 1962, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| 0 |
|
SU153759A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
