1
Изобретение относится к области приборостроения и может быть использовано для измерений в аппаратуре :.1г1гни11ной залгиси и восироизведения.
Известен способ определеиля срока службы магнитной головки оце:нки уменьшения глубины рабочего зазора 1.
Недостатками этого способа являются необходимость большого количества времени в процессе .измерений и обработки данных этих измерений, а также весьма 1низк -:я точность окончательных результатов измерений.
Известен также способ определения срока службы aгнитныx головок, ino которому определяют разность между измеренной индуктивностью и максимально допустимой велич.иной измерения последней и о существляют деление указанной разности на величину изменения индуктивности в единицу времеш-, иредварительно установленную ino эталонной магнитной головке 2.
ИедостаткОМ даяного снособа является то, что для определения срока службы магнитных головок необходимо произвести несколько операций вычитаиия и деления аналоговых величин, точность которых низка (порядка нескольких процентов). К тому же невозможен квсд результатов измерения .непосредственно Б электронную вычислительную маuiHiiv без их допо.янительной обработки.
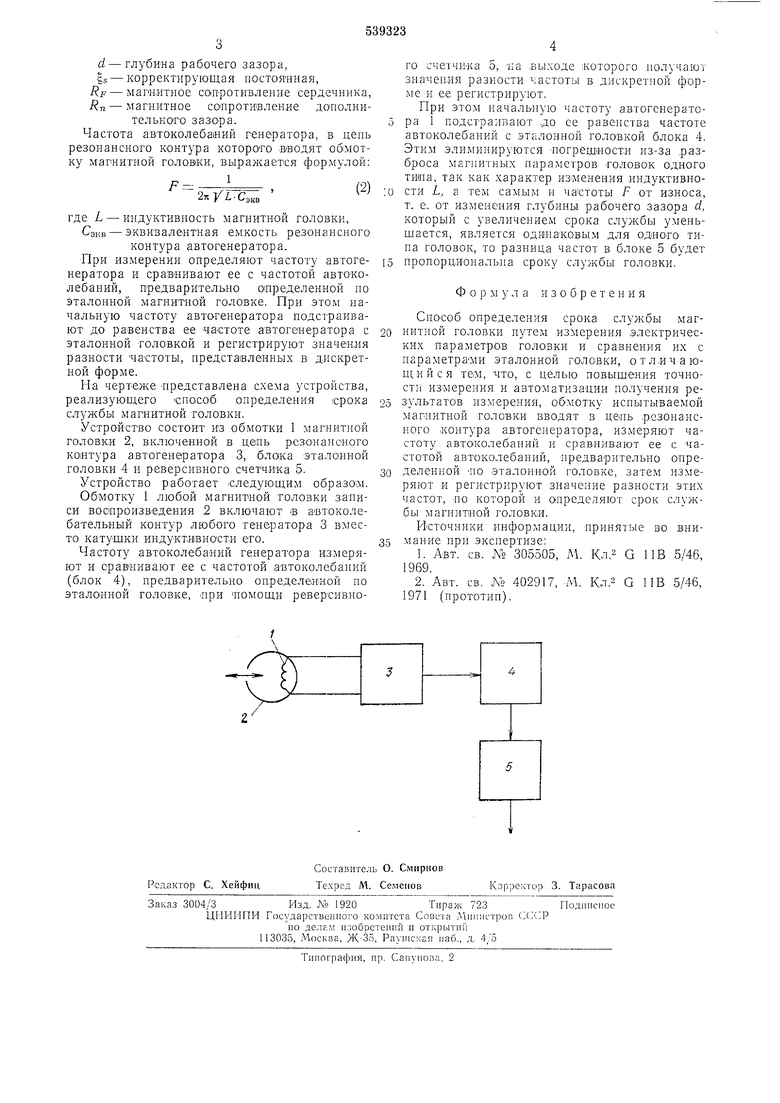
Для повышения точности измерения и автомат лзации Получения результатов измере}ия по предлагаемому способу обмотку испытываемой магнитной головки вводят в цепь резона-юмого контура автогенератора, измеряют частоту автоколебаний и сравнивают ее с частоюн автоколебаний, цредварительно опре.-1еленных но эталонной толовке, затем измеряют и регистрируют значение разности этих частот, но которой и определяют срок службы магнитной головки.
В Процессе работы неизбежен износ передней части сердечника магнитной головки носителем заннс11, связанный с изменениями глубины рабочего зазора, т. е. с изменением его магнитного со ротпв.:1ения, которое сушеетвенно влияет на оснОВные параметры |.магннтной головки, в частности, .на чуветвительиость в режиме и воспроизведения, частотг.ые потери и др. Также изменяется индукти.вцость магнитной головки, которая выражается формулой:
W
(1)
L
К
;,, -Ь Rp -1- Rn
udh
V - число витков, / - ширина рабочего зазора,
вакуума. U I - магнитная нроницаемость /г - длпж рабочего зазора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления стирающих магнитных головок | 1974 |
|
SU490168A1 |
| Способ определения оставшегося срока эксплуатации магнитных головок | 1975 |
|
SU568968A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СРОКА СЛУЖБЫ МАГНИТНЫХГОЛОВОК | 1971 |
|
SU305505A1 |
| Способ измерения глубины рабочего зазора магнитной головки | 1975 |
|
SU544998A1 |
| Способ обработки рабочей поверхности магнитных головок | 1990 |
|
SU1691882A1 |
| Абсорбционный оптический газоанализатор | 1971 |
|
SU506790A1 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ТОЛЩИНЫ И СПЛОШНОСТИ СОЕДИНЕНИЯ СЛОЕВ БИМЕТАЛЛА | 2009 |
|
RU2399870C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ХОДОВЫХ ЧАСТЕЙ ПОДВИЖНОГО СОСТАВА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2167778C2 |
| Способ определения величины перекоса рабочего зазора в комбинированном блоке магнитных головок | 1983 |
|
SU1144138A1 |
| Способ измерения параметров магнитных головок | 1981 |
|
SU1051574A1 |
