ся, то расстояние между углами в местах сопряжения полок также уменьшается, т. е. происходит осадка криволинейного участка. При этом отсутствует тангенциальная деформация растяжения в наиболее опасной зоне сопряжения полок, что позволяет значительно уменьшить радиус изгиба.
Получение деталей с малыми радиусами изгиба позволяет повысить их жесткость, а следовательно, снизить вес и материалоемкость изделий.
Формула изобретения
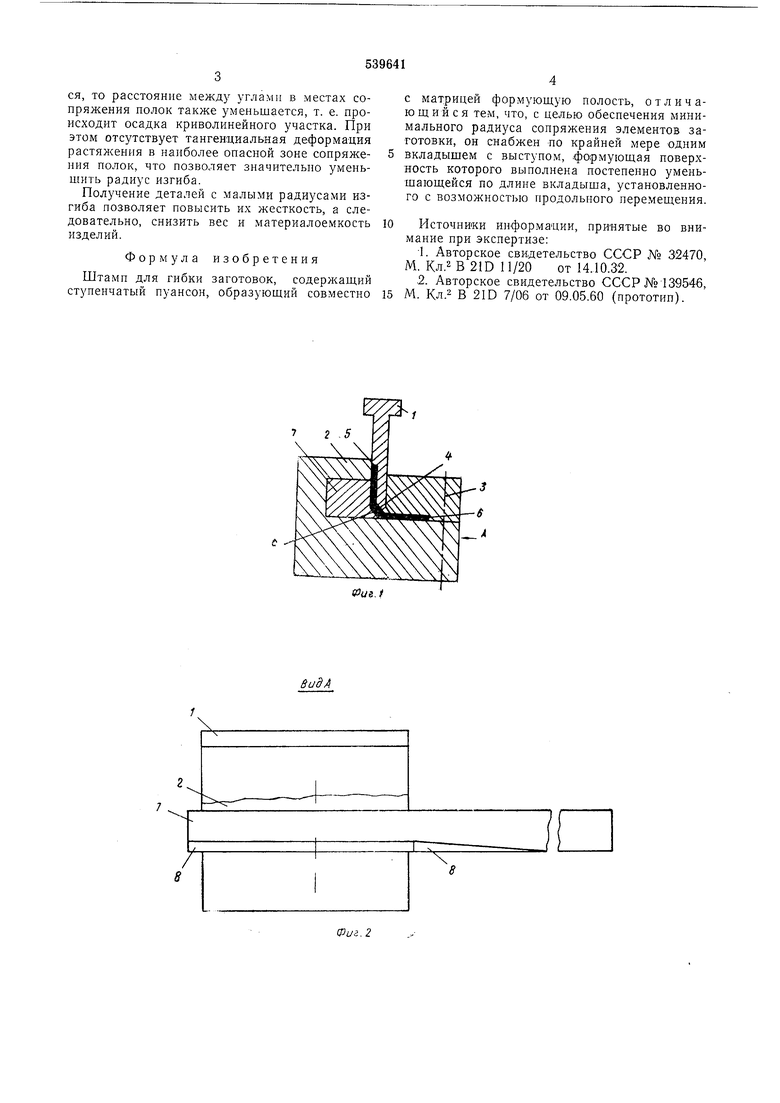
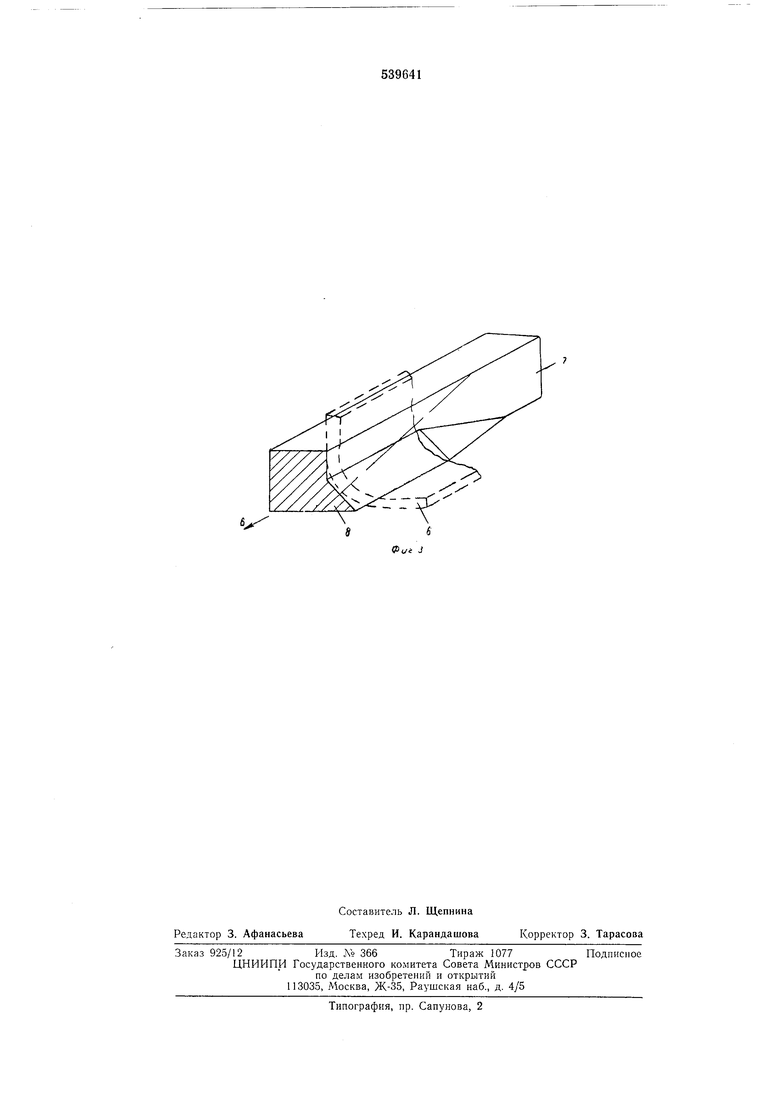
Штамп для гибки заготовок, содержащий ступенчатый пуансон, образующий совместно
с матрицей формующую полость, отличающийся тем, что, с целью обеспечения минимального радиуса сопряжения элементов заготовки, он снабжен по крайней мере одним вкладышем с выступом, формующая поверхность которого выполнена постепенно уменьщающейся по длине вкладыша, установленного с возможностью продольного перемещения.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 32470, М. Кл.2В 2ID 11/20 от 14.10.32.
.2. Авторское свидетельство СССР №139546, М. Кл.2 В 21D 7/06 от 09.05.60 (прототип).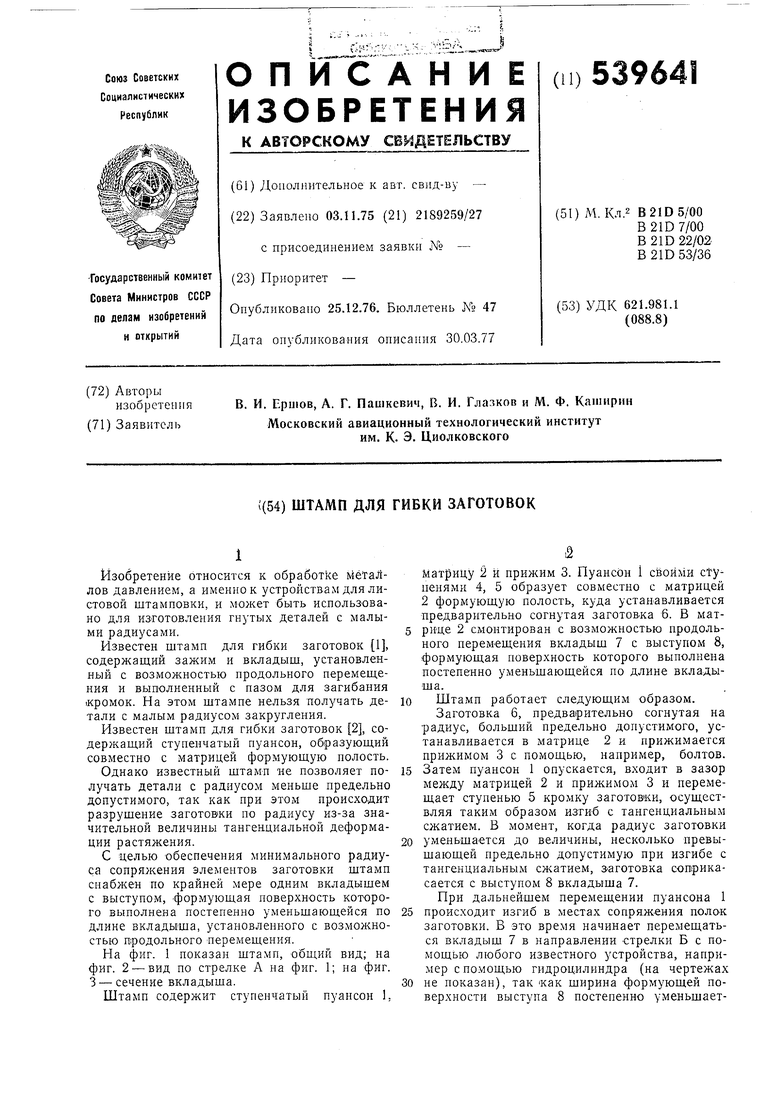
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для герметизации горловин сосудов | 1978 |
|
SU792009A1 |
| Валковый калибр | 1977 |
|
SU799844A1 |
| Рабочее колесо турбомашины | 1978 |
|
SU720176A1 |
| Устройство для жидкой штамповкиМЕТАллА | 1979 |
|
SU793712A1 |
| Эвольвентное сопло | 1986 |
|
SU1388099A2 |
| Сборный железобетонный каркас многоэтажного здания | 1977 |
|
SU737580A1 |
| ГНУТЫЙ СПЕЦПРОФИЛЬ ШВЕЛЛЕРНОГО ТИПА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124408C1 |
| Способ производства гнутыхпРОфилЕй | 1979 |
|
SU829256A1 |
| Кузнечный инструмент | 1978 |
|
SU703209A1 |
| РАБОЧИЙ ОРГАН ЩЕЛЕВАТЕЛЯ | 2001 |
|
RU2192720C2 |
(ffus.i
