1
Изобретение относится к литейному производству, в частности, к жидкой штамповке металлов.
Известна пресс-форма для жидкой штамповки металла, содержащая прессующие пуансоны и матрицу с формообразующим вкладышем, в которой выполнена полость для легкоплавкого материала, а формообразуюш,ий вкладыш установлен в этой полости 1.
Недостатком этого устройства является сложность сборки и разборки матрицы при литье.
Дополнительные трудности создаются также в удалении вкладыша формы с залитым и затвердевшим металлом и затвердевшим легкоплавким материалом.
Целью изобретеиия является повышение производительности.
Эта цель достигается тем, что устройство снабжено карусельным столом для установки матриц, в гнезда которого встроены сменные вкладыши, имеющие центральное отверстие, ось которого расположена по радиусу карусельного стола; при этом матрица установлена в центральном отверстии сменного вкладыша и снабжена приводом перемешения.
На фиг. 1 дан общий вид устройства сбоку; на фиг. 2 - вертикальный разрез рабочей части по радиусу стола; иа фиг. 3- вертикальный разрез рабочей части перпендикулярно радиусу стола; на фиг. 4 - вид сверху.
Устройство состоит из двухколонного гидропресса 1 с основанием 2, на одной из колонн 3 которого установлен карусельный стол 4 с реечным приводом 5 и спаренными прессующими пуансонами 6. В карусельном столе 4 выполнены гнезда 7, куда встроены сменные вкладыщи 8, в которые с наружной (по радиусу) стороны введены матрицы 9. В матрице 9 выполнена полость 10 для формообразующего вкладыша 11 с
залитым в пего металлом 12 и слоя легкоплавкого материала 13. В нижней части гнезд 7 выполнены каналы 14, сопряженные с каналами 15 в нижних частях вкладышей 8 для протока хладагента. В матрицах 9
с торцов выполнены карманы 16 для протока хладагента. При этом со стороны полости 10 в карманах 16 закреплены теплоизолирующие накладки 17, а с боковой поверхности матриц 9 - накладки 18. Накладки выполняют, например, из наборных металлических пластин с окисным покрытием с увеличивающейся снизу вверх толщиной. На верхней плоскости стола 4 закреплены подогреватели 19, закрытые кожухом 20. В отверстия для входа пуансонов
введены втулки 21, которые накрыты спаренной заливочной воронкой 22.
Матрицы 9 снаблсены индивидуальными двухходовыми гидроцилиндрами 23, закрепленными на ступице карусельного стола 4.
Работает устройство следующим образом.
Предварительно на позиции 1 (фиг. 4) матрица 9 выдвинута в крайнее положение. В полость матрицы помещают формообразующий вкладыш 11, который фиксируют, например, проволочными распорками, после чего за счет срабатывания двухходового гидроцилиндра 23 матрица вдвигается в полый вкладыш 8 и за счет конусности поверхности и усилия гидроцилиндра 23 плотно прижимается к стенкам вкладыша 8. Далее, после перехода на поз. II при повороте карусели 4, одновременно осуществляется заливка легкоплавкого слоя 13 и мерной порции жидкого металла 12 через заливочную воронку 22 и втулки 21. При этом жидкий металл заливается в формообразующий вкладыш 11, а легкоплавкий материал - вокруг него в полость 10 до 2/3 высоты втулок 21. После заливки срабатывает гидропресс 1, и под действием пуансонов 6 легкоплавкий материал сл имается и передает всестороннее гидростатическое давле.чие на залитый металл 12 по всей его наружной поверхности.
При этом вследствие донного охлаждения и переменной, уменьшающейся снизу вверх, интенсивности бокового теплоотвода (за счет действия теплоизолирующих накладок и действия нагревателей 19) осуществляются направленный теплоотвод и направленная снизу вверх кристаллизация залитого металла 12. При этом создаются такие температурные условия, чтобы со стенки формы в металле 12 предварительно до наложения давления образовалась твердая корочка, что создает предпосылки к сохранению заданного профиля будущей отливки. Далее осуществляется переход на поз. П1, где матрица 9 вновь выдвигается наружу, легкоплавкий материал выливается в специальную емкость или вместе с формообразующим вкладышем 11 специальным толкателем выталкивается в приемное устройство - в случаях применения легкоплавкого материала с более высокой температурой плавления. Поз. IV является профилактической для визуального осмотра вставки 9
и вкладыша 8.
Формула изобретения
Устройство для жидкой штамповки металла, содержащее пресс-форму, включающую пуансоны и матрицу с полостью для легкоплавкого материала и формообразующего вкладыша и каналами для подвода жидкого металла и легкоплавкого материала, отличающееся тем, что, с целью повыщения производительности, оно снабжено карусельным столом для установки матриц, в гнезды которого встроены сменные вкладыши, имеющие центральное отверстие, ось которого расположена по радиусу карусельного стола, при этом каждая матрица установлена в центральном отверстии сменного вкладыша и снабжена приводом перемещения.
Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 559770, кл. В 22D 27/12, 1977 (прототип) .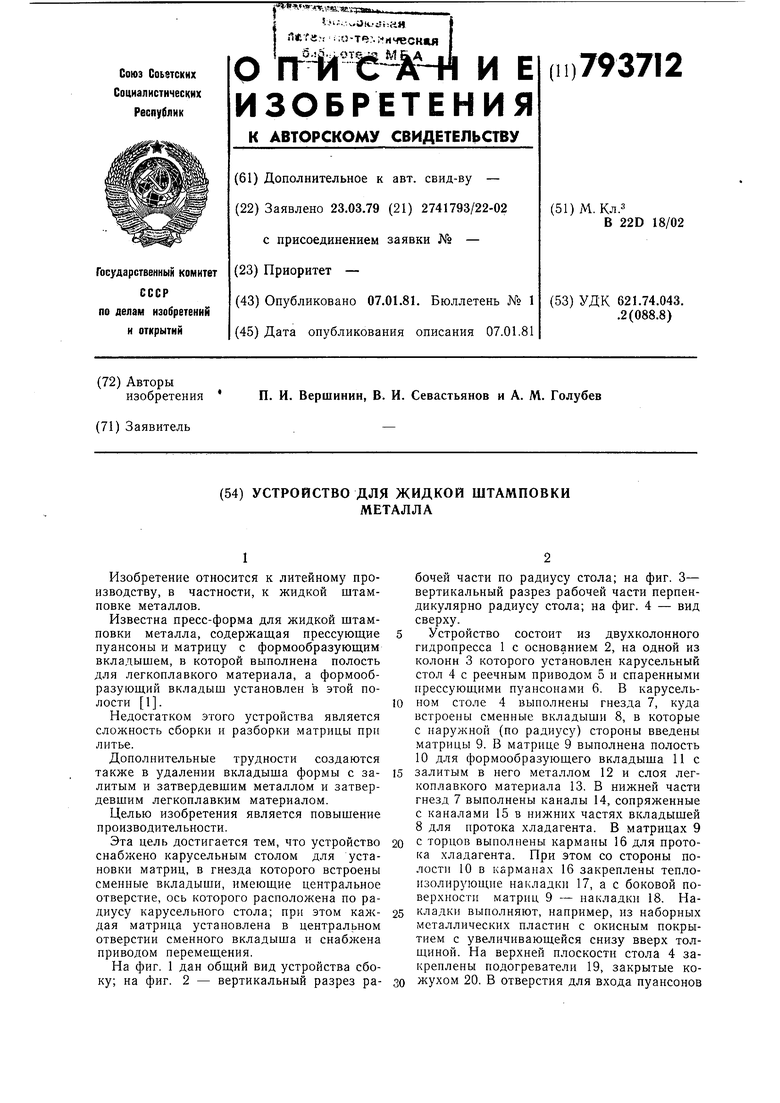

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для жидкой штамповкиМЕТАллА | 1978 |
|
SU793710A1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА ХВОСТОВОГО РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2007 |
|
RU2360765C2 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |
| Устройство для жидкой штамповки | 1975 |
|
SU544508A1 |
| Карусельная установка для штамповки жидкого металла | 1973 |
|
SU445521A1 |
| Прессформа для жидкой штамповки металла | 1975 |
|
SU559770A1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| Многогнездная пресс-форма для штам-пОВКи из жидКОгО МЕТАллА | 1979 |
|
SU806249A1 |

йз
N
J
