(54) РАСТОЧНАЯ ОПРАВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1977 |
|
SU651898A2 |
| Расточная головка | 1982 |
|
SU1085687A1 |
| Расточная оправка | 1981 |
|
SU1009625A1 |
| Расточная оправка | 1983 |
|
SU1189589A1 |
| Головка для расточки и подрезки торцев | 1984 |
|
SU1291295A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| Расточная борштанга | 1987 |
|
SU1468672A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| Расточная оправка | 1975 |
|
SU532485A2 |
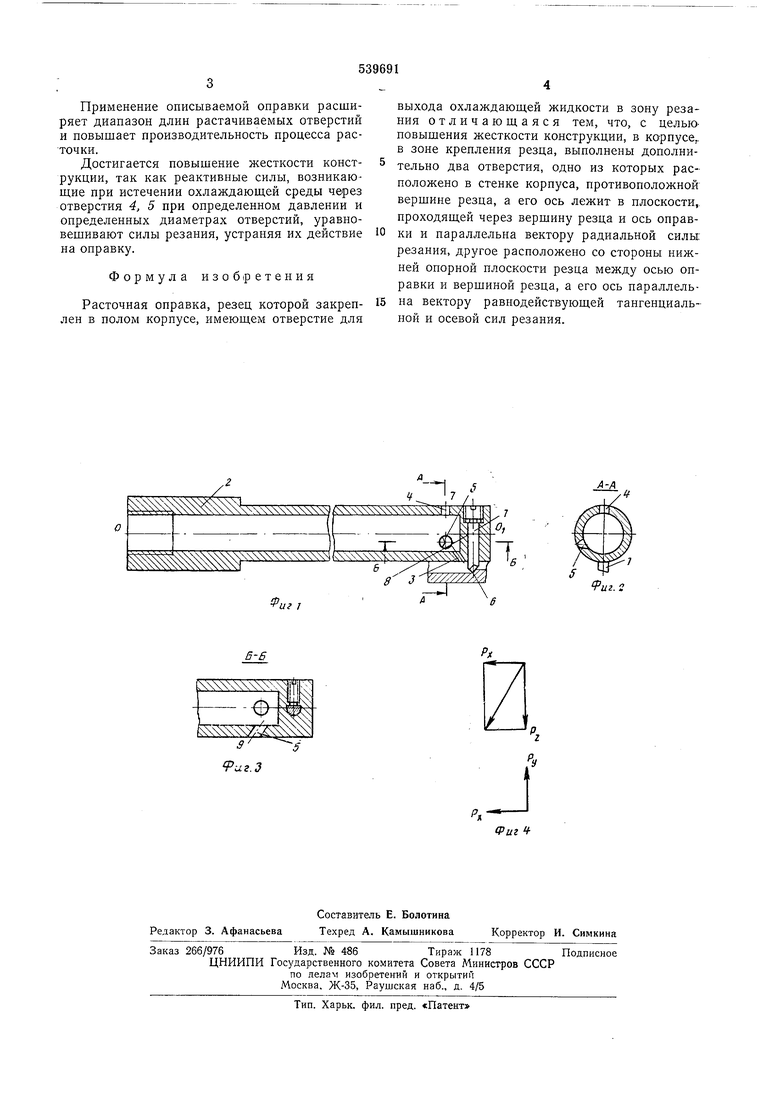
Изобретение относится к механической обработке металлов, а именно к расточке глубоких отверстий. Известна расточная оправка, резец которой закреплен в полом корпусе, имеющем отверстие для выхода охлаждающей жидкости в зону резания. Данная расточная оправка является наиболее близкой к изобретению по технической сущности и достигаемому результату. Однако при определенной длине такая оправка становится нежесткой, что приводит к невозможности точной расточки глубоких отверстий с заданной чистотой поверхности. Целью изобретения является новыщение жесткости конструкции. . Для достижения этой цели в корпусе, в зоне крепления резца, выполнены дополнительно два отверстия, одно из которых расположено в стенке корпуса, противоположной верщине резца, а его ось лежит в плоскости, проходящей через вершину резца и ось оиравки и параллельна вектору радиальной силы резания, другое расположено со стороны нижней опорной плоскости резца между осью оправки и верщикой Г;:зц., а его ось пгргтлсльиа вектору равноденстБуюи.гп тангенциальной и оеевой сил резания. На фиг. 1 изображена нредлагаемая оправка, общий вид; на фиг. 2 - разрез по А-А иа фнг. I; па фиг. 3 - разрез но Б-Б на фиг. 1; на фиг. 4 - схема действия сил резания в проекционной связи. Резец / закреилеи в полом корпусе 2, имеюн;ем отверстие 3 для выхода охлаждающей жидкости в зону резання. В кориусе 2, в зоне крепления резца /, выполнены еще отверстия 4 и 5. Отверстие 4 расположено в стенке корпуса 2, противоположной вершине 6 резца 1, а его ось 7 1ежит в плоскости, нроходящей через верщину 6 резца У и ось OOi оправки и параллельиа вектору радиальной силы резания Ру. Отверстие 5 расположено со стороны нижней опорной плоскости 8 резца 1 между осью OOi оправки и верщииой 6 резца /, а его ось 9 параллельиа вектору равиодействующей таигенциальной PZ и осевой РХ сил резаиия. Оправка работает следующим образом. Ири растачивании отверстия охлаждающая среда под давлением подается в полый корпус 2 оправки. При истечении среды через отверстия 4 и 5 возникают реактивные силы, направление которых прстиг.сположно направлению действия силы P,j и составляющей от сил Яд. и f-. Величина реактивных сил зависит от давления и от диаметра отверстий, что нозволяет регулировать их в широком диапазоне.
Применение описываемой оправки расширяет диапазон длин растачиваемых отверстий и повышает производительность процесса расточки.
Достигается повышение жесткости конструкции, так как реактивные силы, возникаюш,ие при истечении охлаждающей среды через отверстия 4, 5 при определенном давлении и определенных диаметрах отверстий, уравновешивают силы резания, устраняя их действие на оправку.
Формула изоб|ретеиия
Расточная оправка, резец которой закреплен в полом корпусе, имеющем отверстие для
выхода охлаждающей жидкости в зону резания отличающаяся тем, что, с цельюповышения жесткости конструкции, в корпусе., в зоне крепления резца, выполнены дополнительно два отверстия, одно из которых расположено в стенке корпуса, противоположной вершине резца, а его ось лежит в плоскости, проходящей через вершину резца и ось оправки и параллельна вектору радиальной силы резания, другое расположено со стороны нижней опорной плоскости резца между осью оправки и вершиной резца, а его ось параллельна вектору равнодействующей тангенциальной и осевой сил резания. l7 /
Б-Б
J
