гас
СП
Oi
00 |
cffiteJ Илопр ;;: :, . : :1,пм;:; к мста.;|.г|ООбработке, и iL. i- ,:асгочке 1 1убоких отверстий. ИзвсС1н,; |.; :01;пированная расточная головк;. . i- H ;iтая полый корпус с радиальными Kjiналами для подвода СОЖ, закреплсннь:с ,i корпусе резцы и опорные направляющие, расположенные симметрично относительно взаимно перпендикулярных осей, одна из которых проходит через вершину резца 1. Недостатком известной расточной головки является наличие силы трения между направляющими и обработанной поверхностью, которая возникает под действием силы резания. Сила трения приводит к износу направляющих или к съему металла с обрабатываемой поверхности, что снижает производительность и точность процесса растачивания глубоких отверстий. Цель изобретения - повыщение производительности и точности процесса растачивания глубоких отверстий путем уменьщения силы трения в опорных направляющих. Поставленная цель достигается тем, что в расточной головке, содержащей полый корпус с радиальными каналами для подвода СОЖ, закрепленные в корпусе резцы и опорные направляющие, расположенные симметрично относительно взаимно перпендикулярных осей, одна из которых проходит через верщину резца, радиальные каналы для подвода СОЖ выполнены между опорными направляющими, расположенными со стороны, противоположной верщине резца, и со стороны его опорной поверхности, а концы этих направляющих соединены цилиндрическими поперечными перемычками, расположенными аналогично соединяемым направляющим, причем поперечные перемычки выполнены с диаметром меньщим, чем диаметр опорных направляющих. Такое выполнение расточной головки позволяет уменьщить силу трения в опорных направляющих за счет противодействия силе резания сил давления, создаваемых в кар/ZW манах, образованных опорными направляющими, поперечными перемычками, обрабатываемой поверхностью, что приводит к повыщению производительности и точности процесса растачивания глубоких отверстий. На фиг. 1 изображена расточная головка в процессе обработки, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1. Расточная головка содержит полый корпус 1, в котором закреплены резец 2 и опорные направляющие 3, расположенные со стороны противоположной верщине 4 резца 2 и его опорной поверхности 5 симметрично относительно взаимно перпендикулярных осей X-Xi и Y-Yi, причем ось проходит через верщину 4 резца 2. В корпусе 1 выполнены отверстие б для подачи СОЖ в зону резания и радиальные каналы 7, расположенные между опорными направляющими 3, концы которых соединены цилиндрическими поперечными перемычками 8, причем диаметр d перемычек 8 выполнен меньще, чем диаметр d опорных направляющих 3. Направляющими 3, перемычками 8 и обрабатываемой поверхностью 9 образованы карманы 10. Для крепления в борщтанге расточная головка снабжена хвостовиком 11. Расточная головка работает следующим образом. В процессе обработки отверстия СОЖ под давлением подается в полый корпус 1 и через радиальные каналы 7 поступает в карманы 10, где образуются зоны повыщенного давления. Силы давления Р и Pj действуют на головку в направлении, обратном направлению действия составляющих силы резания Ру и Ц . Регулируя величину сил давления, можно уменьщить силу трения между опорными направляющими 3 и обрабатываемой поверхностью 9 до минимальной величины, сохраняя определенность базировки головки по направляющим. Таким образом, предлагаемая расточная головка позволяет повысить производительность и точность процесса растачивания глубоких отверстий. / / / ///л / /////х/ У cpuf.Z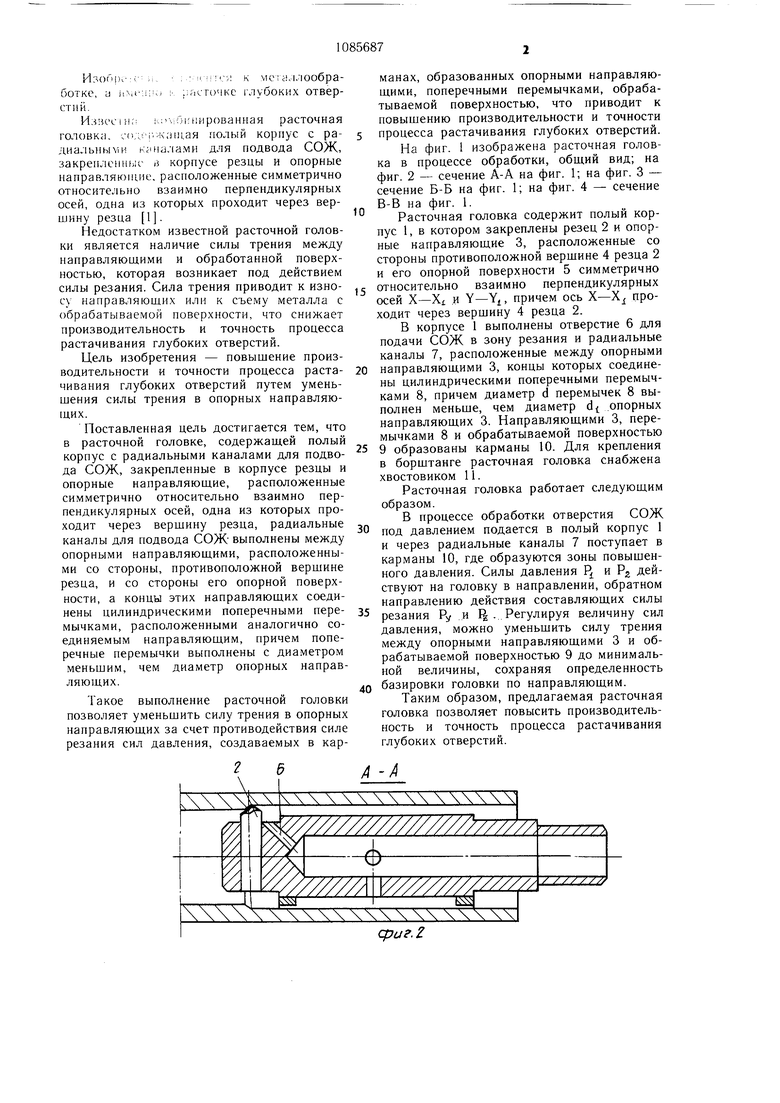
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная головка | 1979 |
|
SU1049195A2 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Расточная оправка | 1975 |
|
SU539691A1 |
| Расточная головка | 1989 |
|
SU1757781A1 |
| Расточная головка | 1983 |
|
SU1093410A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Расточная головка | 1986 |
|
SU1366306A2 |
| Расточная оправка | 1975 |
|
SU747622A1 |
| РАСТОЧНАЯ ГОЛОВКА | 1994 |
|
RU2104827C1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ИЛИ РАСТАЧИВАНИЯ ОТВЕРСТИЙ | 2009 |
|
RU2424877C2 |

РАСТОЧНАЯ ГОЛОВКА, содержащая полый корпус с радиальными каналами для подвода СОЖ, закрепленные в корпусе резец и опорные направляющие, расположенные симметрично относительно взаимно перпендикулярных осей, одна из которых проходит через вершину резца, отличающаяся тем, что, с целью повышения производительности и точности процесса растачивания глубоких отверстий, радиальные каналы для подвода СОЖ выполнены между опорными направляющими, расположенными со стороны, противоположной вершине резца, и со стороны его опорной поверхности, а концы этих направляющих соединены цилиндрическими поперечными перемычками, расположенными аналогично соединяемым направляющим, причем поперечные перемычки выполнены с диаметром меньшим, чем диаметр опорных направляющих.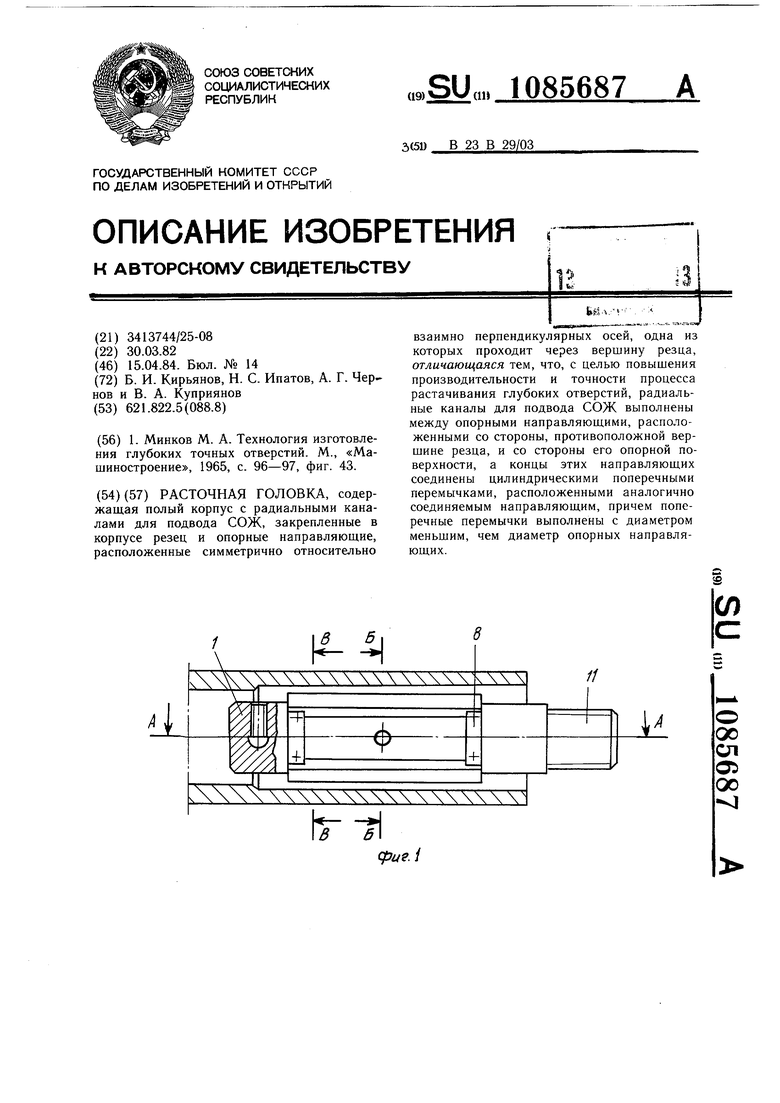
У, Рг дУаеЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Минков М | |||
| А | |||
| Технология изготовления глубоких точных отверстий | |||
| М., «Машиностроение, 1965, с | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
