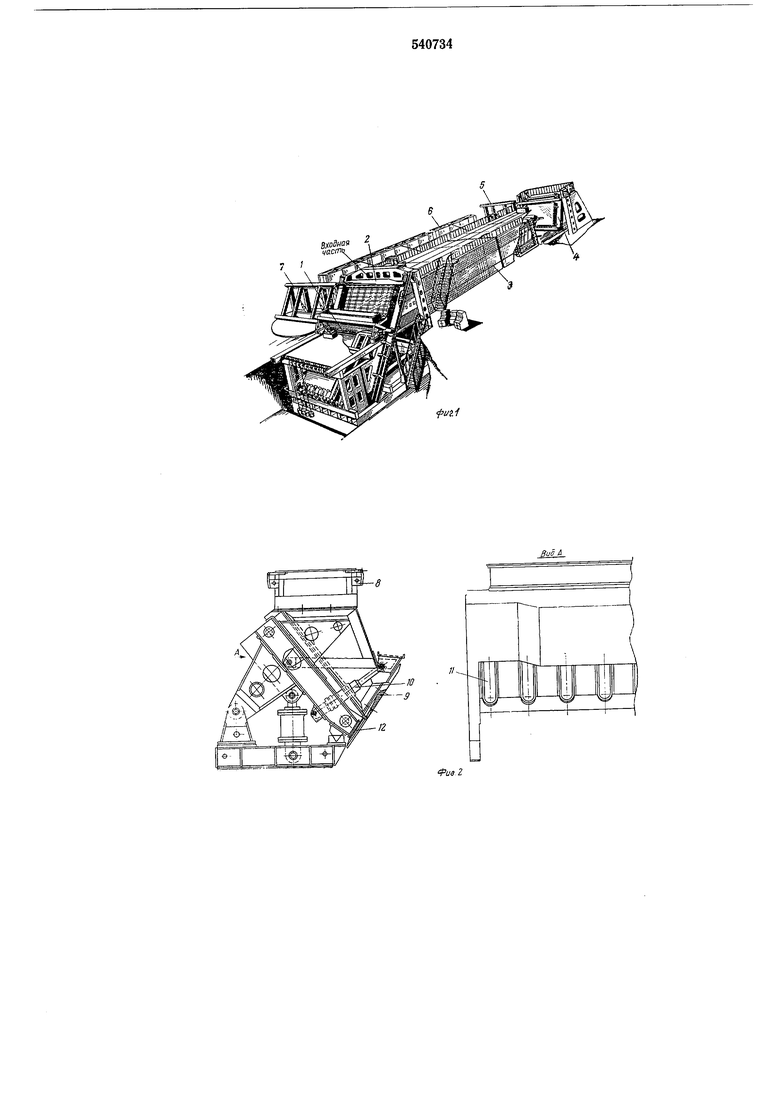
систему роликов 15 и тросов 16 с натяжными приспособлениями 17, а другой ее конец закреплен на устройстве 2 для перемещения форм.
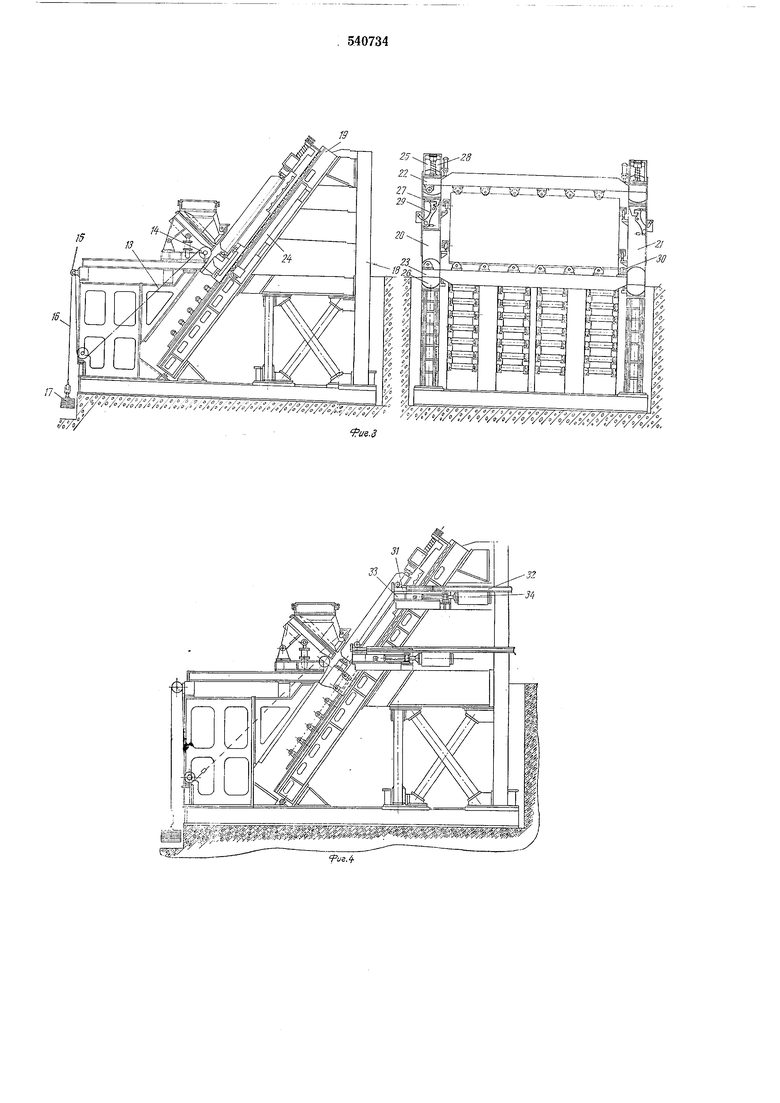
Это устройство (представляет собой портал 18, на котором с двух сторон под углом 55° смонтированы станины 19 с направляющими. На лоследЕих установлен механизм перемещения форм вниз, состоящий из двух столов 20 и 21, двух траверс 22 и 23 и двух гидроцилиндров 24. В верхней части столов расположены салазки 25, имеющие свободное горизонтальное перемещение и вертикальный ход, а в нижней их части - салазки 26 без вертикального хода. К салаэкам 25 и 26 соответственно прикреплены траверсы 22 и 23. Салазки 25 прижаты к упорам 27 действием пружин 28 и удерживаются в этом положении рычажными захватами 29. Траверсы 22 и 23 несут на себе рольганги. Фиксация форм на устройстве 2 осуществляется упором-амортизатором 30. На внутренней стороне портала установлен механизм приема форм с устройства 2 и передачи в камеру 3 термообработки, состоящий из четырех направляющих 31, на которых закреплен рельсовый путь 32, четырех кареток 33 и четырех гидроцилиидров 34.
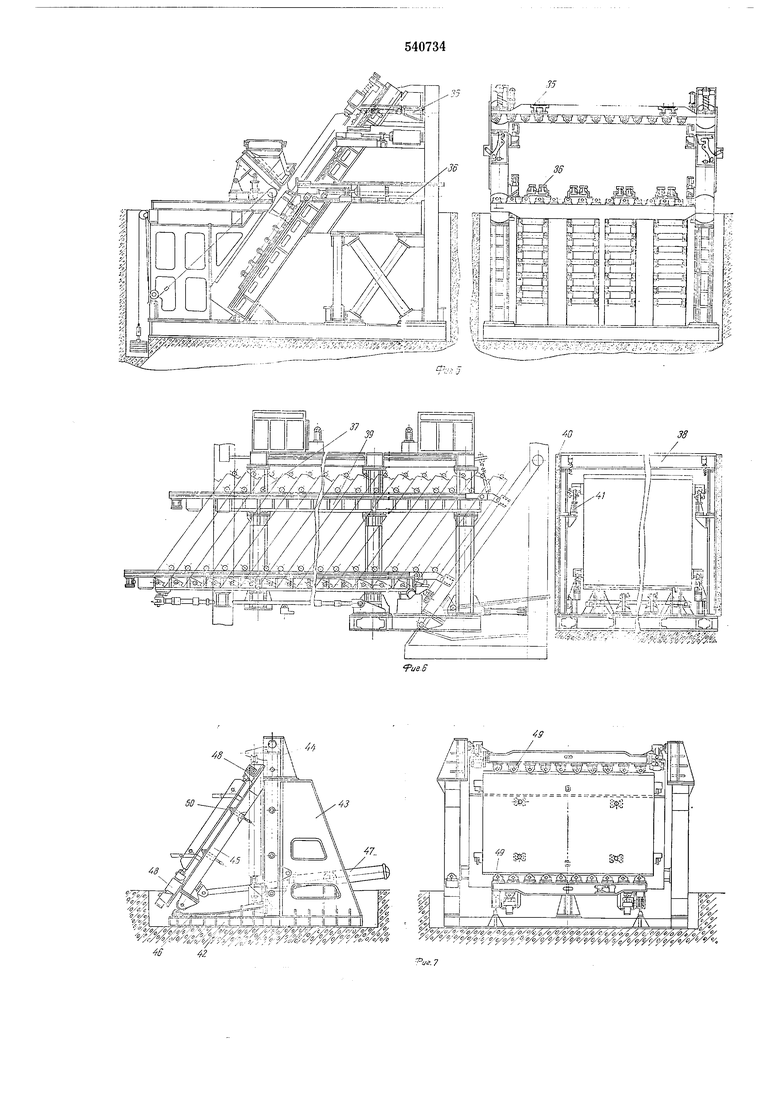
Для перемещения собранного пакета форм предусмотрено устройство, .состоящее из двенадцати гидроцилиндров с откидными захватами на 1концах, из которых четыре шдроцилиндра 35 установлены на верхней траверсе 22, а восемь гидроцилиндров 36- на нижней траверсе 23.
Камера 3 термообработки выполнена из двадцати шести стоек 37, скрепленных между собой поперечинами 38 и продольными балками 39, облицованными теплоизоляционными плитами 40. С внутренней стороны камеры укреплены кронштейны 41, на которых смонтированы рельсовые пути для перемещения форм. Изделия термообрабатываются в камере электрообогревом в закрытых формах. Ток подводится к поддонам соседних форм с помощью специальных устройств и за счет сопротивления бетона изделие разогревается до 85-95°С.
Распалубоч1ное устройство 4 предназначено для разборки пакета форм и распалубки готовых изделий. Оно включает станину 42, на которой жестко укреплены стойки 43, связанные между собой балкой 44, и на которую опирается посредством роликов поворотная рама 5. Последняя установлена на станине так, что два ее верхних ролика попадают в направляющие балки 44, а два нижних ложатся на рельсы-копиры 46. Поворотная рама в рабочем положении наклонена под углом 55° и Удерживается гидроцилиндром 47. На поворотной раме смонтированы подвижные траверсы 48, несущие транспортеры 49, а также гидровыпрессовщики 50.
Установка работает следующим образом.
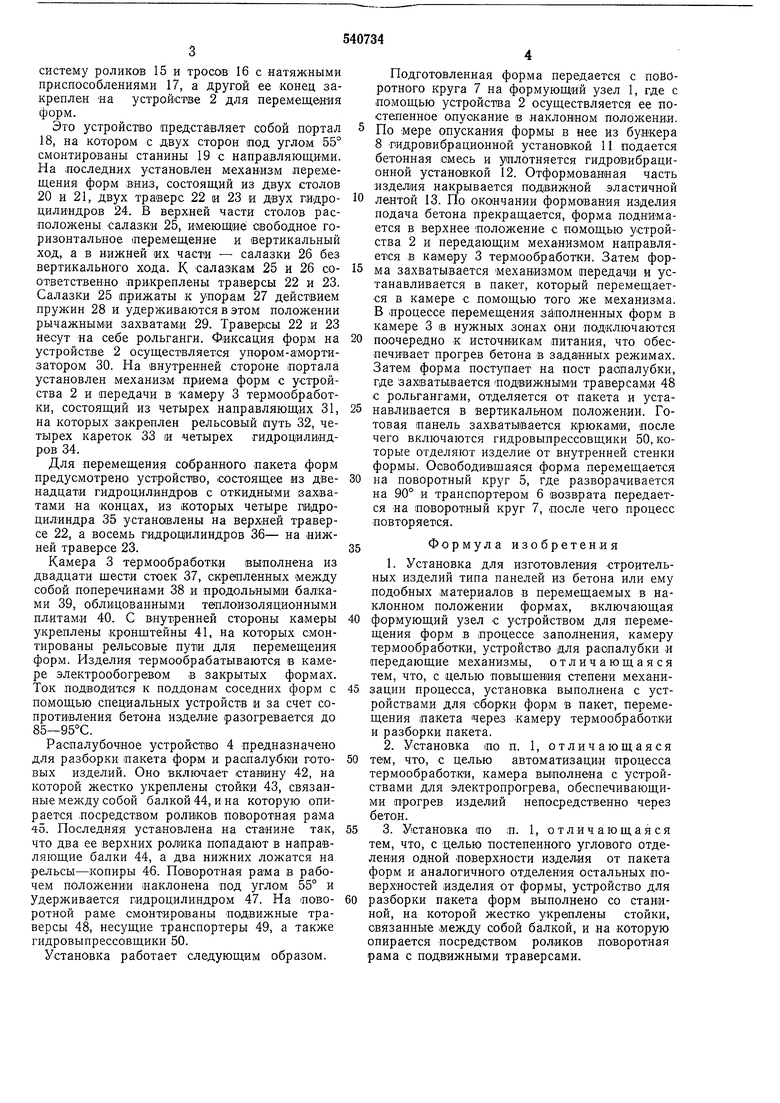
Подготовленная форма передается с поворотного круга 7 на формующий узел 1, где с помощью устройства 2 осуществляется ее постепенное опускание в наклонном положении. По мере опускания формы в нее из бункера 8 -гидровибрационной установкой 11 подается бетонная смесь и уплотняется гидровибрационной установкой 12. Отформованная часть издел1ия накрывается подвижной эластичной
0 лентой 13. По окончании формования изделия подача бетона прекращается, форма поднимается в верхнее положение с помощью устройства 2 и передающим механизмом направляется в камеру 3 термообработки. Затем форма захватывается механизмом передачи и устанавливается в пакет, который перемещается в камере с помощью того же механизма. В процессе перемещения заполненных форм в камере 3 в нужных зонах они подключаются
0 поочередно к источникам питания, что обеспечивает прогрев бетона в заданных режимах. Затем форма поступает на пост раопалубки, где захватывается подвижными траверсами 48 с рольгангами, отделяется от пакета и устанавливается в вертикальном положении. Готовая панель захватывается крюками, после чего включаются гидровыпрессовщики 50, которые отделяют изделие от внутренней стенки формы. Освободившаяся форма перемещается
0 на поворотный круг 5, где разворачивается на 90° и транспортером 6 возврата передается на поворотный круг 7, после чего процесс повторяется.
5Формула изобретения
1.Установка для изготовления строительных изделий типа панелей из бетона или ему подобных материалов в перемещаемых в наклонном положении формах, включающая
0 формующий узел с устройством для перемещения форм в процессе заполнения, камеру термообработки, устройство для раопалубки и передающие механизмы, отличающаяся тем, что, с целью повышения степени механизации процесса, установка выполнена с устройствами для сборки форм в пакет, перемещения пакета через камеру термообработки и разборки пакета.
2.Установка по п. 1, отличающаяся 0 тем, что, с целью автоматизации процесса
термообработки, камера выполнена с устройствами для электропрогрева, обеспечивающими прогрев изделий непосредственно через бетон.
5 3. Установка по я. 1, отличающаяся тем, что, с целью постепенного углового отделения одной поверхности изделия от пакета форм и аналогичного отделения остальных поверхностей изделия от формы, устройство для
0 разборки пакета форм выполнено со станиной, на которой жестко укреплены стойки, связанные между собой балкой, и на которую опирается посредством роликов поворотная рама с подвижными траверсами.
Вкодная vscr7
6л./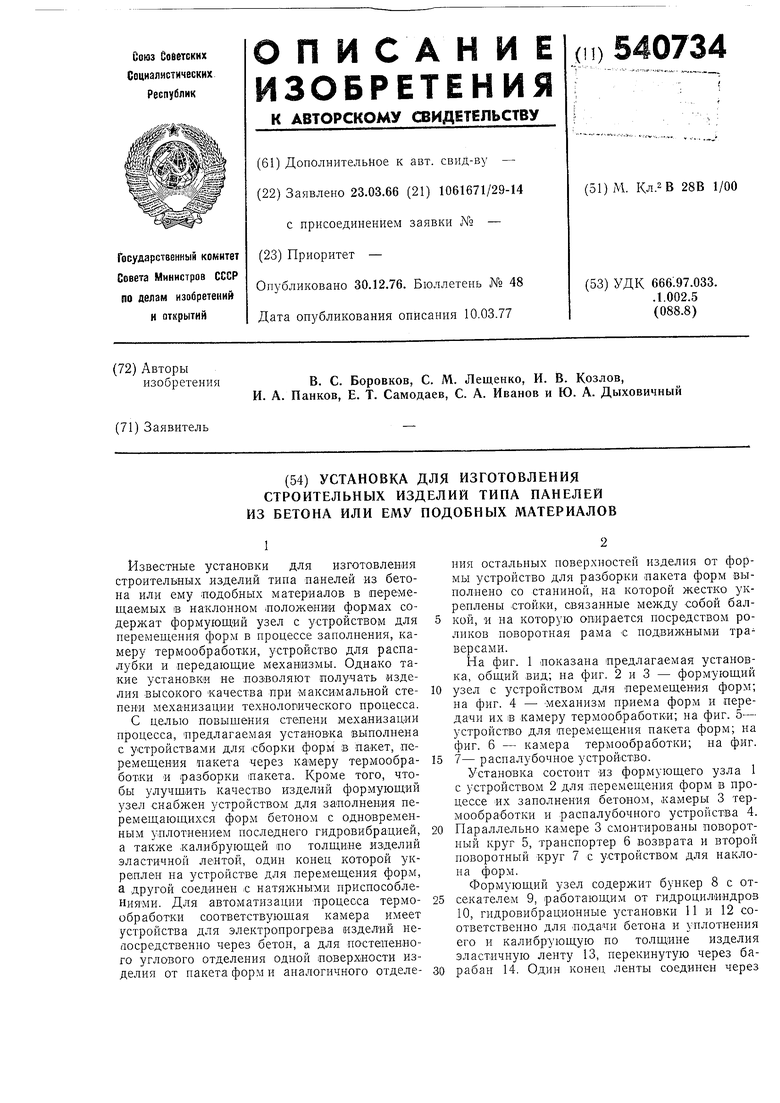
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления железобетонных изделий | 1986 |
|
SU1395508A1 |
| Установка для прессования многослойных бетономозаичных плит | 1981 |
|
SU973370A1 |
| ПУТЕУКЛАДЧИК ТРАКТОРНЫЙ | 2023 |
|
RU2808047C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ КУЗОВОВ И РАМ ТРАНСПОРТНЫХ СРЕДСТВ | 2006 |
|
RU2333812C2 |
| Вертикальный многошпиндельный станок | 1983 |
|
SU1135615A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Вертикально замкнутая кассетно-конвейерная линия | 1987 |
|
SU1497012A1 |
| Установка для формования вентиляционных блоков | 1982 |
|
SU1077794A1 |
| Технологическая линия для изготов-лЕНия СТРОиТЕльНыХ издЕлий | 1979 |
|
SU814744A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
BuS t
fus 2
fue.4
