«
tf
а
(Л
со
(Х
ел сд
о
00
циа.
139
8 для пакета форм и опорные балки 9, расположенные поперек траверс 3. Опорные балки 9 жестко соединены с торцовыми балками 5, а ролики 4 траверс 3 расположены в направлярщих 6 торцовых балок, образуя раму, поворот которой осуществляется через торцовые балки; приводом поворота, например гидроцилиндром. 10, Траверсы 3 соединены с приводом сплачивания пакета форм, выполненным в виде связанных электроприводами 18 винтовых стяжек 19, прикрепленных к траверсам 3, Траверсы 3 снабжены площадками обслуживания 31, Формы 1i, установленные друг на друга в горизонтальном положении, образуют пакет, высота которого не должна превышать максимального расстояния между катками 8. По ним пакет форм подают в установку до опорных бапок 9, затем включают электропривод 18 для перемещения посредством винтовых стяжек 19 траверс 3 навстречу одна другой, пока пакет форм яе будет зажат между ними. Далее гидроцилиндрами 10 через рычаги 14 поворачивают пакет форм в вертикальное положение, при котором укладывают в них бетонную смесь. После ее уплотнения и тепловой обработки поворачивают тем же приводом пакет форм в го ризонтальное положение, разводят траверсы 3 и по каткам 8 пакет форм с изделиями выталкивают из установки,. 11 ил,
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассетная установка для формования изделий из бетонных смесей | 1983 |
|
SU1129079A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Кассетная установка | 1981 |
|
SU1092042A1 |
| Кассетная установка | 1978 |
|
SU727448A1 |
| Кассетная установка для формованияиздЕлий из бЕТОННыХ СМЕСЕй | 1978 |
|
SU808306A1 |
| Кассетная линия | 1986 |
|
SU1530465A1 |
| Технологическая линия по производствуСТРОиТЕльНыХ издЕлий B КАССЕТНыХфОРМАХ | 1979 |
|
SU821155A1 |
| Кассетная установка для формования изделий из бетонных смесей | 1985 |
|
SU1433811A1 |
| Кассетная установка для изготовления строительных изделий | 1982 |
|
SU1062005A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1981 |
|
SU973371A1 |
Изобретение относится к строительству, в частности к установкам для производства сборного бетона и железобетона. Цель изобретения - повьше- ние удобства обслуживания и расширение номенклатуры изделий. Установка содержит пакет форм 1 с оснасткой 2, траверсы 3 с роликами 4, установленные на основание торцовые балки 5 с продольными направляющими 6, катки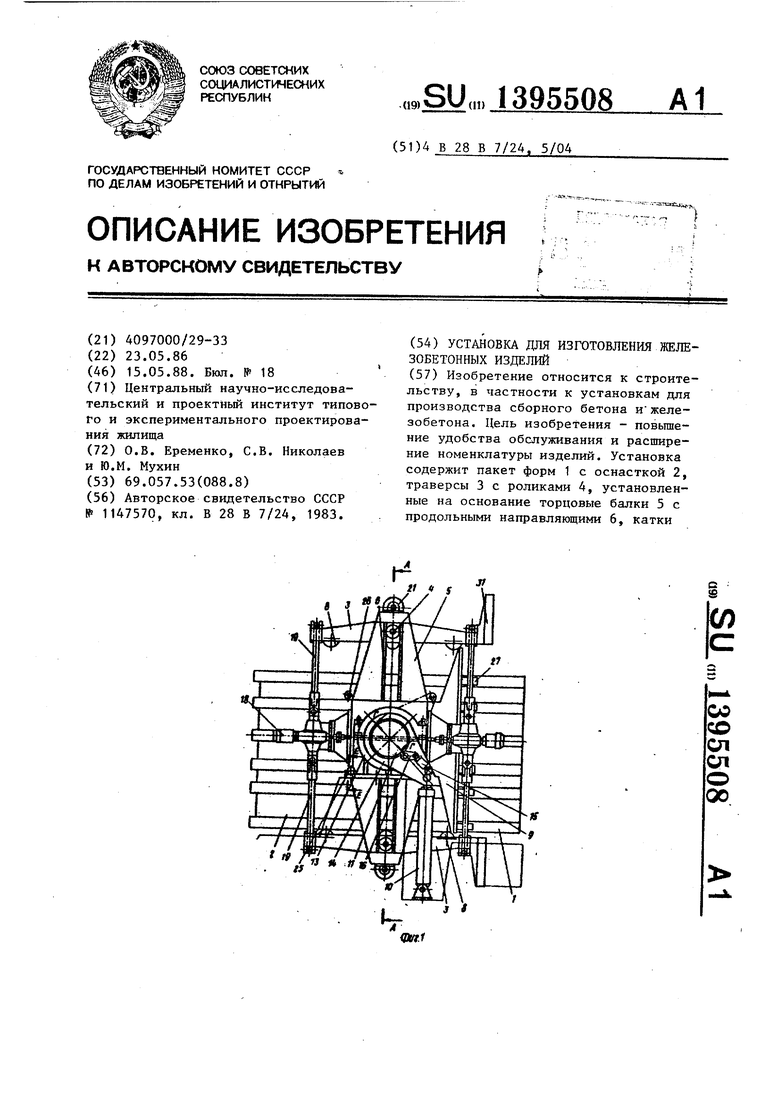
фиг, фиг. фиг. фиг, фиг.
2; на фиг о5
2; на фиг,6
на фиГо7
на фиг,8
1;
6;
1
Изобретение относится к строительству, в частности к производству железобетонных изделий.
Цель изобретения - повьшюние удобства обслуживания и расширение номенклатуры изделий.
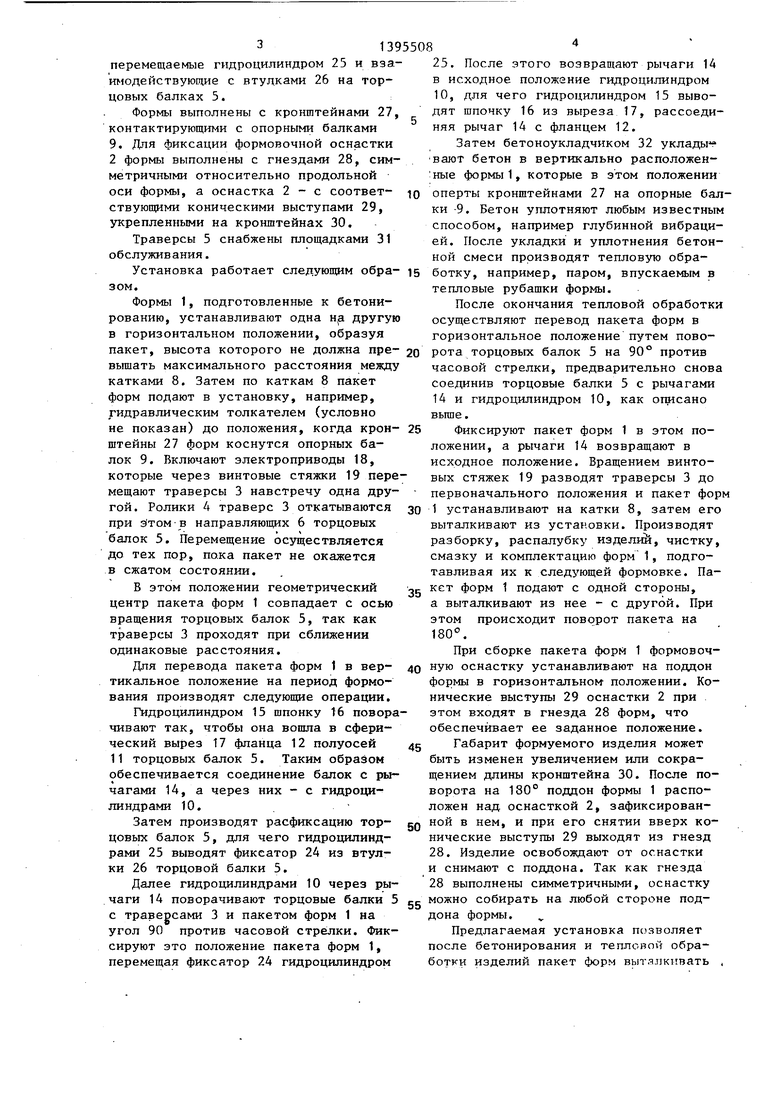
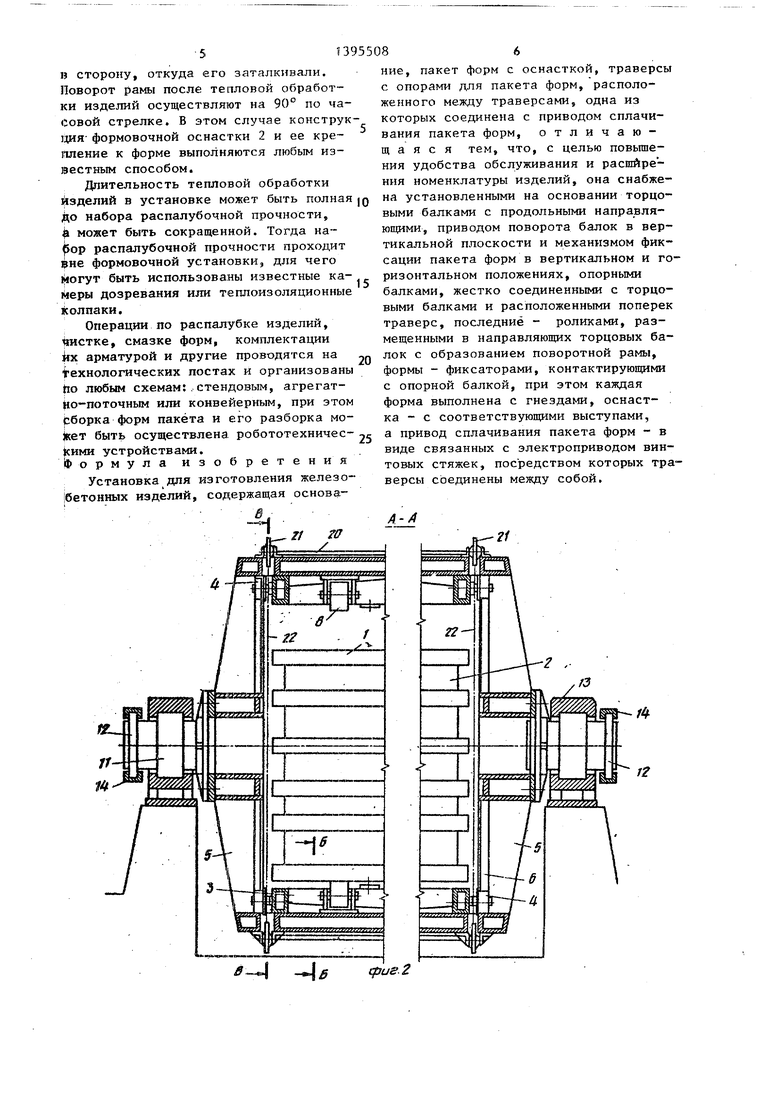
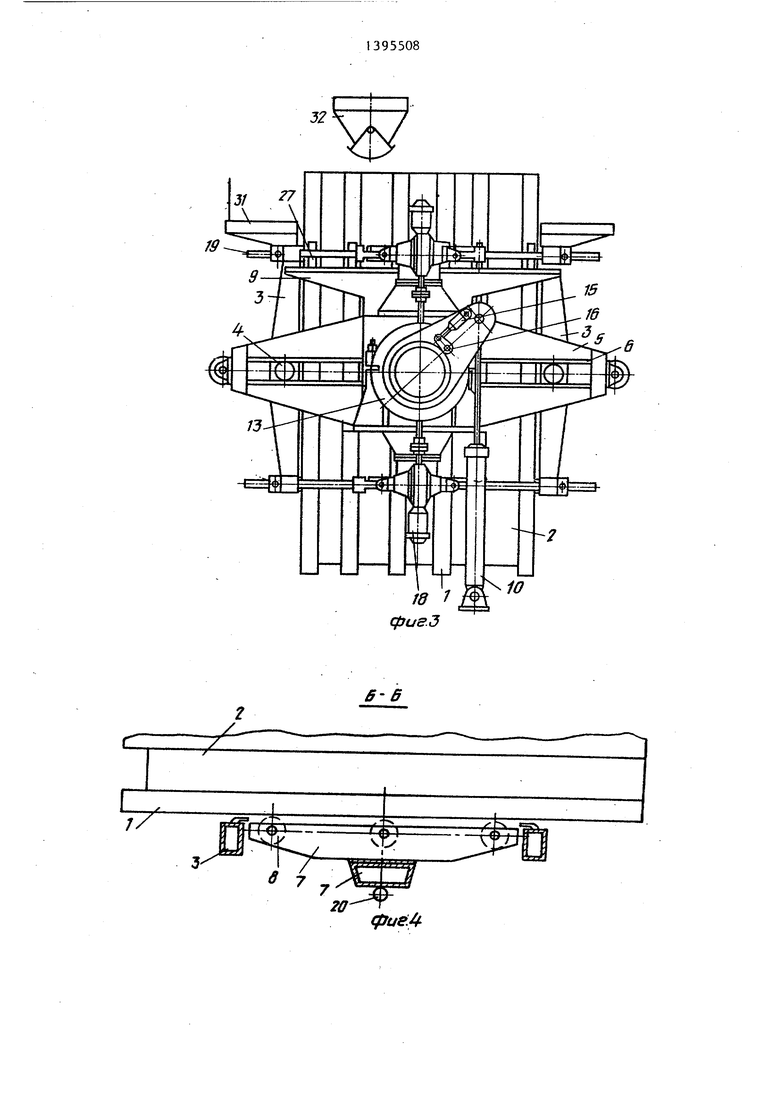
На фиг, 1 изображена установка с пакетом форм, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - установка с пакетом форм при укладке бетонной смеси и тепловой обработке, вид сбоку; на фиг, 4 - разрез Б-Б на
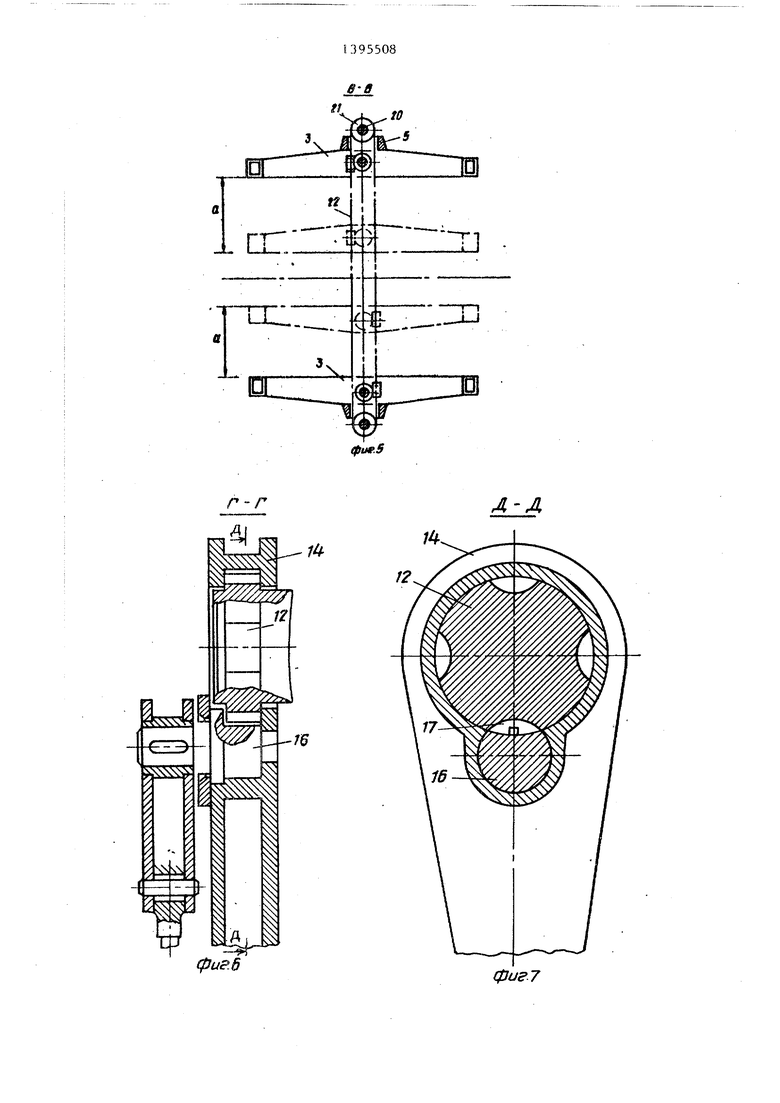
-разрез В-В на
-разрез Г-Г на
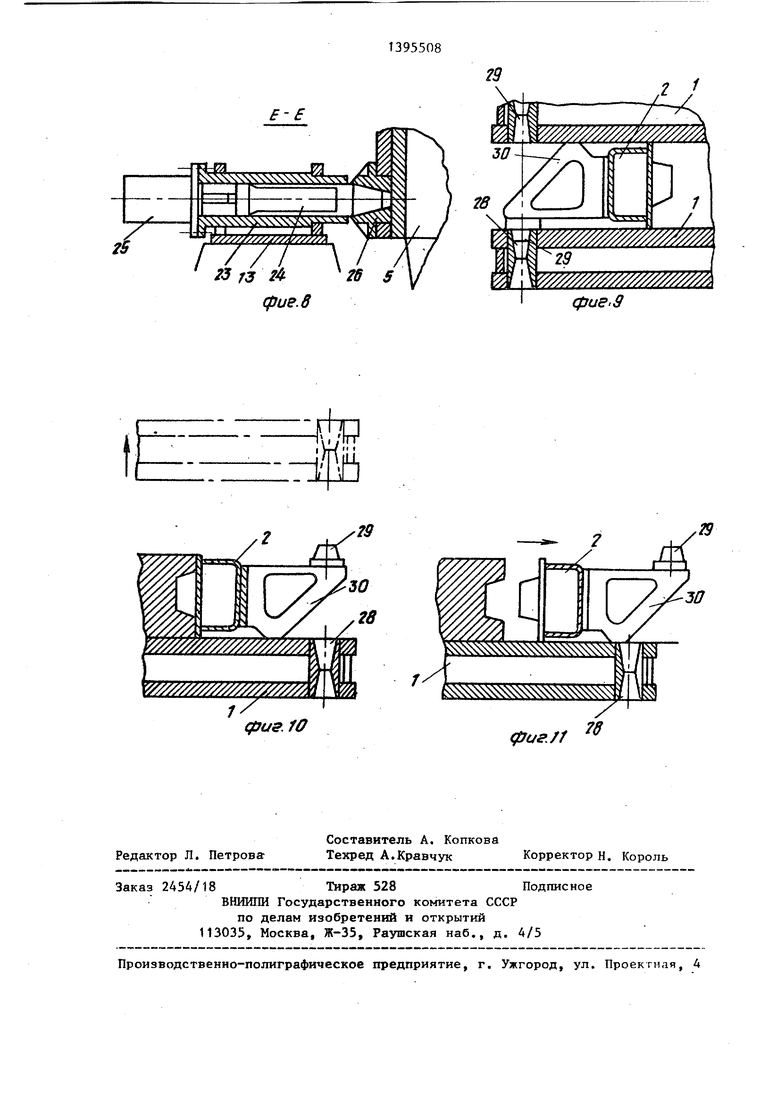
-разрез Д-Д на разрез Е-Е на
фрагмент оснастки при сборке пакета форм; на фиг.10- то же, при распалубке изделий; на фиг, 11 - другой фрагмент оснастки при распалубке изделий.
Установка содерязнт пакет форм 1 с оснасткой 2, траверсы 3 с роликами А, установленные на основание торцовые балки 5 с продо.11ьными направляющими 6, соединенные ригелями 7 с катками 8 для пакета, и опорные балки 9 расположенные поперек траверс 3. Опорные балки 9 жестко соединены с торцовыми балкгШИ 5, а ролики 4 траверс 3 расположены в направляющих 6 торцовых балок, образуя раму, поворот которой осуществляется через
1; на фиг. 9
торцовые балки приводом поворота, например, гидроцилиндром 10.
Торцовые балки 5 выполнены с полуосями 11, имеющими фланцы 12, и ус-
тановлены на основании в поворотных вокруг полуосей 11 опорах 13, Механизм поворота торцовых балок выполнен в виде установленных на фланцах 1.2 рычагов 14, шарнирно соединенных с приводом 10, На рычагах 14 укреплен гидроцилиндр 15 и щарнирно соединенная с ним подвижная шпонка 16, И1понка взаимодействует со сферическими вырезами 17, выполненными на поверхности
фланцев 12 с определенным шагом, соответствующим уг.лу поворота балок.
Траверсы 3 соединены с приводом сплачивания пакета форм, выполненный в виде связанных электроприводами 18
винтовых стяжек 19, прикрегшеннвлх к траверсам 3,
Для обеспечения синхронизации вертикального перемещения траверс 3 на торцах торцовых балок 5 установлены
соединенные попарно синхровалами 20 цепные звездочки 21, через которые перекинуты бесконечные цепи 22, каждая ветвь которой прикреплена к соответствующей траверсе,
Для фиксации пакета форм в горизонтальном и вертикальном положениях опоры 13 выполнены с направляющими 23, в которых размещены фиксаторы 24,
перемещаемые гидроцилиндром 25 и вза имодействуюгдие с втудками 26 на торцовых балках 5.
Формы выполнены с кронштейнами 27 контактирующими с опорными балками 9. Для фиксации формовочной оснастки 2 формы выполнены с гнездами 28, симметричными относительно продольной оси формы, а оснастка 2-е соответствующими коническими выступами 29, укрепленными на кронштейнах 30.
Траверсы 5 снабжены площадками 31 обслуживания.
Установка работает следующим обра- зом.
Формы 1, подготовленные к бетонированию, устанавливают одна другую в горизонтальном положении, образуя пакет, высота которого не должна пре- вышать максимального расстояния между катками 8. Затем по каткам В пакет форм подают в установку, например, гидравлическим толкателем (условно не показан) до положения, когда крон- штейны 27 форм коснутся опорных балок 9. Включают электроприводы 18, которые через винтовые стяжки 19 перемещают траверсы 3 навстречу одна дру- гой. Ролики 4 траверс 3 откатываются при з1том в направляющих 6 торцовых балок 5. Перемещение осуществляется до тех пор, пока пакет не окажется в сжатом состоянии.
В этом положении геометрический центр пакета форм 1 совпадает с осью вращения торцовых балок 5, так как траверсы 3 проходят при сближении одинаковые расстояния.
Для перевода пакета форм 1 в вертикальное положение на период формования производят следующие операции.
Гидроцилиндром 15 шпонку t6 поворачивают так, чтобы она вощла в сферический вырез 17 фланца 12 полуосей 11 торцовых балок 5. Таким образом обеспечивается соединение балок с рычагами 14, а через них - с гидроцилиндрами 10.
Затем производят расфиксацию торцовых балок 5, для чего гидроцилиндрами 25 выводят фиксатор 24 из втулки 26 торцовой балки 5.
Далее гидроцилиндрами 10 через ры
чаги 14 поворачивают торцовые балки 5 gg можно собирать на любой стороне подс траверсами 3 и пакетом форм 1 на дона формы.
угол
90 против часовой стрелки. Фиксируют это положение пакета форм 1, перемещая фиксатор 24 гидроцилиндром
Предлагаемая установка позволяет после бетонирования и тепловш } обработки изделий пакет форм выталкивать
0
s
0 5
0
5
0
5
0
Затем бетоноукладчиком 32 уклады вают бетон в вертикально расположен- :ные формы 1, которые в этом положении оперты кронщтейнами 27 на опорные балки -9. Бетон уплотняют любым известным способом, например глубинной вибрацией. После укладки и уплотнения бетонной смеси производят тепловую обработку, например, паром, впускаемым в тепловые рубашки формы.
После окончания тепловой обработки осуществляют перевод пакета форм в горизонтальное положение путем поворота торцовых балок 5 на 90° против часовой стрелки, предварительно снова соединив торцовые балки 5 с рычагами 14 и гидроцилиндром 10, как огшсано вьппе.
Фиксируют пакет форм 1 в этом положении, а рычаги 14 возвращают в исходное положение. Вращением винтовых стяжек 19 разводят траверсы 3 до первоначального положения и пакет форм 1 устанавливают на катки 8, затем его выталкивают из установки. Производят разборку, распалубку изделрй, чистку, смазку и комплектацию форм 1, подготавливая их к следующей формовке. Пакет форм 1 подают с одной стороны, а выталкивают из нее - с другой. При этом происходит поворот пакета на 180.
При сборке пакета форм 1 формовочную оснастку устанавливают на поддон формы в горизонтальном положении. Конические выступы 29 оснастки 2 при этом входят в гнезда 28 форм, что обеспечивает ее заданное положение.
Габарит формуемого изделия может быть изменен увеличением или сокращением длины кронштейна 30. После поворота на 180° поддон формы 1 расположен над оснасткой 2, зафиксированной в нем, и при его снятии вверх конические выступы 29 выходят из гнезд 28. Изделие освобождают от оснастки и снимают с поддона. Так как гнезда 28 выполнены симметричными, оснастку
Предлагаемая установка позволяет после бетонирования и тепловш } обработки изделий пакет форм выталкивать
и сторону, откуда его заталкивали. Поворот рамы после тепловой обработки изделий осуществляют на 90° по часовой стрелке. В этом случае конструкция- формовочной оснастки 2 и ее крепление к форме выполняются любым известным способом.
Длительность тепловой обработки изделий в установке может быть полная до набора распалубочной прочности, может быть сокращенной. Тогда на- ор распалубочной прочности проходит вне формовочной установки, для чего liioryr быть использованы известные камеры дозревания или теплоизоляционные колпаки.
Операции по распалубке изделий, tmcTKe, смазке форм, комплектации их арматурой и другие проводятся на Технологических постах и организованы ho любым схемам:.стендовым, агрегат- Йо-поточным или конвейерным, при этом рборка форм пакета и его разборка моjiteT быть осуществлена робототехничес- jc а привод сплачивания пакета форм - в
сими устройствами,
(Формула изобретения
Установка для изготовления железобетонных изделий, содержащая основавиде связанных с электроприводом винтовых стяжек, посредством которых тра версы соединены между собой.
ние, пакет форм с оснасткой, траверсы с опорами для пакета форм, расположенного между траверсами, одна из которых соединена с приводом сплачивания пакета форм, отличающаяся тем, что, с целью повьппе- ния удобства обслуживания и расширения номенклатуры изделий, она снабжена установленными на основании торцовыми балками с продольными направляющими, приводом поворота балок в вертикальной плоскости и механизмом фиксации пакета форм в вертикальном и горизонтальном положениях, опорными балками, жестко соединенными с торцовыми балками и расположенными поперек траверс, последние - роликами, размещенными в направляющих торцовых балок с образованием поворотной рамы, формы - фиксаторами, контактирующими с опорной балкой, при этом каждая форма выполнена с гнездами, оснастка - с соответствующими выступами,
виде связанных с электроприводом винтовых стяжек, посредством которых траверсы соединены между собой.
2
/
фиёЛ
г г
фиР.6
Л Л
/4
12
фиг.7
Е- Е
vc xsxvs xsx o йj h///////j//J//
Ггтг
26
фие.8
I ГП
--т
19
V
у ;%;%% %;8%%:%%;
фие.З
иг./Г
| Кассетная установка для изготовления железобетонных изделий | 1983 |
|
SU1147570A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
