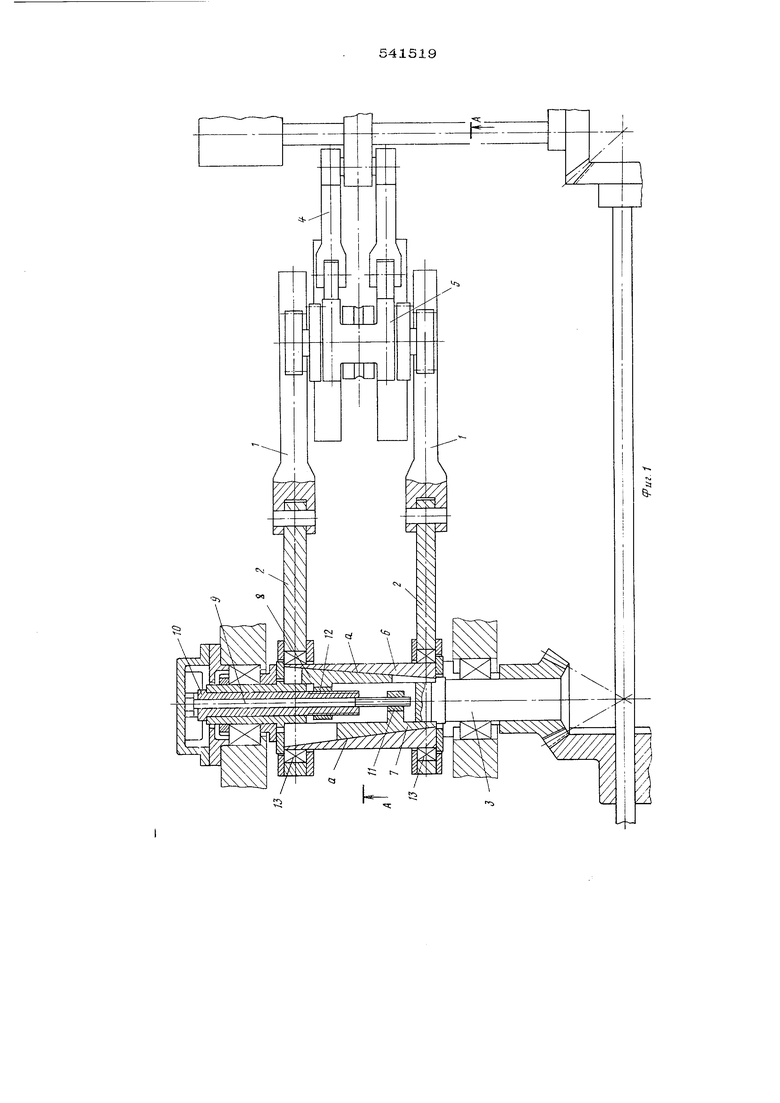
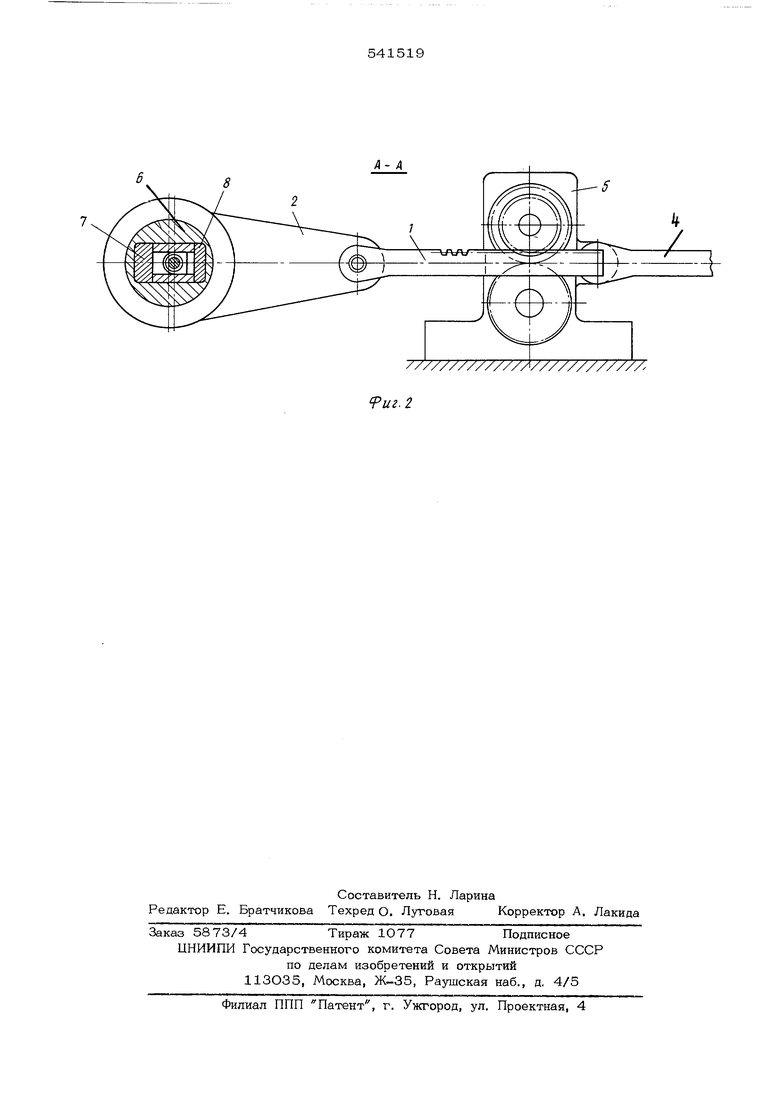
Для этого в предлагаемом устройстве перемещения реек в приводе валков стана холодной прокатки труб, содержащем шарнирно связанные с рейками шатуны, механизм регулирования хода реек и вал, связанный с главным приводом клети, часть вала выполнена с прямоуа ольным сечением и сквозным пазом, а механизм регулирования хода реек выполнен в виде охваты Бающей эту часть вала втулки с клиновидно внутренней поверхностью и контактируемых ней, расположенных в пазу вала двух кли ньев с приводом осевого перемещения. Эти конструктивные особенности позволяют увеличить нагрузочную способност механизма, что повысит его быстроходность, а также обеспечит возможность применения его для привода вращения валков станов холодной прокатки труб больших типоразмеров, в которых усилия для перемещения реек составляют значительную величину. Это достигается за счет устранения зазоров в кинематических зве ньях эксцентрика путем затяжки клиньев. На фиг. 1 изображено предложенное устройство для перемещения реек в приво де валков стана холодной прокатки труб ( разрез по приводному валу); на фиг.2 - разрез по А-А на фиг. 1. Устройство для вращения реек в приводе валков стана холодной прокатки труб содержит шарнирно соединенные с рейками 1 щатуны 2, вал 3, связанный с глав ным приводом 4 возвратно-поступательно го перемещения клети 5, и механизм регулирования хода реек. Механизм регулирования хода реек выполнен в виде втулки 6 с клиновидной внутренней поверхностью О. и контактируемых с ней двух клиньев 7 и 8, имеющих привод осевого перемещения, состоящий из винтов 9 и 1 и взаимодействующих с ними гаек 11 и 12. Винты 9 и 10 установлены концентрично с осью вала 3, а гайки 11 и 12 закреплены соответственно в клиньях 7 и 8. На втулке 6 размещены подшипники 1 наружные кольца которых закреплены в щ тунах 2, Устройство работает следующим образом. Вал 3 получает вращение от привода 4 клети 5. При этом установленная на валу эксцентрично относительно его оси втулка 6 с подщипниками 13 обеспечивает возвратно-поступательное перемещение реек 1. Для изменения величины их продольного перемещения в зависимости от маршрута прокатки втулка 6 устанавливается под воздействием клиньев 7 и 8 с различным эксцентриситетом относительно оси вала 3. После того как одним из клиньев, например клином 7, установлена необходимая величина эксцентриситета, вторым клином 8 выбираются зазоры в соединениях втулка 6 - клин 7 - вал 3 - клин 8 - втулка 6 . Таким образом, после затяжки клина 8 втулка 6 и вал 3 представляют собой единое целое, что обеспечивает передачу значительных нагрузок и позволяет повысить быстроходность стана. Предложенное устройство перемещения реек привода вращения валков стана холодной прокатки труб позволяет повысить быстроходность стана и осуществить необходимое перемещение реек на станах больших типоразмеров. Формула изобретения Устройство для перемещения реек в приводе валков стана холодной прокатки труб, содержащее щарнирно соединенные с рейками щатуны, механизм регулирования хода реек и вал, связанный с главным приводом клети, отличающееся тем, что, с целью повыщения нагрузочной способности устройства, часть вала выполнена с прямоугольным сечением и сквозным пазом, а механизм регулирования хода реек - в виде охватывающей эту часть вала втулки с клиновидной внутренней поверхностью и двух клиньев с приводом осевого перемещения, расположенных в указанном пазу и контактирующих с втулкой. Источники информации, принятые во внимание при экспертизе: 1.Патент Англии № 89975О, ВЗМ, 1964 г. 2.Авторское свидетельство СССР, В 21 в 35/10, 1971 г.
Риг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ РЕЕК ЗУБЧАТО-РЕЕЧНОГО ПРИВОДА ВАЛКОВ РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2460597C1 |
| Привод перемещения клети стана холодной прокатки труб | 1976 |
|
SU592472A1 |
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| Рабочая клеть стана холодной прокатки труб | 1984 |
|
SU1215773A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2349400C1 |
| Патрон поворота заготовки стана холодной прокатки труб | 1980 |
|
SU858959A1 |
| Стан холодной прокатки труб | 1987 |
|
SU1419769A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1994 |
|
RU2086319C1 |