11
Изобретение относится к трубопрокатному производству, а именно к клетям для холодной прокатки труб.
Целью изобретения является повышение надежности работы.
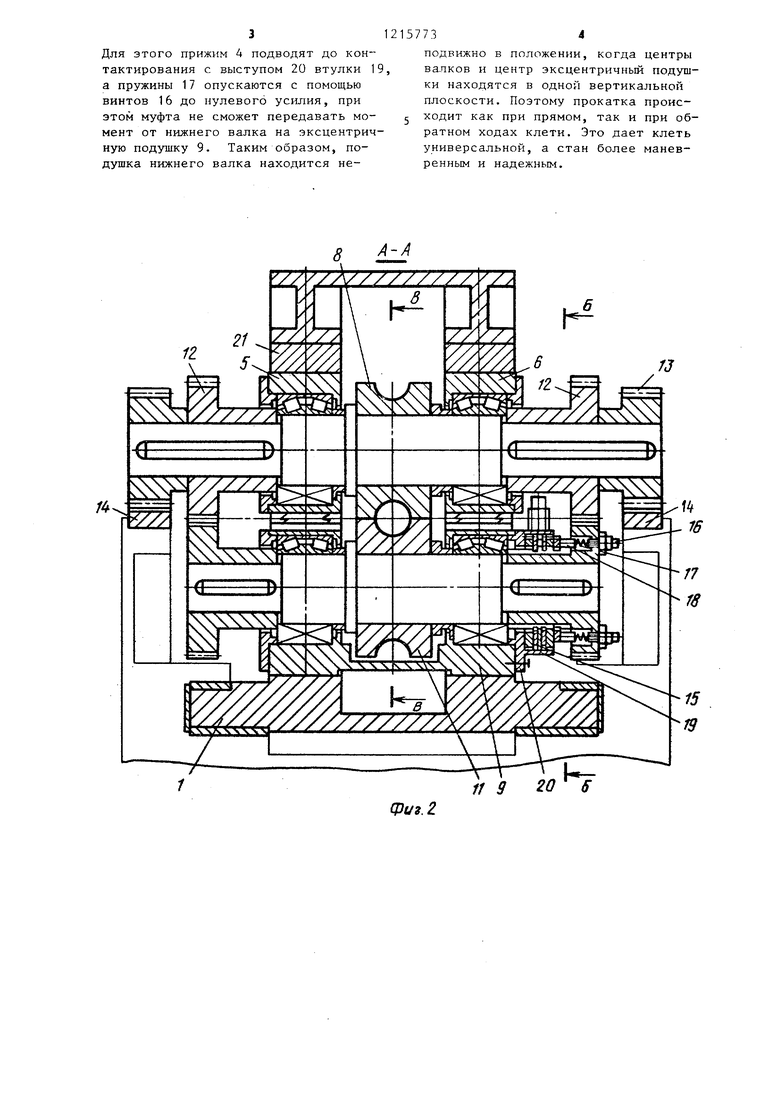
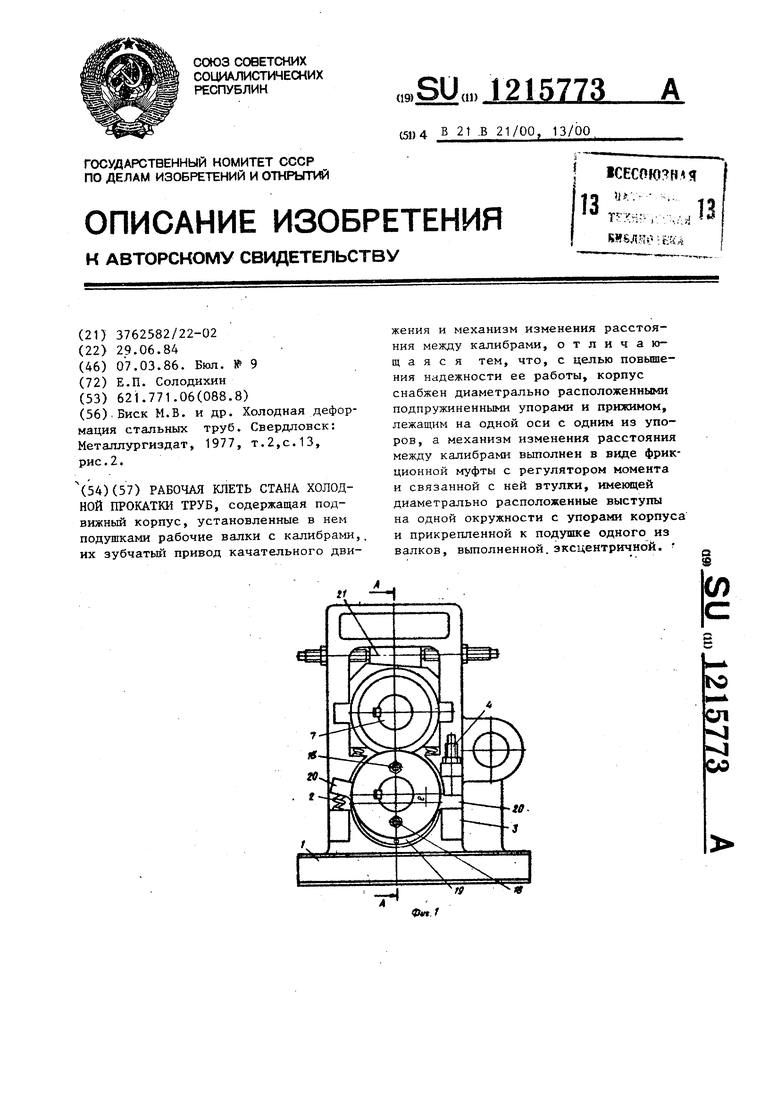
На фиг. 1 изображена рабочая клет стана холодной прокатки труб; на фиг. 2 - разрез А-А на фиг.1; на фиг.З - разрв з Б-Б на фиг.2; на фиг.4 - разрез В-В на фиг. 2, положение валков при прямом ходе клети; на фиг.З - то же, положение валков при обратном ходе клети.
Рабочая клеть содержит подвижный корпус 1 с подпружиненными упорами 2 и 3 и прижимом 4, установленными в нем подшипниковыми подушками 5 и 6 верхний валок 7 с калибром 8 и подушкой 9, выполненной эксцентричной, нижний валок 10 с калибром 11, зубчатый привод их качательного движения в виде передаточных шестерен 12, ведущих шестерен 13 и неподвижных реек 14 и механизм изменения расстояния между калибрами в виде фрикционной муфты 15 с регулятором момента состоящим из регулировочных винтов 16, пружин 17 и штоков 18, связанных .с одними дисками муфты, и втулки 19, имеющей диаметрально расположенные выступы 20, лежащие на одной окружности с подпружиненными упорами корпуса, прикрепленной к подушке нижнег валка одной стороной и связанной с другой стороны с дисками гуфты, и клиновый механизм 21 вертикгшьного перемещения верхнего валка.
Устройство работает следующим
образом.
j
Для работы клети без прокатки при обратном ходе прижим 4 выводится из контакта с одним выступом 20 втулки 19. Так как усилие упругого элемента упора 2 превьш1ает усилие упругого элемента упора 3, то первый, воздействуя на другой выступ 20 втулки 19, связанной с эксцентричной подушкой 9, разворачивает ее до контакта выступа с упором 2. При этом центры рабочих валков 7. 10 и центр эксцентричной подушки 9 находятся в одной вертикальной плоскости. Фрикционная муфта 15 настраивается с помощью регулировочных винтов 16, пружин 17 и штоков 18 на такой момент, чтобы его хватило совместно с моментом, создаваемым упругим элементом упора 2, на преодоление момента, действую7732
щего через втулку 19 на эксцентричную подушку 9 со стороны упругого элемента упора 3, Настройка калибров 8 и 11 на прокатку в вертикальной плоскости
5 осуществляется с помощью клинового механизма 21 вертикального перемещения верхнего валка 7. При прямом ходе клети (фиг.4) корпус 1 перемещается поступательно по направлению прокатO ки от привода стана (не показан); ведущие шестерни 13, контактируя с неподвижными рейками 14, сообщают верхнему рабочему валку 7 вращение, которое через передаточные шестерни
5 12 передается нижнему рабочему валку 10, Калибры осуществляют деформацию трубной заготовки (показано тонко) . При этом так как момент, переда- ваемый от нижнего валка через фрикци0 онную муфту 15 на эксцентричную подушку 9 нижнего валка направлен в сторону момента, создаваемого на подушке упругим элементом упора 2, то выступ втулки прижимается к упору
5 3 с еще большей силой, в связи с чем смещение центра нижнего рабочего валка исключено, и процесс деформации заготовки осуществляется как обычно. При обратном ходе клети (фиг.5)
0 корпус 1 перемещается против направления прокатки, в связи с чем и направление вращения валков 7 и 10 по отношению к прямому ходу также изменяется на противоположное. В этом
с случае шестерня 12 нижнего валка через фрикционную муфту 15 и втулку 19 переда.ет момент, направленный в сторону, противоположную направлению момента от упругого элемента упора 2,
Q на эксцентричную подушку 9, и так как его величина совместно с величиной момента от упругого элемента упора 3 больше величины момента от упругого элемента упора 2, то подушка 9
., разворачивается по направлению вращения нижнего залка до контактирования выступа 20 с упором 2, При этом нижний валок за счет эксцентриситета I опускается и между поверхностью
50
ручья его калибра и поверхностью трубы появляется зазор 5 , в связи с чем деформации металла не происходит.
Таким образом, в данном случае происходит прокатка только при пря- мои ходе рабочей клети.
Вместе с тем, предлагаемая рабочая клеть может быть использована и для прокатки при обратном ходе.
3
Для этого прижим 4 подводят до контактирования с выступом 20 втулки а пружины 17 опускаются с помощью винтов 16 до нулевого усилия, при этом муфта не сможет передавать момент от нижнего валка на эксцентричную подушку 9. Таким образом, подушка нижнего валка находится не
подвижно в положении, когда центры валков и центр эксцентричный подушки находятся в одной вертикальной плоскости. Поэтому прокатка происходит как при прямом, так и при обратном ходах клети. Это дает клеть универсальной, а стан более маневренным и надежным.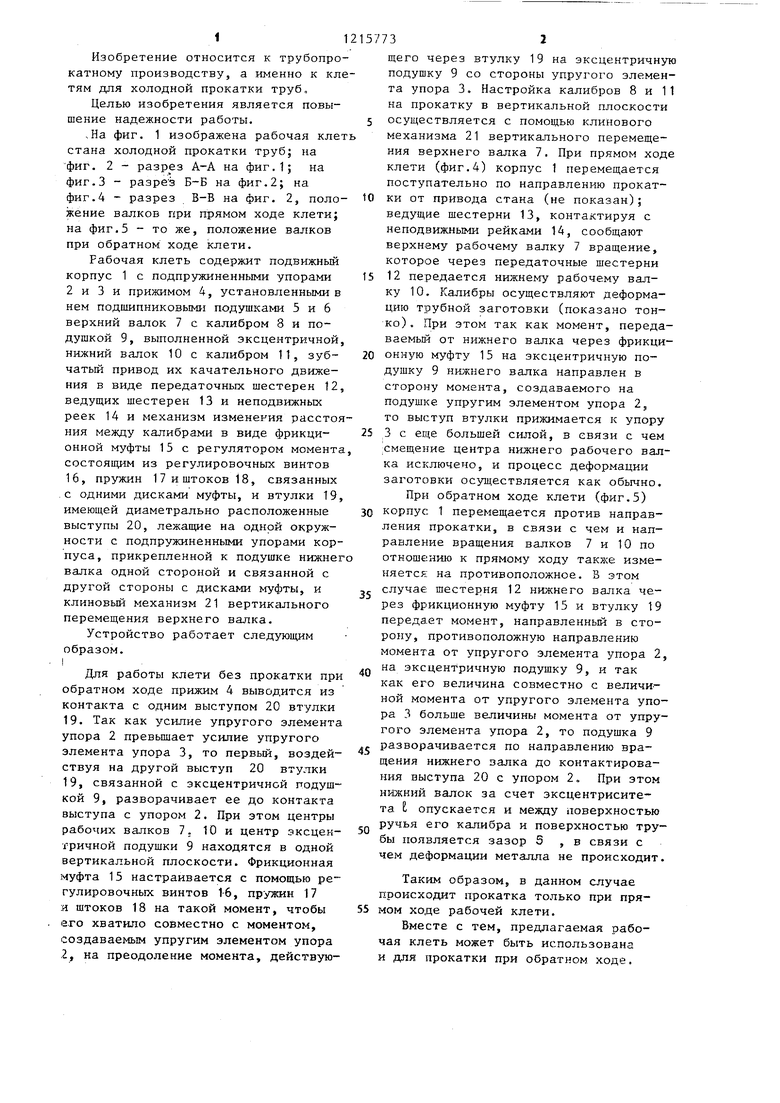
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Валок | 1988 |
|
SU1547897A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| КЛЕТЬ ПРОКАТНОГО СТАНА С ТРЕМЯ РАБОЧИМИ ВАЛКАМИ | 2013 |
|
RU2613777C9 |
| Клеть прокатного стана | 1982 |
|
SU1087220A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
/J
Фиг. 2
Фиг.З
О-В
фиг.4
ФНИИПИ Заказ 930/8 Тираж 518 Подписное Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
фиг 5
| Биск М.В | |||
| и др | |||
| Холодная деформация стальных труб | |||
| Свердловск: Металлургиздат, 1977, т.2,с.13, рис.2 | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| их зубчатый привод качательного движения и механизм изменения расстояния между калибрами, отличающаяся тем, что, с целью повышения надежности ее работы, корпус снабжен диаметрально расположенными подпружиненными упорами и прижимом, лежащим на одной оси с одним из упоров , а механизм изменения расстояния между калибрами выполнен в виде фрикционной муфты с регулятором момента и связанной с ней втулки, имекяцей диаметрально расположенные выступы на одной окружности с упорами корпуса и прикрепленной к подушке одного из валков, выполненной.эксцентричной | |||
| kn Фм V | |||
