26
со
О)
со
и шестерни 8 tr 9. Привод перемещения клети имеет два планетарно-кри- вошипных преобразователя 10 и 11 непрерывного вращения, включаюгцие колеса 12 и 13 внутреннего зацепления водила 14 и 15, сателлиты 16 и 17 и приводной вал 22 с шестернями. На валу каждого сателлита расположены выступы 18 и 19 и противовесы 20 и 21. Валки имеют на конце цапфы 24. В выступах валков сателлитов 16 и 17 выполнены отверстия, в которьк на подшипниках 25 установлены цапфы 24. Водила на подшипниковых опорах смонтированы в общем корпусе 2f. так что ось зубчатого колеса 12 соосна
с осью валка 2, а ось зубчатого колеса 13 соосна с осью валка 3 при установке палковой клети в среднее положение. При возвратно-поступательном перемещении клети шестерни 8 и 9 валков обкатываются по рейкам 6 и 7, в результате чего обеспечивается воэ- вратно-качятельный поворот валков.-В связи с тем, что цапфы валков не находятся на одной прямой линии, валковая клеть однозначно ориентирована в пространстве в процессе как прямого, так и обратного ходов клети, поэтому не требуется применение дополнительных направляю1цих ориентирующих клеть в пространстве. 2 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Привод стана холодной прокатки труб | 1987 |
|
SU1482741A1 |
| Привод перемещения клети стана холодной прокатки труб | 1989 |
|
SU1720767A1 |
| Привод стана холодной прокатки труб | 1983 |
|
SU1152674A1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| Стан холодной прокатки труб переменного сечения | 1987 |
|
SU1496849A1 |
| Стан холодной прокатки труб | 1986 |
|
SU1375362A1 |
| Трехвалковая клеть стана холодной прокатки труб | 2018 |
|
RU2694440C1 |
| Привод стана холодной прокатки труб | 1991 |
|
SU1804352A3 |
| Привод клети стана холодной прокатки труб | 1989 |
|
SU1729637A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ КОРЖОВА Н.Н. | 1992 |
|
RU2061565C1 |
Изобретение относится к трубопрокатному производству и может быть использовано при периодической холодной прокатке труб. Цель изобретения- повыгаение быстроходности за счет уменьшения веса подвижных частей. Стан холодной прокатки содержит рабочую валковую клеть 1 с валками 2 и 3. Зубчато-реечный механизм поворота валков 4 и 5 включает рейки 6 и 7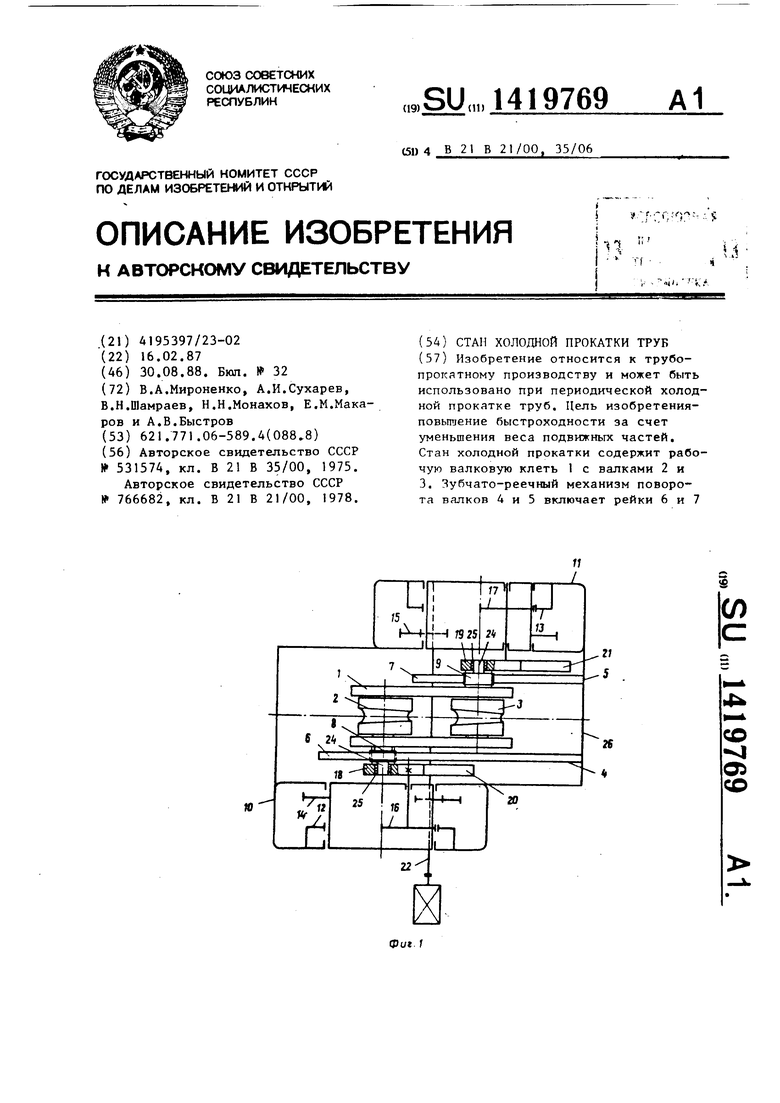
1
Изобретение относится к трубопрокатному производству, преимущественно к холодной прокатке труб, и касается усовершенствования станов холодной прокатки.
Целью изобретения является повышение быстроходности за счет уменыче- ния веса подвижных частей.
На фиг. 1 изображен стан ХПТ, кинематическая схема; на фиг. 2 - то же, поперечный разрез по планетарно- кривошипному преобразователю непрерывного вращения.
Стан холодной прокатки труб состоит из рабочей валковой клети 1 с валками 2 и 3, зубчато-реечного механизма поворота валков 4 и 5, включающего рейки 6 и 7 и шестерни 8 и 9 на осях валков и привод перемещения клети с двумя планетарно-кривошипными преобразователями 10 и 11 непрерывного вращения, включающими колесами 12 и 13 внутреннего зацепления, водила 14 и 15,сателлиты 16 и 17, на валу каждого из которых расположены выступы 18 и 19 и противовесы 20 и 21 и приводной вал 22 с шестернями 23. Валки имеют на концах осей цапфы 24, на которых установлены подшипники 25. На выступах валов сателлитов выпол- нены отверстия, которыми выступы валов соединяются с цапфами. Водила на подшипниковых опорах смонтированы в общем корпусе 26 таким образом, что
ось зубчатого колеса 12 соосна с осью одного валка 2, а ось зубчатого колеса 13 соосна с осью другого валка 3 при установке рабочей валковой клети 5 в среднее положение.
Устройство работает следующим образом.
Вращение электродвигателя передается приводному валу 22 и через ше- стерни 23 во вращение приводятся водила 14 и 15, при этом за один оборот водила сателлиты 16 и 17 совершают два оборота, а отверстия на выступах 18 и 19 перемещаются возвратно-поступательно по прямой линии .параллельной оси прокатки на один цикл. Цапфы 24, закрепленные в отверстиях выступов, перемещаются возвратно-поступательно вместе с валками 2 и 3, а также рабочей валковой клетью 1, При возвратно-поступательном пере- меш,ении валков шестерни 8 и 9 обкатываются по рейкам 6 и 7 в результате чего обеспечивается возвратно-поступательное вращение валков.
В связи с тем, что цапфы на концах валков 2 и 3 не находятся на одной прямой линии, валковая клеть однозначно ориентирована в пространстве в процессе как прямого, так и обратного хода валковой клети, поэтому в валковой клети не требуется применение дополнительных направляющих, ориентирующих клеть в пространстве.
0
5
0
3
Предлагаемый стан холодной прокатки труб по сравнению с известными позволяет повысить быстроходность стана на 3-5% за счет уменьшения массы подвижных частей рабочей клети на 15- 207,, а также позволяет также сократить трудозатраты на изготовление.
формула изобретения
Стан холодной прокатки труб, содержащий рабочую валковую клеть, ее привод перемещения с двумя планетап-,Ф1Л 7
ю
197694
но-кривошипными преобразователями непрерьшного вращения, каждый из которых имеет колесо внутреннего зацепления, водило и сателлит, на валу которого расположены противовес и выступ с отверстием и зубчато-реечный механизм поворота валков, отличающийся тем, что, с целью повышения быстроходности за счет уменьшения веса подвижных частей, вал сателлита соединен с валком через размещение в отверстии выступа вала цап(}ы валка.
| Привод клети стана холодной прокатки труб | 1975 |
|
SU531574A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Привод перемещения клети стана холодной прокатки труб | 1978 |
|
SU766682A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
