1
Изобретение относится к автоматизации прокатного производства, в частности к регулированию натяжения и толщины полосы на непрерывном прокатном стане.
Наиболее близким к описанному изобретению по технической сущности и до стигаемому результату является устройство 1 для автоматического регулирования натяжения и толщины полосы на непрерывном прокатном стане, содержащее измеритель отклонения натяжения, соединенный через регуляторы натяжения со входами системы управления положением нажимного механизма последующей клети, системы управления скоростью приводных двигателей предыдущей клети, выход регулятора натяжения предыдущей клети через вычислительный блок соединен со входом системы управления положением нажимного механизма этой же клети.
Воздействие на нажимные механизмы клетей компенсирует изменение натяжения полосы в предыдущем межклетьевом
промежутке, вызванное изменением скорости предыдущей клети данного промежутка. Связь измерителя отклонения натяжения полосы через регулятор с приводhiiM двигателем предыдущей клети, а также с двигателем нажимного устройства этой клети применяется во всех межклетьевых промежутках, в том числе и в первом промежутке стана. В первом межклетьевом промежутке воздействие измерителя отклонения натяжения полосы через регулятор на скорость первой клети приводит к изменению толщины полосы в валках второй клети. Воздействие измерителя отклонения натяжения полосы через регулятор на нажимное устройство первой клети в данном случае служит для компенсации указанного изменения толщины полосы. Но компенсирующее изменение толщины полосы, происходит в зеве валков первой клети и доходит до второй клети стана с транспортным запаздыванием, равным времени перемещения участка полосы из валков первой клети и валки второй клети. Следовательно, в течение времени транс-
портного запаздывания на выходе второй клети имеет место отклонение толщины полосы от заданной.
Расположенный во входной зоне стана регулятор толщины полосы по сигналу измерителя толщины полосы, установленного на выходе второй клети, воздействием на скорость первой клети отрабатывает это отклонение толщины полосы, изменяя скорость первой клети.
Существенным недостатком извест1е1о го устройства является то, что с изменением скорости первой (предыдущей) клети изменяется натяжение полосы в первом межклетЬевом промежутке, что приводит к появлению отклонения толщины полосы от заданной на выходе второй (последующей)- клети.
Целью изобретения является уменьшевне разнотолшиннисти полосы и повышение ее качества.
Для этого про.шшгаемое устройство дополнительно содержит блок регулируемого запаздывания, вход которого соединен с выходом регулятора натяжения предыдущей клети, а его выход - со входом систмы управления скоростою приводных двиг-ателей этой же клети.
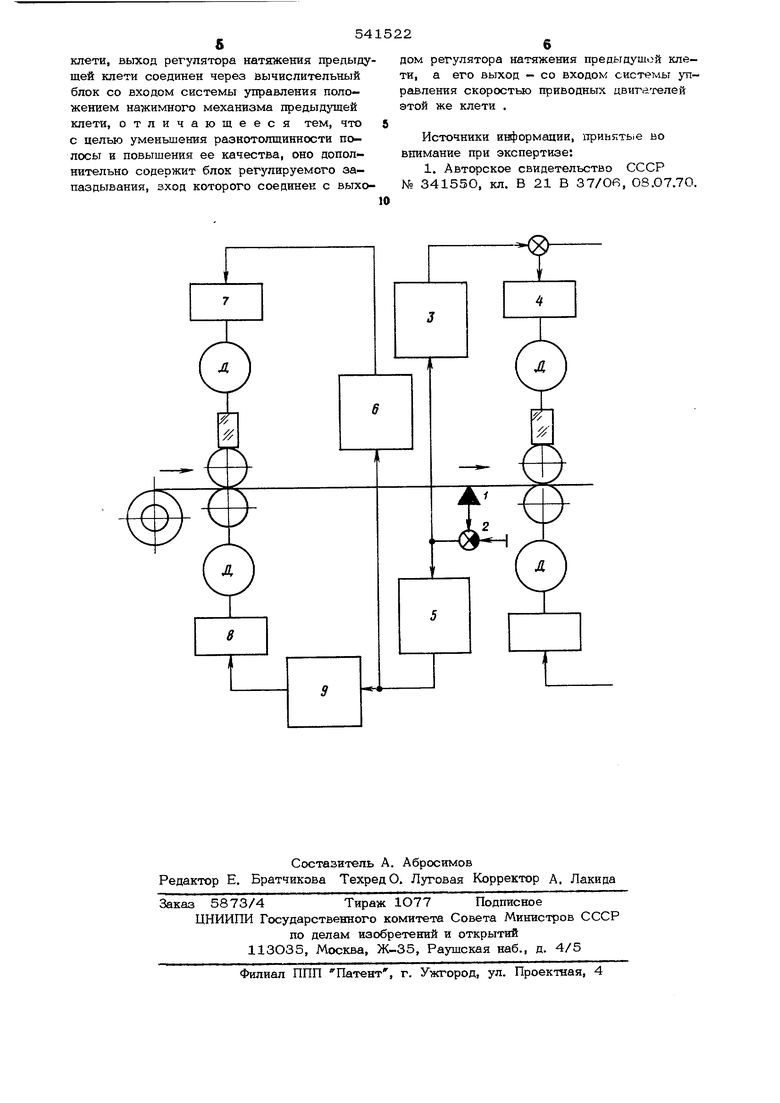
На чертеже прттведена блок-схема предложенного устройства для автоматического регулирования натяжения и тощины полосы ка Henpepf прокатном стане.
Устройство соаоржит измеритель 1 натяжения полосы первом межклетьевом проме7кутке, котооьгй через задатчик 2 и через регулятор 3 натяжения подключен к системе 4 управления положением нажимного механизма последующей клети а через регулятор 5 натяжения и вычислительный блок е - к системе 7 управления положением нажимного механизма предыдущей клети. РЗьтход регулятора 5 соединен со вхолол системы 8 управления скоростью приводных двршателей предыдущей клети через блок 9 регулируемого запаздывания.
Изменение скорости предыдущей клети с помощью регулятора 5 с целью регулирования натяжения полосы в первом межклетьевом промежутке приводит к изменению секундного объема металла, задаваемого в стан. Это приводит к изменению толщины полосы на выходе последующей клети стана. Чтобы скомпенсировать изменение толщины, вызванное действием регулятора 5, выходной сигнал регулятора 5 подается через вычислительный блок 6 на систему 7 управления положением нажимного механизма предыдущей клети ,Изменение положения нажимного механизма предыдущей клети приводит к изменению толщины полосы на выходе предыдущей клети.
Вычислительный блок 6 корректирует
коэффициент усиления по каналу воздействия па нажимной механизм предыдущей клети, обеспечивая равенство: Ah К дП,
i
где Д - изменение толщины полосы на выходе последующей клети под действием регулятора 5 натяжения;
К - коээфициент, учитывающий обжа-
тие полосы в последующей клети;
utl - изменение толщины полосы на выходе предыдущей клети под действием регулятора 5.
Чтобы обеспечить постоянство толщипы полосы после последующей клети стана, сигнал с регулятора 5 должен подаваться на систему 8 управления скоростью приводных двигателей предыдущей клети через блок 9 регулируемого запаздывания.
Время запаздывания блока определяется соотношением
,,,-i,,)
t - ±Ji V,
где t - время перемещения участка полосы из валков предыд тлей клети;
- время запаздывания от момента подачи стенала на вход системы 7 управления до момента изменения толщины полосы на выходе предыдущей клети;
, - время запаздывания от момента подачи сигнала на вход системы 8 управления до момента изменения толщины полосы на выходе последующей клети; Ь ц - расстоягние между клетями; V - скорость полосы на выходе предыдущей клети.
Таким образом, предложенное устройство позволяет уменьщить разнотолщинность полосы и повысить ее качество.
Формула изобретения
50
Устройство для автоматического регулирования натяжения и толдины полосы на непрерывном прокатном стане содержащее измеритель отклонения натяжения, соединенный через задатчик натяжения со входом регуляторов натяжения предыдущей и последующей клетей,выход регулятора натяжения последующей клети соединен через блок сравнения со входом системы управления
положением нажимного механизма этой
клети, выход регулятора натяжения предыдущей клети соединен через вычислительный блок со входом системы управления положением нажимного механизма хфедыдущей клети, отличающееся тем, что с целью уменьшения разнотолщинности полосы и повышения ее качества, оно дополнительно содержит блок регулируемого запаздывания, зход которого соединен с выходом регулятора натягжения предыдушой клети, а его выход - со входом системы управления скоростью приводных двигателей этой же клети .
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 341550, кл. В 21 В 37/Ов, OS.07.7O.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Устройство для стабилизации межклетевого натяжения полосы | 1982 |
|
SU1065052A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1982 |
|
SU1065051A1 |
| РЕГУЛЯТОР МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ ДЛЯ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2002 |
|
RU2235613C2 |
| Устройство для регулирования натяжения полосы | 1973 |
|
SU472708A1 |
| Устройство регулирования толщины полосы на концах холоднокатаных рулонов | 1978 |
|
SU738709A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ ПРОКАТНОМ CTAHF | 1973 |
|
SU385640A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 1973 |
|
SU396137A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для регулирования толщины полосы на непрерывном стане | 1979 |
|
SU772634A1 |
