1
Известно устройство для регулирования толщины полосы по сигналу возмущения по толщине полосы с выхода измерителя толщины за первой клетью с воздействием на изменение скорости первой клети через блок регулируемого запаздывания. Оно содержит каналы управления скоростью валков клетей, включающие измеритель отклонения толщины полосы в одном из межклетьевых промежутков, соединенный с блоками управления скоростью валков, и канал согласованного воздействия на скорости валков предыдущих клетей относительно измерителя отклонения толщины, включающий этот измеритель, соединенный с блоком регулируемого запаздывания. Оно характеризуется ограниченным пределом управления толщиной полосы. Как показывает опыт, реально встречающиеся большие возмущения по толщине полосы (10- 15% и более) обычно не могут быть полностью компенсирова-ны путем изменения натяжения только в одном межклетьевом промежутке.
Для расщирения пределов регулирования, компенсации сигнала помехи в описываемое устройство дополнительно введены блок регулируемого запаздывания, сумматор, блок зоны нечувствительности и интегратор, выход которого через дополнительный блок регулируемого запаздывания присоединен ко входам
систем управления скоростью валков всех клетей от первой до следующей за измерителем толщины включительно, вход интегратора соединен с выходом блока зоны нечувствительности, вход которого соединен с выходом сумматора и через блок регулируемого запаздывания со входами систем управления скоростью валков всех предыдущих относительно измерителя толщины клетей, ко входам сумматора присоединены выход интегратора и выход задатчика толщины.
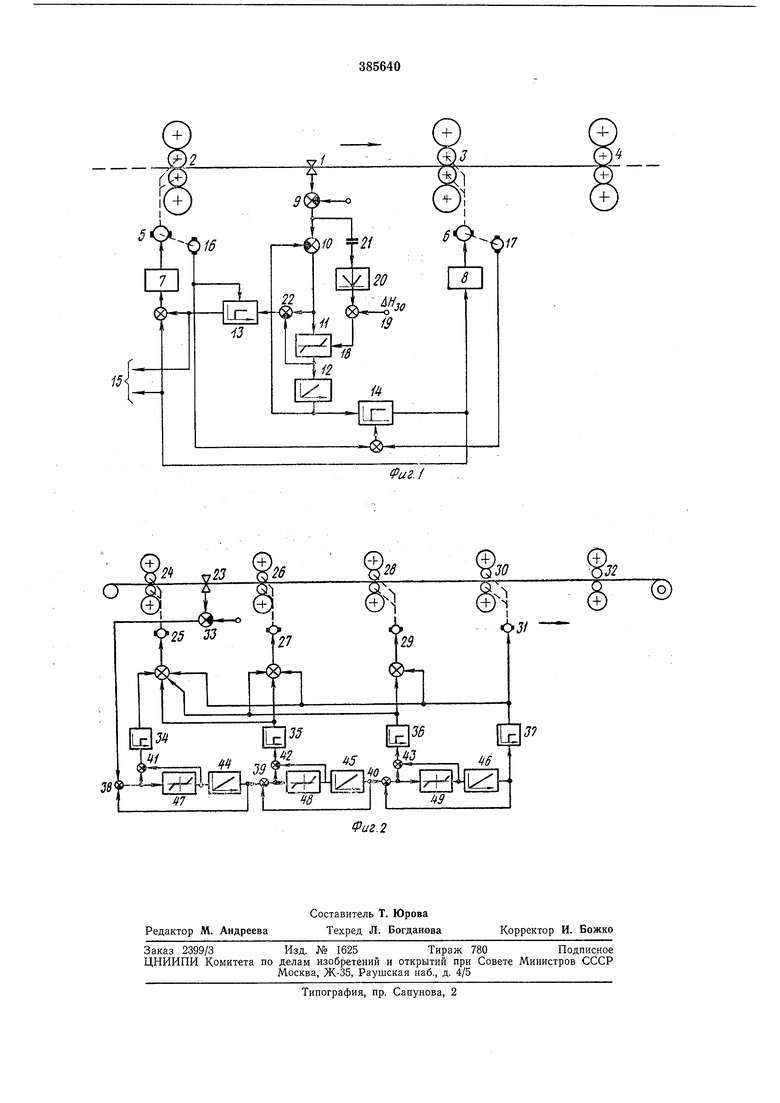
На фиг. 1 показано описываемое устройство в ОДНОМ1 из вариантов выполнения;, на фиг. 2 - то же, для пятиклетьевого стана.
Измеритель толщины / установлен за одной из первых клетей 2 стана, а за измерителем толщины - клети 3 i 4. Привод валков клетей 2 VI 3 осуществляется соответственно от электродвигателей 5, 6, управляемых от систем управления скоростью 7 и 8. Сигнал с выхода задатчика толщивы 9 поступает на вход сумматора 10, выход которого через блок зоны нечувствительности 11 соединен со входом интегратора 12. Сигналы на входы систем управления скоростью приводных двигателей валков подаются через блок регулируемого запаздывания 13 и дополнительный блок регулируемого запаздывания 14. Сигналы 15 поступают на входы систем управления скоростью приводных двигателей валков предыдущих клетей стана (на чертежах не показан) Управление временем заназдывання блоков 13 и 14 осуществляется сигналами с тахогенераторов 16 и 17. Управление величиной зоны нечувствительности блока 11 производится по входу 18 установочными сигналами 19 и сигналом с выхода измерителя амплитуды 20, вход которого через конденсатор 21 соединен с выходом задатчика 9. Выход сумматора 10 подключен также ко входу сумматора 22.
Вариант устройства для пятиклетьевого стана (см. фиг. 2), измеритель толщины 23 установлен за первой клетью 24. Электропривод совместно с системой управления скоростью валков первой клети условно изображен в виде двигателя 25, аналогично изображены вторая клеть 26 с системой управления скоростью валков 27, третья клеть 28 с системой управления 29, четвертая клеть 30 с системой управления 31 (система управления скоростью пятой клети 32 на фиг. 2 не показана).
Сигнал отклонения толщины полосы формируется на выходе задатчика 33. Сигналы управления, изменяющие скорости валков, формируются на выходе блоков регулируемого запаздывания 34, 35, 36 и 37. Сигналы на входах блоков регулируемого запаздывания формируются схемами, состоящими из сумматоров 38, 39, 40, 41, 42 и 43 интеграторов 44, 45 к 46 я блоков зоны нечувствительности 47, 48 и 49. Цепи управления временем запаздывания блоков регулируемого запаздывания, а также цепи управления величиной зоны нечувствительности блоков зоны нечувствительности выполнены так же, как в варианте устройства, показанном на фиг. 1.
Устройство работает следующим образом. Сигнал возмущения по толщине с выхода задатчика 9 через сумматоры 10 и 22, блок регулироваемого запаздывания 13 вызывает согласованное изменение скорости валков клети 2 и всех предыдущих клетей, на которые воздействует сигнал 15. Это приводит к изменению натяжения между клетями 2 vi 3, обеспечивающему компенсацию возмущения по толщине в валках клети 3. Если амплитуда возмущения не превыщает величины зоны нечувствительности блока 11, то сигнал на выходе интегратора 12 отсутствует и дополнительного воздействия через блок 14 не происходит. Если амплитуда возмущения превыщает величину зоны нечувствительности блока 11, то на выходе интегратора 12 возникает сигнал, величина которого, благодаря наличию обратной связи с выхода интегратора 12 на вход сумматора 10, с незначительным отставанием во времени равна (или пропорциональна) превыщению амплитуды возмущения над величиной зоны нечувствительности блока 11. Сигнал с выхода интегратора 12 через дополнительный блок -регулируемого запаздывания 14 осуществляет согласованное воздействие на скорости валков клетей 2, 3 и всех предыдущих, вызывающее изменение натяжения полосы между клетями 3 и 4, которое обеспечивает компенсацию в валках клети 4 той доли возмущения по толщине, которая не была скомпенсирована в валках клети 3. Поскольку компенсация возмущения по толщине происходит в валках двух клетей (клети 3 к 4), процесс компенсации сопровождается меньщим изменением межклетьевых натяжений, по сравнению со случаем компенсации возмущения только в одной клети (клеть 5). В результате этого устройство обеспечивает расщирение пределов управления толщиной полосы.; Как правило, сигнал возмущения на выходе задатчика 9 содержит периодическую составляющую, обусловленную эксцентриситеTOMI опорных валков предыдущих клетей (главным образом первой), валков стана горячей прокатки, а также другими причинами. Если амплитуда периодической составляющей
не превышает величины зоны нечувствительности блока 11, то сигнал на выходе интегратора 12 практически содержит только медленно составляющие возмущения; периодическая составляющая почти полностью выделяется на
выходе сумматора 10 и, следовательно, отрабатывается в валках ближайшей к измерителю толщины 1 клети 3. При этом возможно наиболее точное соответствие времени блока регулируемого запаздывания 13 требуемому
времени перемещения металла от измерителя 1 до валков клети, в которых происходит компенсация возмущения, что имеет существенное значение при компенсации периодической составляющей.
Величина зоны нечувствительности блока 11 определяется сигналом по входу 18. Этот сигнал равен сумме некоторого установочного значения (ДНзо) и сигнала с выхода измерителя амплитуды 20. Благодаря конденсатору
21 на выходе измерителя 20 выделяется переменная составляющая возмущения, обеспечивающая автоматическое увеличение зоны нечувствительности блока П при наличии периодической составляющей возмущения.
Описанный узел обеспечивает полную компенсацию периодической составляющей возмущения валками клети даже в том случае, если амплитуда этой составляющей превышает заданную величину зоны нечувствительности блока 11.
Сумматор 22 служит для компенсации сигнала помехи, поступающего на вход блока запаздывания 13, при выходном сигнале сумматора 10, превыщающем ширину зоны нечувствительности блока 11.
Возможно распределение управляющего воздействия на изменение натяжений во всех межклетьевых промежутках пятиклетьевого стана (cMi. фиг. 2). Сигнал возмущения, измеренного измерителем толщины 23, снимается с выхода задатчика 33. Если амплитуда этого сигнала- не превышает зоны нечувствительности сумматора 41, то компенсация возмущения происходит в валках клети 26 (второй), благодаря воздействию на скорость первой клети 24 через блок регулируемого запаздывания 34 и систему управления скоростью
25.Если амплитуда возмущения на выходе задатчика 33 превышает величину зоны нечувствительности блока 47 на величину, меньшую зоны нечувствительности блока 48, то часть возмуш,ения, соответствуюш,ая зоне блока 47, компенсируется в валках второй клети
26,как описано выше, а оставшаяся часть - в валках третьей клети 28. Дополнительное воздействие при этом осуш,ествляется через блок регулируемого запаздывания 35 на скорости первой и второй клетей 24 и 26. При еш,е большей амплитуде возмуш,ения вступает в действие интегратор 45, и через блок регулируемого запаздывания 36 осуществляется воздействие на скорости клетей 24, 26 и 28, а компенсация доли возмущения, превышающей сумму зон нечувствительности блоков 47, 48, 49, компенсируется в валках последней клети путем воздействия на скорости первых четырех клетей 24, 26, 28 и 30 через блок регулируемого запаздывания 37.
Воздействие на скорости валков клетей как для устройства, приведенного- на фиг. 1, так и для устройства, показанного на фиг. 2, осуществляется с использованием обычных канаЛО|В коррекции (деление на заданную толщину и умножение на скорость двигателя каждой клети). Кроме того, воздействие на натяжение полосы можно осуществлять не только путем изменения скорости группы предыдущих относительно данного промежутка клетей, но также путем изменения скорости группы последующих клетей или одновременно обоими способами.
Предмет изобретения
I. Устройство для автоматического регулирования толщины полосы на непрерывном
прокатном стане, содержащее каналы управления скоростью валков клетей, включающие измеритель отклонения толщины полосы в одном из межклетьевых промежутков, соединенный с блоками управления скоростью валков, и канал согласованного воздействия на скорости валков предыдущих клетей относительно измерителя отклонения толщины, включающий упомянутый измеритель, соединенный с
блоком регулируемого запаздывания, отличающееся тем, что, с целью расширения пределов регулирования, устройство снабжено дополнительным каналом воздействия на скорости валков клетей, состоящим из цепи, подключенной к выходу измерителя отклонения толщины и содержащей сумматор, блок зоны нечувствительности и интегратор, соединенные последовательно и охваченные обратной связью, и дополнительного блока регулируемого запаздывания, подключенного к интегратору и блокам управления скоростью валков всех предшествующих измерителю отклонения толщины клетей, а также следующей за ним, причем выход сумматора упомянутой цепи подключен к блоку регулируемого запаздывания.
2. Устройство по п. 1, отличающееся тем, что, с целью компенсации сигнала помехи, в него введен дополнительный сумм1атор, ко
входам которого подключен сумматор и блок
зоны нечувствительности упомянутой цепи, а
выход - к блоку регулируемого запаздывания.
3. Устройство по пп. 1 и 2, отличающееся
тем, что, с целью расширения пределов регулирования без увеличения межклетьевых натяжений полосы, каждая клеть стана, кроме последней, снабжена упомянутым дополнительным каналом воздействия на скорости валков клетей, причем выход интегратора в
дополнительном канале предыдущей клети подключен к сумматору дополнительного канала последующей клети.
SZJ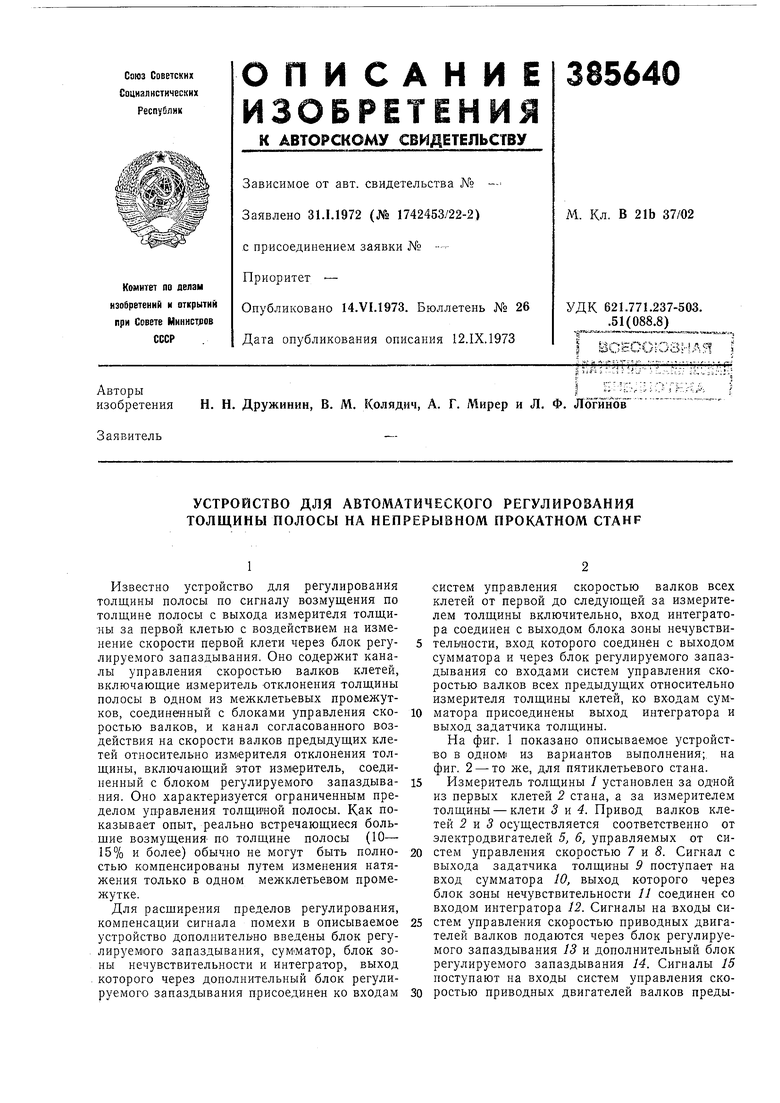
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| Устройство для регулирования толщины полосы на непрерывном стане | 1979 |
|
SU772634A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| УСТРОЙСТВО КОРРЕКЦИИ для СИСТЕМЫ АВТОМАТИЧЕСКОГО | 1972 |
|
SU328961A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане холодной прокатки | 1991 |
|
SU1827304A2 |
| Устройство для автоматического регулирования натяжения и толщины полосы на непрерывном прокатном стане | 1975 |
|
SU541522A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Устройство автоматического регулирования толщины полосы на прокатном стане | 1990 |
|
SU1710158A1 |
| Устройство для регулирования натяжения полосы на непрерывном прокатном стане | 1980 |
|
SU942841A1 |
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |