1
Изобретение относится к автоматизации непрерывных листовых станов, а точнее для станов холодной прокат.ки, и может быть использовано в системах регулирования толщины прокатываемого листа во входной зоне стана.
Известно устройство для регулирования ТО.П1ДИНЫ полосы на непрерывном стане, использующее сигнал по возмущению во входной зоне стана и содержащее измеритель и задатчик толщины, блок регулируемого запаздывания, выход которого присоединен к приводному двигателю первой клети и к системе регулирования натяжения в первом промежу т к е i 1.
Известно также устройство, использующее сигнал по возмущению, замеренный после второй клети, с воздействием на изменение скорости приводных двигателей первой и второй клетей одновременно 2.
Недостатками известных устройств является то, что в процессе регулирования толщины полосы происходит изменение натяжения полосы в соседних промежутках по направлению прокатки. Это вносит дополнительное изменение толщины полосы на выходе стана, что снижает точность регулирования.
Наиболее близко по технической сущности и достигаемому результату 5 к предлагаемому Устройство, использующее сигнал, пропорциональный возмущению по толщине полосы во входной зоне стана, с возведением на скорость приводных двигателей всех предыдущих клетей и одной последующей относительно места измерения возмущения, причем эти воздействия направлены в противоположные стороны,так при торможении предыдущих клетей последующая клеть разгоняется, и наоборот. Устройство содержит измеритель толщины, источник сигнала задания толщины, первый злемент сравнения, блок регулируемого запаздывания,системы управления приводными двигателями клетей, причем выход измерителя толщины соединен с первым входом первого элемента сравнения, второй. Вход которого соединен с источником
25 сигнала задания толщины, выход первого элемента сравнения соединен со входом блока регулируемого запаздывания з.
Недостаток известного устройства
30 для регулирования то.тцины заключается в том, что требуемый коэффициент усиления по каналу воздействия на изменение скорости приводного двигателя последующей клети зависит от сортамента прокатываемой полосы и условий прокатки, в силу чего не удается обеспечить независимость натяжения в последующем промежутке от места измерения возмущения, а следовательно, и толщины полосы на выходе стана от возмутдения во входной зоне стана во всех режимах прокатки.
Цель изобретения - повышение точности компенсации разнотолщинности полосы и улучшение ее качества.
Поставленная цель достигается тем, что устройство для регулирования толщины полосы, содержащее измеритель толщины, источник сигнала задания толщины, первый элемент сравнения, блок регулируемого запаздывания, системы управления приводными двигателями клетей, причем выход измерителя толщины соединен с первым входом первого элемента сравнения, второй вход которого соединен с.источником сигнала задания толщины,выход первого элемента сравнения соединен со.входом блока регулируемого запаздывания, дополнительно содержит в последующем относительно места установки измерителя толщины межклетьевом промежутке измеритель натяжения, второй элемент сравнения, источник сигнала задания натяжения, два блока умножения, интегратор, инвертор, причем первый и второй входы второго элемента сравнения соединены соответственно с выходом измерителя натяжения и с источником сигнала задания натяжения, выход второго элемента сравнения соединен с первым входом первого блока умножения, выход которого соединен со входом интегратора, выход интегратора соединен с первым входом второго блока умножения, вторые входы первого и второго блоков умножения соединены с выходом блока регулируемого запаздывания, выход которого соединен также со входами систем управления приводными двигате. лями клетей, предшествующих месту установки измерителя толщины, выход второго блока умножения соединен со входом инвертора, выход которого соединен со входом системы управления приводными двигателями клети, следующей за местом установки измерителя толщины.
Такое конструктивное выполнение регулятора толщины полосы обеспечит независимость, с точностью до ошибки регулирования, толщины и натжения полосы в последующих клетях от замеренного возмущения по толщин
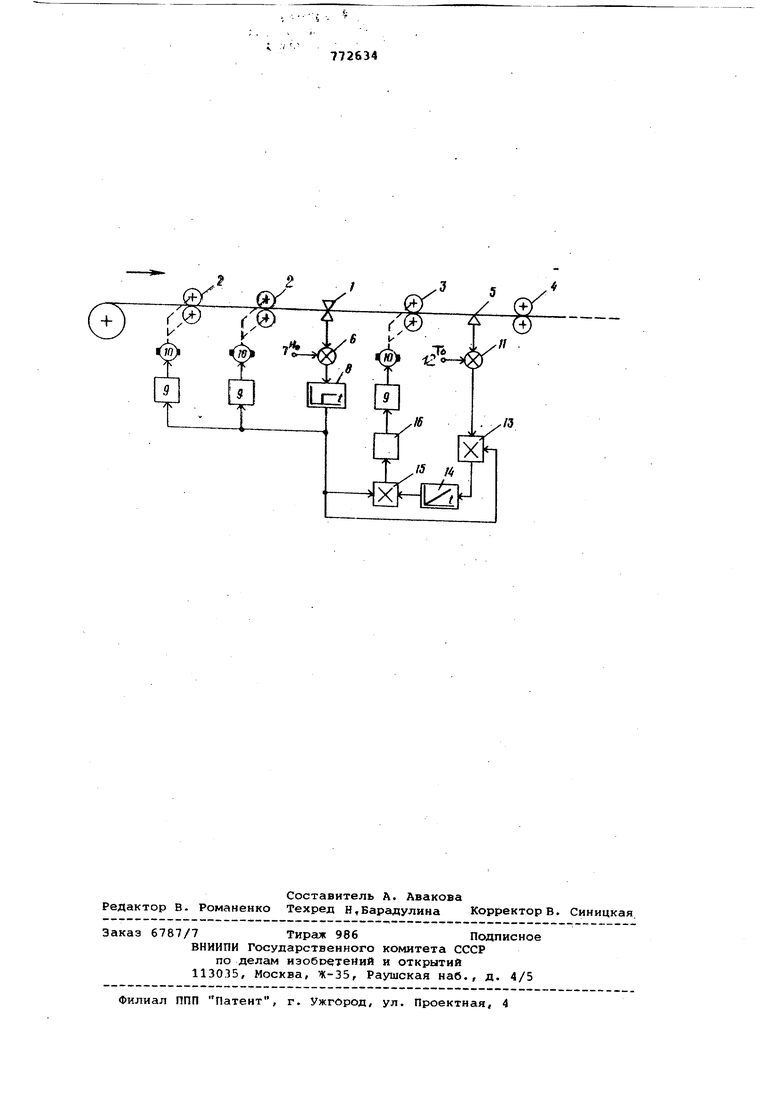
На чертеже изображена структурна схема устройства для регулирования толщины полосы на непрерывном стане холодной прокатки.
Устройство содержит измеритель 1 толщины полосы, установленный между клетями 2 и 3 непрерывного стана, а между клетями 3 и 4 установлен измеритель 5 натяжения. Выход измерителя 1 соединен с первым входом первого элемента 6 сравнения, второй вход которого соединен с источником 7 сигнала заданиятолщины. Выход первого элемента б сравнения соединен со входом блока 8 регулируемого запаздывания, выход которого соединен со входами систем 9 управления приводными двигателями 10 клетей 2, предшествующих месту установки измерителя 1 толщины. Выход измерителя 5 натяжения соединен с первьп входом второго элемента 11 сравнения, второй вход которого соединен с источником
12сигнала задания натяжения, выход второго элемента 11 сравнения соединен с первым входом первого блокао
13умножения, выход которого соединен со входом интегратора 14, выход интегратора 14 соединен с первым входом второго блока 15 умножения, вторые входы первого и второго блоков 13 «15 умножения соединены с выходом блока 8 регулируемого запаздывания, выход второго блока 15 умножения соединен со входом инвертора 16, выход которого соединен со входом системы 9 управления приводными двигателями 10 клети 3, следующей за местом установки измерителя 1 толщины.
Устройство работает следующим образом.
При увеличении толщины полосы за клетью 2 от заданного значения 110 сигнал с выхода первого элемента 6 сравнения через блок 8 воздействует на системы 9 управления приводными двигателями 10 клетей 2 в сторону снижения их скоростей, при этом натяжение полосы между клетями 2 и 3 возрастает, что приводит к увеличению обжатия металла в валках клети 3, т.е. к компенсации измеренного возмущения. Одновременно с этим для предотвращения изменения (в данном случае увеличения) натяжения в промежутке между клетями 3 и 4, а, следовательно, изменения толщины полосы за клетью 4 и на выходе стана сигнал с выхода блока 8 через второй блок 15 умножения и инвертор 16 воздействует на вход системы 9 управления приводными двигателями 10 клети 3 в сторону его ускорения.
Коэффициент усиления по этому каналу определяется величиной выходного- напряжения интегратора 14, на вход которого через первый блок 13 умножения подается сигнал, пропорциональный отклонению натяжения в промежутке между клетями 3 и 4. Если при увеличении натяжения полосы между клетями 2 и 3 натяжение полосы
между 4 и 3 тоже увеличива ется, то сигнал с выхода второго элемента 11 сравнения через первый блок 13 умножения вызывает увеличение напряжения на выходе интегратора 14, что равносильно увеличению коэффициента усиления по каналу воздействия на изменение скорости двигателя 10 клети 3. Рост коэффициента усиления по этому каналу приводит к увеличению скорости клети 3, а следовательно, к уменьшению натяжения полосы между клетями 3 и 4.
Таким образом, благодаря процессу сшаптации работа канала компенсации раэнотолщинности, замеренной измерителем 1 после клети 2 и отрабатываемой в валках клети 3, происходит практически при постоянном натяжении в промежутке между клетями 3 и 4 в условиях переменного коэффициента передачи объекта, что устраняет изменения толщины полосы на выходе клети 4 при работе канала компенсации разнотблщинности в этих условиях.
Использование предлагаемого устройства становится возможным в каналах регулирования станов, имеквдих широкий диапазон прокатываемого сортамента как по маркс1м сталей, так и по размерам (ширина и толщина полосы) , и на разных скоростях прокатки, т,е, в условиях переменного передаточного коэффициента объекта управления.
Формула изобретения
Устройство для регулирования толщины полосы на непрерывном стане, содержащее измеритель толщины, источник сигнала задания толщины, первый элемент сравнения, блок регулируемого запаздывания, системы управления приводными двигателями клетей, причем выход измерителя толщины соединен с первым входом первого элемента сравнения, второй вход которого соединен
с источником сигнала задания толщины, выход первого элемента сравнения соединен со входом блока регулируемого запаздывания, отличающеес я тем, что, с целью повышения точ. кости компенсации разнотолщинности и улучшения качества полосы, оно дополнительно содержит в последующем относительно места установки измерителя толщины межКлетьевом промежутке изме1л ритель натяжения, второй элемент сравнения, источник сигнала задания натяжения, два блока умножения, интегратор, инвертор, причем первый и второй входы второго элемента сравнения соединены соответственно с выходом измерителя натяжения и с источником сигнала задания натяжения, выход второго элемента сравнения соединен с первым входом первого блока умножения, выход которого соединен 0 со входом интегратора, выход интегратора .соединен с первым входом второго блока умножения, второе входы первого, и второго блоков умножения соединены с выходом блока регулируемого запаздывания, выход которого соединен также со входами систем управления приводными двигателями клетей, предшествующих месту установки измерителя толщины, выход второго Q блока умножения соединен со входом инвертора, выход которого соединен со входом системы управления приводными двигателями клети, следующей за местом установки измерителя толщи5
Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР 279553, кл. В 21 В 37/02, 1970.
40
2. Авторское свидетельство СССР № 287883, кл. В 21 В 37/02, 1971.
3. Дружинин Н.Н. Непрерывные станы как объект автоматизации. М., 45 Металлургия, 1975, с. 279-286.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ ПРОКАТНОМ CTAHF | 1973 |
|
SU385640A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для регулирования тол-щиНы пОлОСы HA ВыХОдЕ НЕпРЕРыВНОгОСТАНА | 1979 |
|
SU845912A1 |
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |
| Фильтр низших частот для подавления резонанса контура регулирования параметра прокатки | 1983 |
|
SU1135510A1 |
| Устройство для регулирования толщины полосы | 1977 |
|
SU719728A1 |
| Устройство для формирования регулирующего воздействия на скорость валков клети непрерывного прокатного стана | 1976 |
|
SU584918A1 |
| Устройство для регулирования толщины полосы | 1975 |
|
SU749478A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |