1
Изобретение относится к обработке металлов давлением.
Известен штамп для трехпереходной вытяжки EI, содержащий расположенные в верхней части штампа пуансон и размешенные в нижней части штампа матрицы первого, второго и третьего переходов. Прижим деталей по переходам осушествляется пружинами, расположенными в верхней части штампа.
Одйако большая высота известного штампа усложняет обслуживание его в процессе эксплуатации.
Известен также штамп для многопереходной вытяжки 2, содержаший матрицу, подвижную пуансон-матрицу, закрепленный на нижней плите пуансон, а также подвижный прижим.
Однако этот штамп не обеспечивает достаточную глубину вытяжки.
С целью повышения глубины вытяжки детали за счет увеличения числа переходов предложенный штамп снабжен неподвижной, пуансон-матрицей, установленной на нижней плите между матрицей и подвижной
пуансон-матрицей, при этом прижим выполнен в виде гидроцилшодра, а неподвижная пуансон-матрица - в виде стакана с фланцем-поршнем, входяшим в полость гидроцилиндра-прижима .
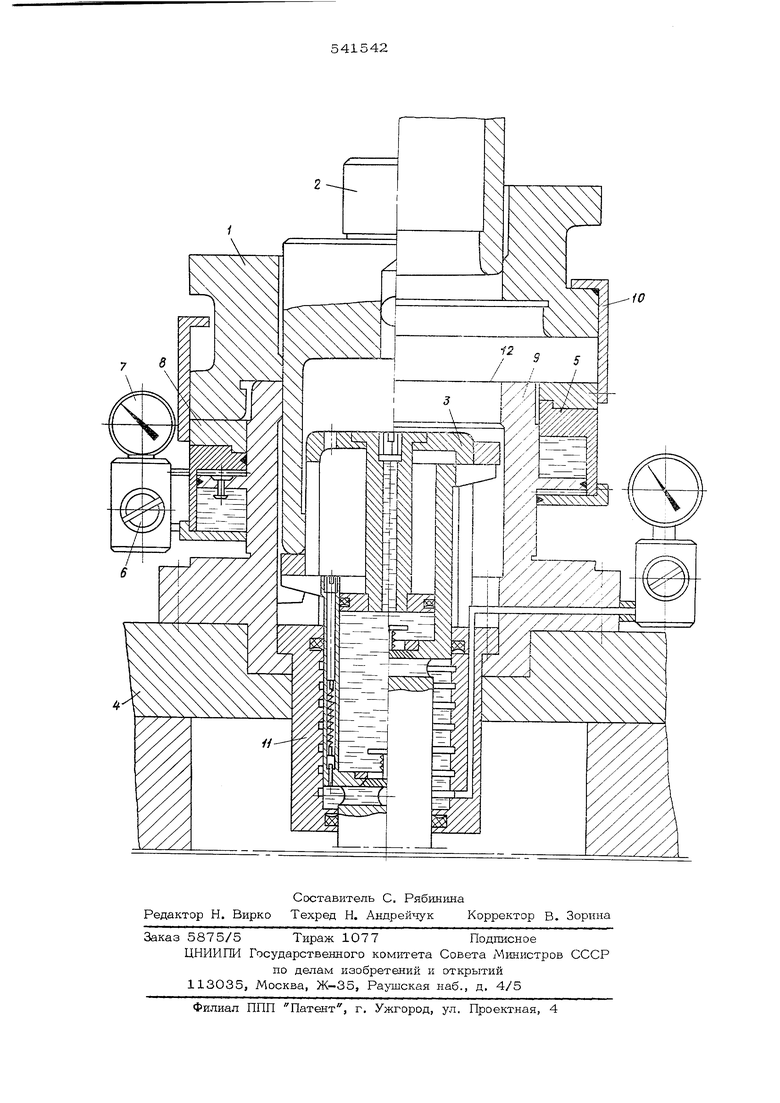
На чертеже представлен штамп для многопереходной вытяжки в разрезе.
Штамп содержит матрицу 1, подвижную пуансон-матрицу 2, пуансон 3, закрепленный на нижней плите 4, а также подвижный прижим в виде гидроцилиндра 5 с предохранительным клапаном 6, манометром 7 и прижимным кольцом 8, Неподвижная пуансон-матрица 9 установлена на нижней плите между матрицей 1 и подвижной луансон-матрицей 2. К прижиму крепится кронштейн 10, а силовой узел 11 смонтирован в нижней плите 4.
Штамп работает следующим образом.
На поверхность прижимного кольца 8 укладывают заготовку 12. При движении вниз матрицы 1 заготовка прижимается благодаря дросселированию жидкости гидроцилиндра . Происходит вытяжка первого перехода.
Матрица 1 прижимает деталь первого перехода к пуансон-матрице 9 Пуансонматрица 2 при движении вниз осуществляет вытяжку второго и третьего переходов На третьем переходе усилие прижима детали создается силовым узлом 11, смонтированным в нижней плите 4, Выталкивание отштампованного изделия с пуансона 3 третьего перехода осуществляется за счет силового узла 11, связанного с выталкивателем пресса (на чертеже не показан).
Возврат гидроцилиндра 5 в исходное положение осуществляется кронштейном 10
Оптимальное давление в гидроцилиндре 5 регулируется предохранительным клапаном 6 и контролируется манометром 7.
Формула изобретения
Штамп для многопереходной вытяжки, содержащий матрицу, подвижную пуансонматрицу, закрепленный на нижней плите пуансон, а также подвижный прижим, о т личаюшийся тем, что, с целью повыщения глубины вытяжки детали за счет увеличения числа переходов, он снабжен неподвижной пуансон-матрицей, установленной на нижней плите между матрицей и подвижной пуансон-матрицей, при этом прижим выполнен в виде гидроцилиндра, а неподвижная пуатсон-матрица в виде стакана с фланцем-поршнем, входящим в полость гидроцилиндра-прижима.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР
№ 316685, кл. В21 D 22/02 от 20.02. 1950 г,
2.Авторское свидетельство СССР № 471925, кл. В 21 В 22/24 от 15. 07. 1974 г. - прототип ,
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| Штамп для двухпереходной вытяжки | 1974 |
|
SU471925A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для вытяжки | 1976 |
|
SU609578A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ТЕЛ | 1992 |
|
RU2093291C1 |
| Штамп для вытяжки | 1989 |
|
SU1773532A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Гидравлический пресс | 1975 |
|
SU520263A1 |
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |