1
Изобретение касается обработки металлов давлением и относится к штамповой оснастке.
Известен штамп, содержащий матрицу закрепленную на подвижной плите, неподвижную плиту, установленные на ней пуансон, подпружиненный прижим, расположенные равномерно по окружности ползушки с приводом для радиального подпора фланцевой части заготовки и взаимодействующие с ползушками клинья I}.
Недостатком этого штампа является сложность его конструкции, обусловленная тем, что каждая ползушка должна иметь свой привод радиального перемещения.
Наиболее близок к предлагаемому штамп для вытяжки деталей из листовой заготовки, содержащий подвижную плиту с матрицей и неподвижную плиту, на которой установлены пуансон и
обойма с размещенным посредством буфера секционным прижимом 2.
Недостатком этого штампа является малая высота штампуемых деталей.
Это объясняется следующим.
В начальный момент вытяжки между секциями прижима должны быть зазоры, обеспечивающие возможность сближения секций при рабочем ходе пресса.
10 Величина этих зазоров должна быть минимальной, не более 1,2-1,3 толщин заготовки, в противном случае при вытяжке происходит потеря устойчи15вости заготовки и образующиеся складки защемляются в зазоры между секциями. Поэтому с помощью данного штампа удается производить вытяжку деталей только небольшой высоты - при20мерно 0,,3 от диаметра цилиндрической части.
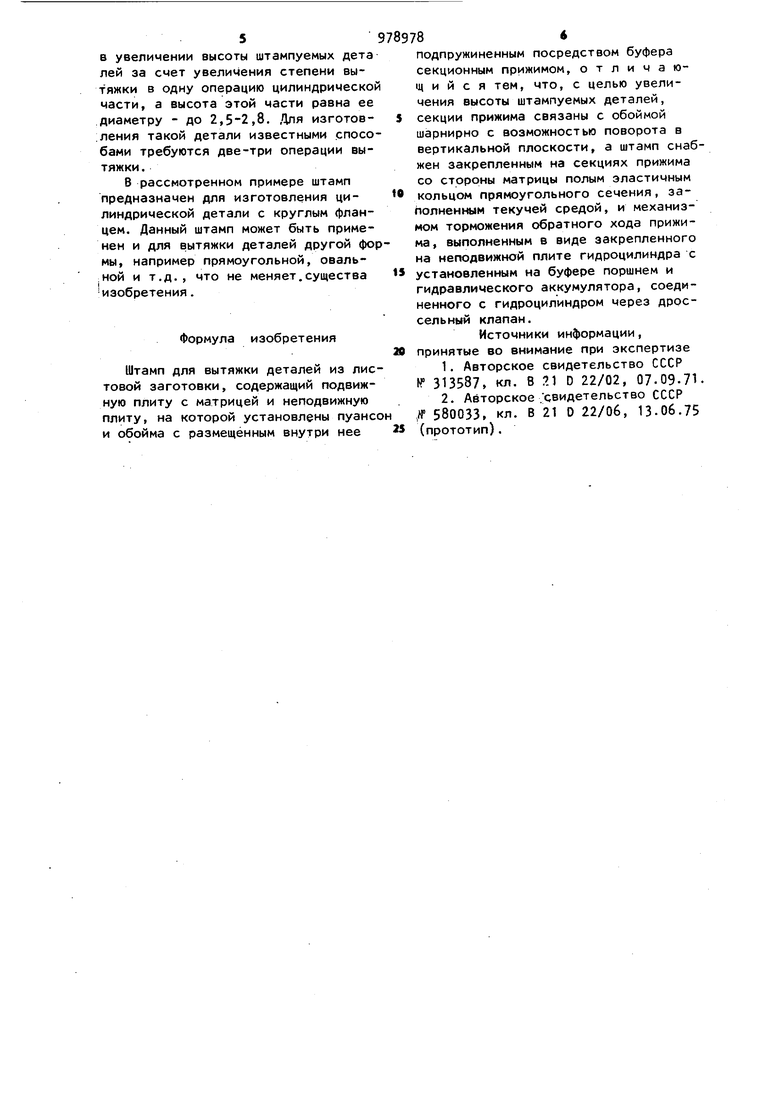
14елью изобретения является увели-;чение высоты штампуемых деталей. 3 . 97 Указанная цель достигается тем, что в штампе для вытяжки деталей из листовой заготовки, содержащем под-, вижную плиту с матрицей и неподвижную плиту j. на которой установлены пуансон и обойма с размещенным внутри, нее подпружиненным посредством буфера секционным прижимом, секции прижима связаны с обоймой шарнирно с возможностью поворота в вертикальной плоскости, а штамп снабжен закрепленным на секциях прижима со стороны матрицы полым эластичным кольцом прямоугольного сечения, заполненным текучей средой, и механизмом торможения обратного хода прмжима, выполненным в виде закрепленного на неподвижной плите гидроцилиндра с установленным на буфере поршнем и гидравлического аккумулятора, соединенного с гидроцилиндром через дроссельный клаНа фиг. 1 изображен общий вид штампа в продольном разрезе, слева от оси симметрии которого штамп показан в исходном положении, справа - в конечный момент вытяжки; на фиг. 2 дан вид на нижнюю часть штампа, причем эластичное кольцо условно не аока зано; на фиг. 3 показан разрез по А-А фиг.2; на фиг. 4 показана секция прижима в косоугольной проекции. Штамп содержит подвижную плиту 1, закрепленные на ней матрицу 2 и хвостовик 3 с выталкивателем k, неподвижную плиту 5, на которой закреплены пуансон 6 и обойма 7 с размещенны ми внутри нее подпружиненным буфером 8, прижимом, выполненным из отдельных секций Э на которых со стороны матрицы 2 закреплено, например, с помощью клея полое эластичное коль.цо 10 прямоугольного сечения, заполненное текучей средой П, и механизм торможения обратного хода прижима, выполненный в виде закрепленных на неподвижной плите 5 гидроцилиндра 12 с поршнем 13, сидящим.на штоке 14 буфера 8 и связанным посредством сте жней 15 с секциями 9 прижима, и гидравлического аккумулятора, состоящего из корпуса 1б, кронштейна 17 с дроссельным клапаном 18, поджатым пружиной 19, и угольника 20, соединяющего отверстие клапана 18 с полостью гидроцилиндра 12. Корпус 16 гидроаккумулятора заполнен жидкостью 21 , например машинным маслом, находящейся под давлением, сжатого воздуха, заполняющего верхнюю часть полости корпуса 16. Секции 9 прижима связаны с обоймой 7 шарнирно с помощью кронштейнов 22 и пальцев 23, входящих в овальные пазы 2 выступов 25 секций 9Штамп работает следующим образом. Заготовку (на чертеже не показана) укладывают на эластичное кольцо 10, и пресс совершает рабочий ход. Верхняя часть штампа опускается, и матрица 2 прижимает заготовку к прижиму и заставляет его опускаться. При опускании кольцо воздействует на секции 9, которые нак.,лоняются и приближаются к нижней плите 5 При этом кольцо приобретает трапециевидное сечение (см.фиш.1, правую половину), и его поверхность, контактирующая с заготовкой, перемещается к оси штампа, создавая подпор по периферии заготовки. Одновременно к центру заготовки прилагается усилие пуансона 6. Сочетание усилия пуансона и подпора периферии заготовки кольцом 10 создают возможность увеличения степени вытяжки за одну операциюдо 2,52,8. В процессе вытяжки стержни 15 опускают поршень 13 цилиндра 12, который заполняется жидкостью, поступающей из полости корпуса 16 аккумулятора. Дроссельный клапан 18 пропускает в этом направлении жидкость беспрепятственно. При обратном ходе пресса подвижная плита 1 с матрицей 2 поднимается вместе с ползуном пресса, а стержни 15 под действием буфера 8 начинают поднимать секции 9- Одновременно начинает подниматься и поршень 13 вытесняя жидкость из цилиндра 12. Однако протекание жидкости обратно в корпус 16 тормозится дроссельным клапаном 18, вследствие чего подъем поршня. 13, ас ним и стержней 15 происходит значительно медленнее, чем подъем матрицы 2. Этим обеспечивается отсутствие контакта прижима с матрицей. Готовая деталь (не показана) либо остается в нижней части штампа и прижим в конце обратного хода поднимает ее на свою верхнюю плоскость, откуда,она легко удаляется, либо она остается в матрице 2, откуда ее удаляет выталкиватель k. Технико-экономический эффект, создаваемый данным штампом, заключается в увеличении высоты штампуемых дета лей за счет увеличения степени вытяжки в одну операцию цилиндрическо части, а высота этой части равна ее диаметру - до 2,,8. изготов;ления такой детали известными спосо бами требуются две-три операции вытяжки. В рассмотренном примере штамп предназначен для изготовления цилиндрической детали с круглым фланцем. Данный штамп может быть применен и для вытяжки деталей другой фо мы, например прямоугольной, оваль.ной и т.д., что не меняет,существа изобретения. Формула изобретения Штамп для вытяжки деталей из лис товой заготовки, содержащий подвижную плиту с матрицей и неподвижную плиту, на которой установлены пуанс и обойма с размещённым внутри нее подпружиненным посредством буфера секционным прижимом, отличающийся тем, что, с целью увеличения высоты штампуемых деталей, секции прижима связаны с обоймой шарнирно с возможностью поворота в вертикальной плоскости, а штамп снабжен закрепленным на секциях прижима со стороны матрицы полым эластичным кольцом прямоугольного сечения, заполненным текучей средой, и механизмом торможения обратного хода прижима, выполненным в виде закрепленного на неподвижной плите гидроцилиндра с установленным на буфере поршнем и гидравлического аккумулятора, соединенного с гидроцилиндром через дроссельный клапан. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР W 313587, кл. В .1 D 22/02, 07.09-71. 2.Авторское свидетельство СССР ,f 580033, кл. В 21 О 22/06, 13.06.75 (прототип).
ir 7
fO
гг
Фаг. f
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления деталей с фланцем | 1975 |
|
SU580033A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Устройство для листовой штамповки | 1990 |
|
SU1810181A1 |
| Штамп для реверсивной вытяжки | 1984 |
|
SU1199357A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| Штамп для вытяжки деталей с фланцем | 1985 |
|
SU1250357A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ С РАСТЯЖЕНИЕМ КУЗОВНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2086332C1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |


