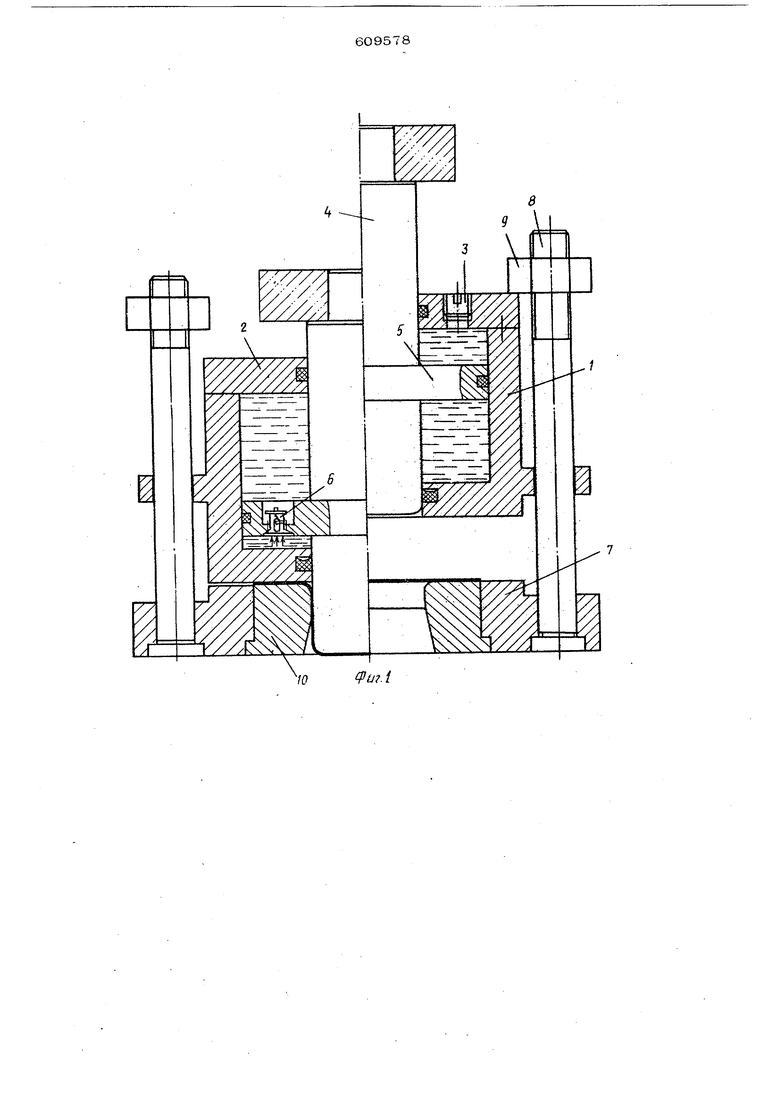
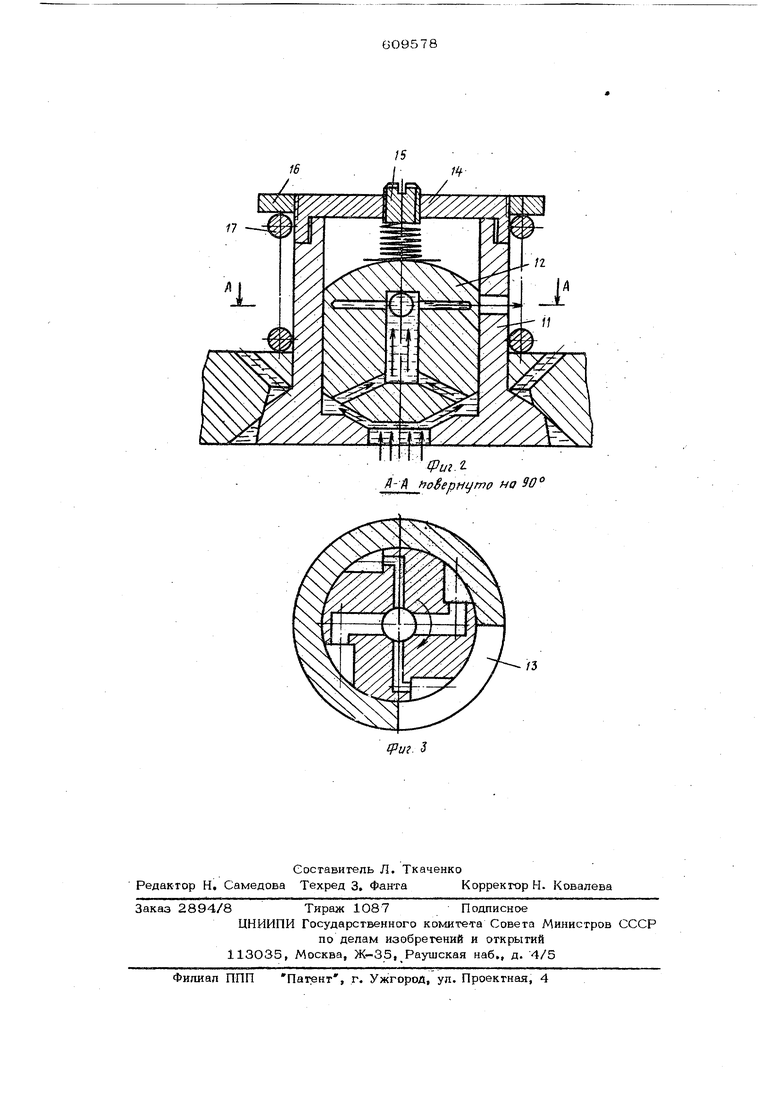
Изобретение относится к обработке метал лов давлением и, в частности к оснастке дл листовой штамповки. Известно устройство для вытяжки деталей из листовой заготовки, содержащее пуль сирующую прижимную плиту, связанную с гидроцилиндрами, в которых с помощью гидравлической системы пресса и органов управления создают заданную амплитуду и чао тоту пульсации l, Недостатком известного устройства является слсжность системы, создающей пульсацию прижимной плиты. Наиболее близким решением из известных является щтамп для вытяжки, содержащий размещенный в гидроцилиндре-прижиме узел пуансона с порщнем и с блоком клапанов S Известный щтамп обеспечивает регулирование усилия прижима заТотовки в процессе вытяжки, однако в ием не может быть создано пульсирующее усигае прижима, позволяющее увеличить глубину вытяжки. Цепью изобретения является.увеличение глубины вытяжки путем создания пульсирующего усилия прижима. Для достижения этой цели блок клапанов выполнен в виде размещенного с возможностью осевого перемещения в выполненном в порщне отверстии корпуса с центральным отверстием и с фаланцем, перекрывающим перепускные каналы в порщне, а также в виде золотника, перекрывающего отверстие корпуса со стороны (фланца и имеющего радиальные одноколенные каналы. На фир. 1 изображен штамп в начальный (справа) и конечный (слева) моменты вытяжки; на фиг. 2 - блок прямого и обратного клапанов; на фиг. 3 - сечение А-А фиг. 2. Штамп сосоит из гидроцилиндра - п ижима 1, крыщки 2 с заливной пробкой 3, узла пуансона 4 с порщнем 5 и блока клапанов 6, размещенного в отверстии поршня 5. Гидроциликдр 1 перемещается по установленным в нижней плите 7 колонкам 8 до упора с одной стороны в гайки 9 с другой в матрицу 1О, установленную в центральном отверстии плигы 7. Блок 6 состоит из цилиндрического корпуса 11 с фланцем, перекрывающим перепускные отверстия в порщне 5, Внутри
корпуса размещен зологник 12 с осевым и радиальным каналами, причем выходные каналы выполнены одноколесными. Напротив этих каналов в корпусе выполнен на четверьти окружности сквозной паз 13. Корпус за- крыт крышкой 14, в которой установлен винт 15 для регулировки щели между корпусом 11 и золотником 12, обеспечивающей требуемое усилие прижима. На крыщке 14 установлена гайка 16 для поджима пружины 17, на которой в отверстии порщня 5 установлен корпус 11.
Штамп работает следующим образом.
При опускании ползуна пресса вместе с пуансоном 4 опускается гидроцилиндр-прижим 1 до соприкосновения с заготовкой. При дальнейшем перемещении пуансона 4 с поршнем 5 жидкость через центральное отверстие в корпусе 11 поступает в золотник 12, и, проходя по изогнутым каналам, приводит его во вращение. Поскольку выход жидкости из золотника происходит только при совпадении конца одного из каналов с пазом 13 в корпусе 11, то в гидроцилиндре будет создаватся пульсирующее давление, обеспечивающее пульсирующий прижим.
После окончания вытяжки, пуансон с порщнем поднимается вверх и создав в верхней полости гидроцилиндра давление, превышающее давление в нижней полости, поднимает вместе с собой гидроцилиндр до упора его
в гайки 9. При дальнейшем подъеме пуансона возрастающее в верхней полости давление перемещает корпус 11, открывая перепускные отверстия в поршне и позволяя жидкости перетечь в нижнюю полость.
Преимуществом данного штампа является технологичность его конструкции ,
Формула изобретения
Штамп для вытяжки, содержащий размеще ный в гидроцилиндре-прижиме узел пуансона с поршнем, имеющим перепускные каналы . и с блоком клапанов, отличающий- с я тем, что, с целью увеличения глубины вытяжки путем создания пульсирующего, усилия прижима, блок клапанов выполнен в виде размещенного в выполненном в поршне отверстии с возможностью осевого перемещени корпуса, с центральным отверстием и фланцем, перекрывающим перепускные каналы в поршне, а также в виде золотника, перекрывающего отверстие корпуса со стороны фланца и имеющего радиальные одноколейные канлы.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР
№ 269138, кл. В 21 D 24/ОО, 1968.
2.Авторское свидетельство СССР № 421543 кл. В 21 D22/22, 1972.
fputi
7
fPui. i Я-К t oSefifii mo HO 90 
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| Штамп для вытяжки на прессах простого действия | 1976 |
|
SU607622A1 |
| Штамп для вытяжки с пульсирующимпРижиМОМ | 1979 |
|
SU837483A1 |
| Штамп для вытяжки ступенчатых деталей с фланцем | 1985 |
|
SU1303218A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| Штамп для многопереходной вытяжки | 1975 |
|
SU541542A1 |
| Гидравлический пресс для калибровки трубчатых заготовок | 1975 |
|
SU548441A1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2013165C1 |