1
Изобретение относится к области строительства, в частности к способу изготовления трехслойных конструкций, который может найти применение при изготовлении несуишх и декоративных панелей и оболочек в авиации и судостроении.
Известный способ изготовления трехслойных конструкций предусматривает поперечное растяжение листового материала заполнителя для получения сот с последующим соединением его с обшивками 1.
Недостатки известного способа заключаются в том, что он не обеспечивает прочного соединения листового материала за- полнителя с обшивками и трудоемок.
Наиболее близким к изобретению техническим решением является способ изготовления трехслойных конструкций, по которому сотовый заполнитель изготавливают из листового материала методом растяжения пакетов 2 .
Недостатком указанного решения является низкая прочность соединения листового материала заполнителя с обшивками,
обусловленная малой поверхностью склеивания (только по торцам сот), сложность технологического процесса, обусловленная значительной трудоемкостью механической обработки листового материала заполнителя для придания ему соответствующей формы.
Целью изобретения является повышение прочности соединения листового материала заполнителя с обшивками и упрощение технологии изготовления конструкций.
Достигается это тем, что перед растяжнием листовой материал заполнителя соедин5пот. с обшивками, после чего разводят обшивки на расстояние, равное высоте заполнителя. Листовой материал заполнителя может быть соединен поочередно с каждой из обшивок при отведенной противоположной обшивке.
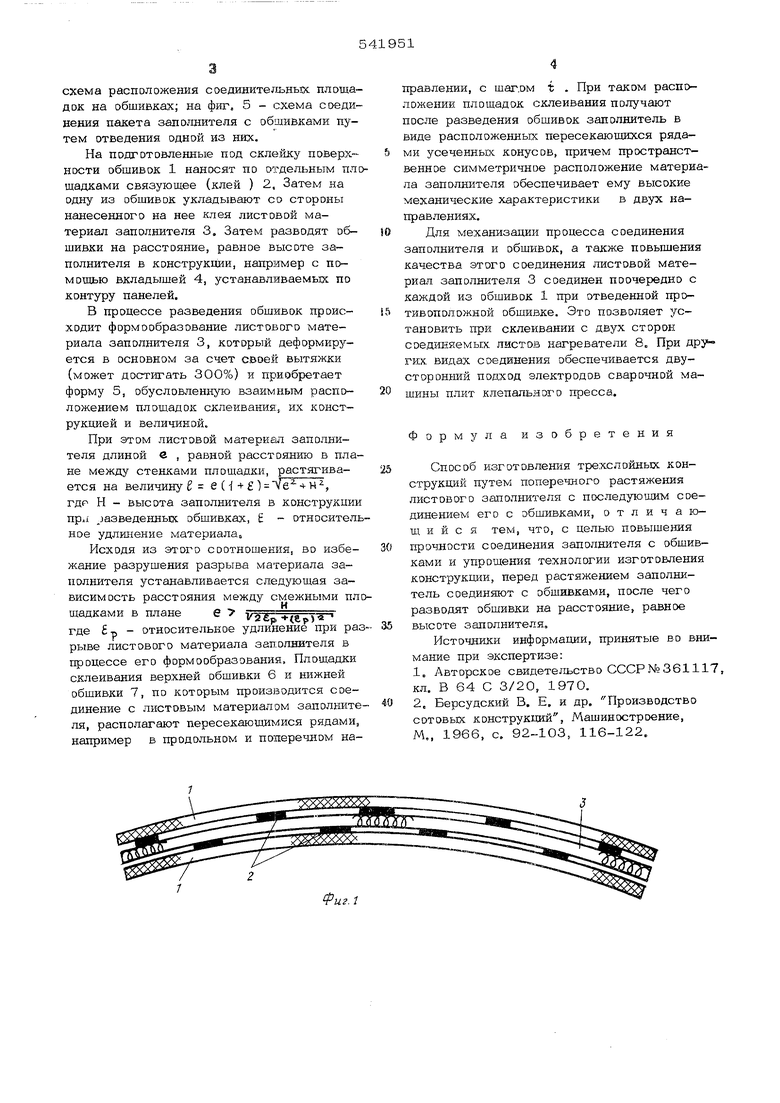
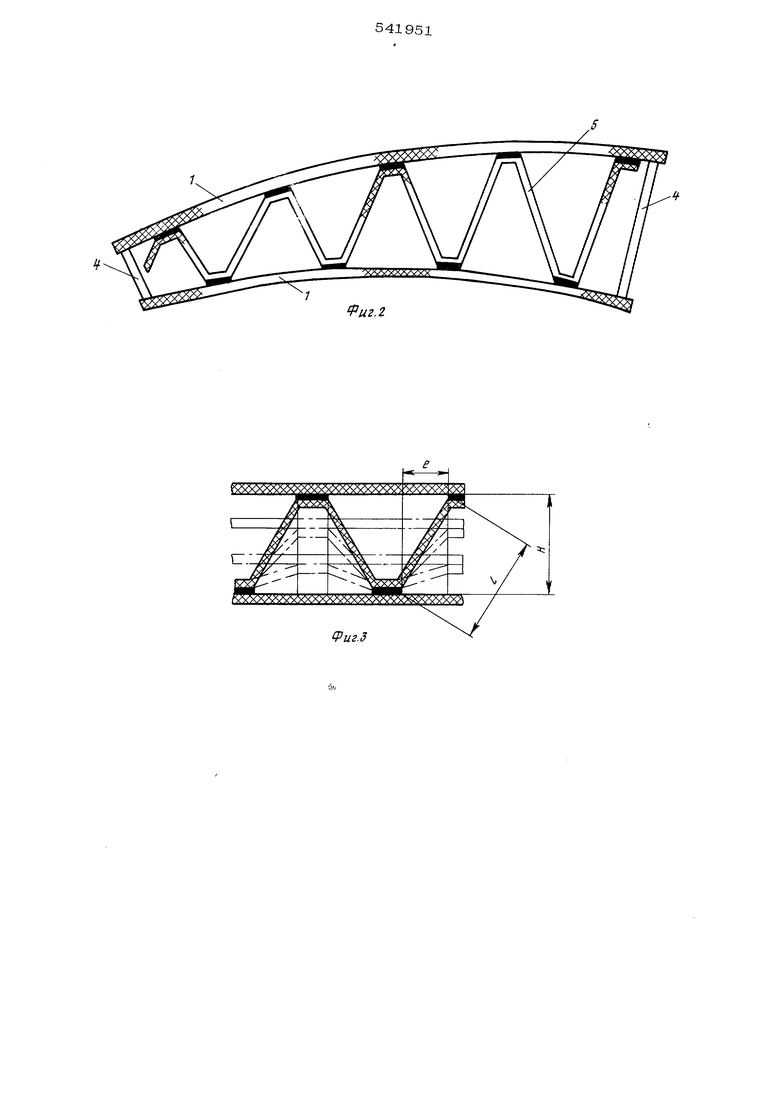
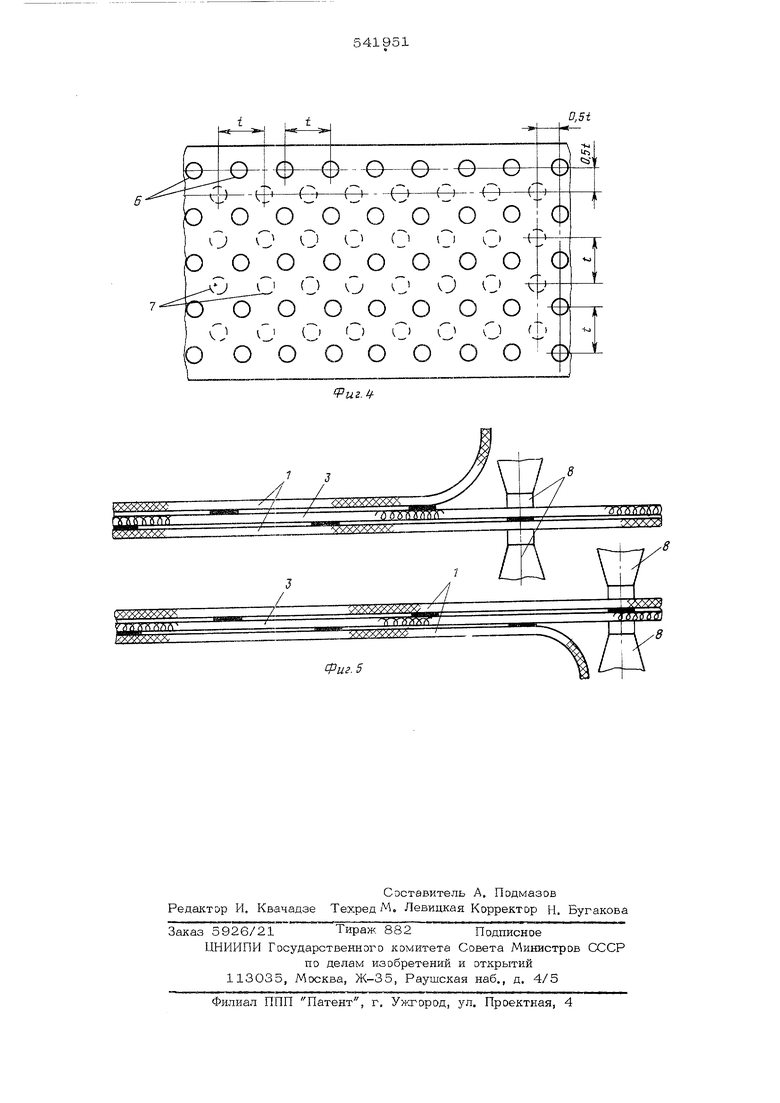
На фиг. 1 дана схема сборки трехслойной криволинейной панели переменной строительной высоты; на фиг. 2 - поперечное сечение этой панели при разведенных обшивках; на фиг. 3 - последовательность образования ячеек заполнителя; на фиг. 4 схема расположения соединительных площа док на обшивках; на фиг, 5 - схема ссюди нения пакета заполнителя с обшивками путем отведения одной из них. На подготовленные под склейку поверхности обшивок 1 наносят по отдельным пл щадками связующее (клей ) 2, Затем на одну из обшивок укладывают со стороны нанесенного на нее клея листовой материал заполнителя 3. Затем разводят обшивки на расстояние, равное высоте заполнителя в конструкции, например с помощью вкладышей 4, устанавливаемых по контуру панелей. В процессе разведения обшивок происходит формообразование листового материала заполнителя 3, который деформируется в основном за счет своей вытяжки (может достигать 300%) и приобретает форму 5, обусловленную взаимным расположением площадок склеивания,, их конструкцией и величиной. При этом листовой материал заполнителя длиной е , равной расстоянию в пла не между стенками площадки, растягивается на величину е (i - ), ГДР Н - высота заполнителя в конструкции прл зазведенных обшивках, - относител ное удлинение материала Исходя из этого соотношения, во избежание разрушения разрыва материала заполнителя устанавливается слещующая зависимость расстояния между смежными пл щадками в плане е .« . где р - относительное удлинение при ра рыве листового материала заполнителя в процессе его формообразования. Площадки склеивания верхней обшивки 6 и нижней обшивки 7, по которым производится соединение с листовым материалом заполните ля, располагают пересекающимися рядами, например в продольном и поперечном направлении, с шаг.ом t . При таком расположении площадок склеивания получают после разведения обшивок заполнитель в виде расположенных пересекающихся рядами усеченнык конусов, причем пространственное симметричн1 е расположение материала заполнителя обеспечивает ему высокие механические характеристики в двух направлениях. Для механизации процесса соединения заполнителя и обшивок, а также повышения качества этого соединения листовой материал заполнителя 3 соединен поочередно с каждой из обшивок 1 при отведенной противоположной обшивке. Это позволяет установить при склеивании с двух сторон соединяемых листов нагреватели 8. При других видах соединения обеспечивается двусторонний подход электродов сварочной машины плит клепального гфесса. Формула изобретения Способ изготовления трехслойных конструкций путем поперечного растяжения листового заполнителя с последующим соединением его с обшивками, отличающийся тем, что, с целью повышения прочности соединения заполнителя с обшивками и упрощения технологии изготовления конструкции, перед растяжением заполнитель соедин5пот с обшивками, после чего разводят обшивки на расстояние, равное высоте заполнителя. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР№361117, кл. В 64 С 3/20, 1970. 2, Берсудский В. Е, и др. Производство сотовых конструк1:шй. Машиностроение, М,, 1966, с. 92-103, 116-122.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трехслойных конструкций | 1973 |
|
SU977638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2029835C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ ПРИ ОТРЫВЕ КЛЕЕВОГО СОЕДИНЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С ОБШИВКОЙ В ТРЕХСЛОЙНОЙ ПАНЕЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2604114C1 |
| Способ изготовления трехслойных конструкций с гофрировальным заполнителем | 1990 |
|
SU1822898A1 |
| Способ изготовления многослойных конструкций из полимерных композиционных материалов | 1990 |
|
SU1747628A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2030528C1 |
| СПОСОБ ГИДРОАБРАЗИВНОЙ РЕЗКИ СОТ И СОТОВЫХ ПАНЕЛЕЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1994 |
|
RU2090362C1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2352726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2287435C2 |
| Трехслойная панель | 1980 |
|
SU990996A1 |
Vuz.d
-Ф-e-b -ч - : -rpVt o o o
j} C о I C C
о о
о о о С
oo ooooo
vj J о L - J J i
о о о о о о о
Vuz.t
йг5
Q,5i
,
Ф
ф
.i
