I
Устройство относится к области технологической оснастки для сварки и может быть применено при сварке изделий, обладающих магнитными свойствами.
Известны устройства для отвода сварочного тока, состоящие из корпуса, коптактпых колодок и сварочпого кабеля, которые закрепляются на свариваемом изделии при иомощи постоянных магнитов .
В таком устройстве постоянные магниты обеспечивают небольщое усилие прижатия контактных колодок к изделию. В результате устройство имеет ненадежный контакт с изделием и нестабильное переходное сопротивление, чувствительно к нагреву изделия при сварке, не применяется при сварке враИ1.ающихся изделий (например, па роликовых стендах).
Цель изобретения - повышение надежности электрического контакта с изделием и расширепие его техпологических возможностей.
Для этого предлагаемое устройство снабжено электромагнитом н включенным в сварочную цепь резистором, при этом обмотка электромагнита подключена параллельно резистору.
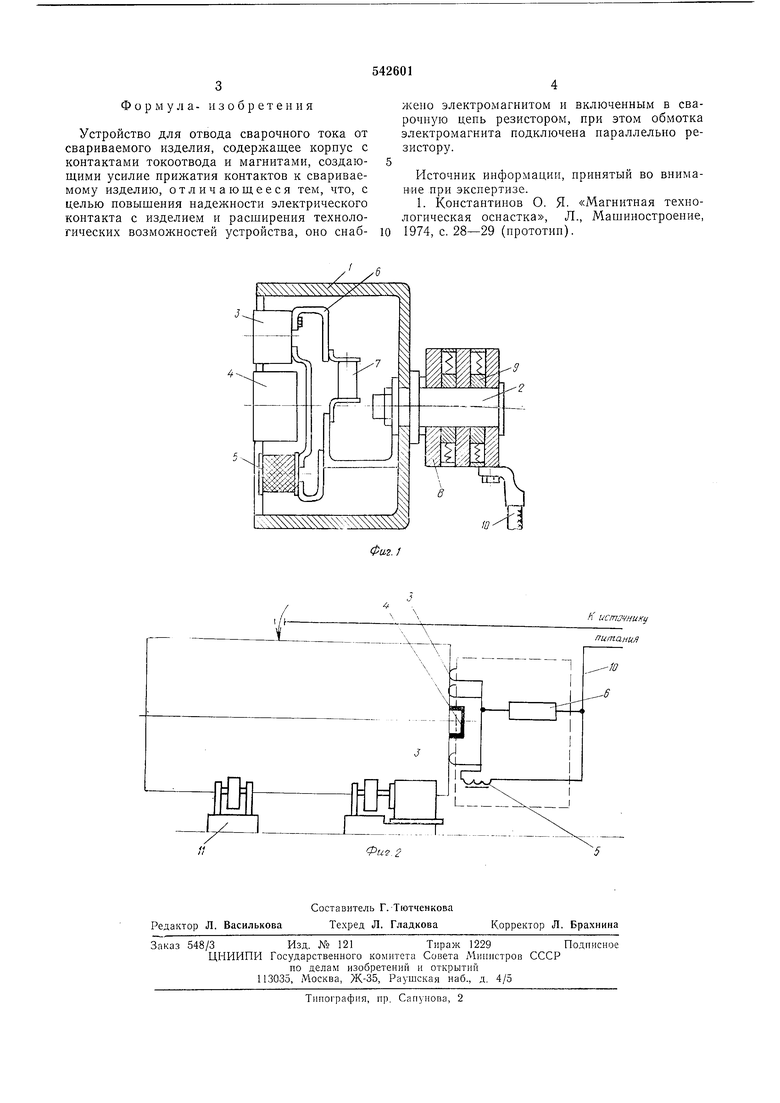
На фиг. 1 представлено предлагаемое устройство; на фиг. 2 - схема сварочной установки, содержащей предлагаемое устройство.
Устройство состоит из корпуса 1 с жестко закрепленной в нем осью 2. На передней стенке корпуса закреплены контактные колодки 3, рабочая поверхность которых выступает из корпуса I. На передней стенке также закреплены постоянный магнит 4 н электромагнит 5. Электромагнит 5 при помощп шин 6 подключен к контактным колодкам 3 п зашунтпрован резистором 7. На оси 2 посажен
вращающийся стакан 8, в котором размещены подпружиненные щеткн 9. Устройство подключается к источнику питания при помощи кабеля 10. Работает устройство следующим образом.
Перед началом сварки токоотводящее устройство устанавливается на свариваемом изделии и удерживается иа нем ири иомои,и постоянного магнита 4. При этом контактные колодкп 3 прижимаются к изделию, что обсспечивает контакт, достаточный для зажпгания дуги при неподвижпом свариваемом изделии. После зажигания дуги цеиь сварочного тока образуют колодкп 3, шнны 6, ось 2, щетки 9 и кабель 10. Величина тока в обмотке электромагнита оиределяется сопротивлением резистора 7. Электромагнит 5 осуществляет прижатие контактных колодок к изделию с усилием, необходимым для обеспечения стабильного контакта даже при враи;ении свариваемого изделия на стенде 11.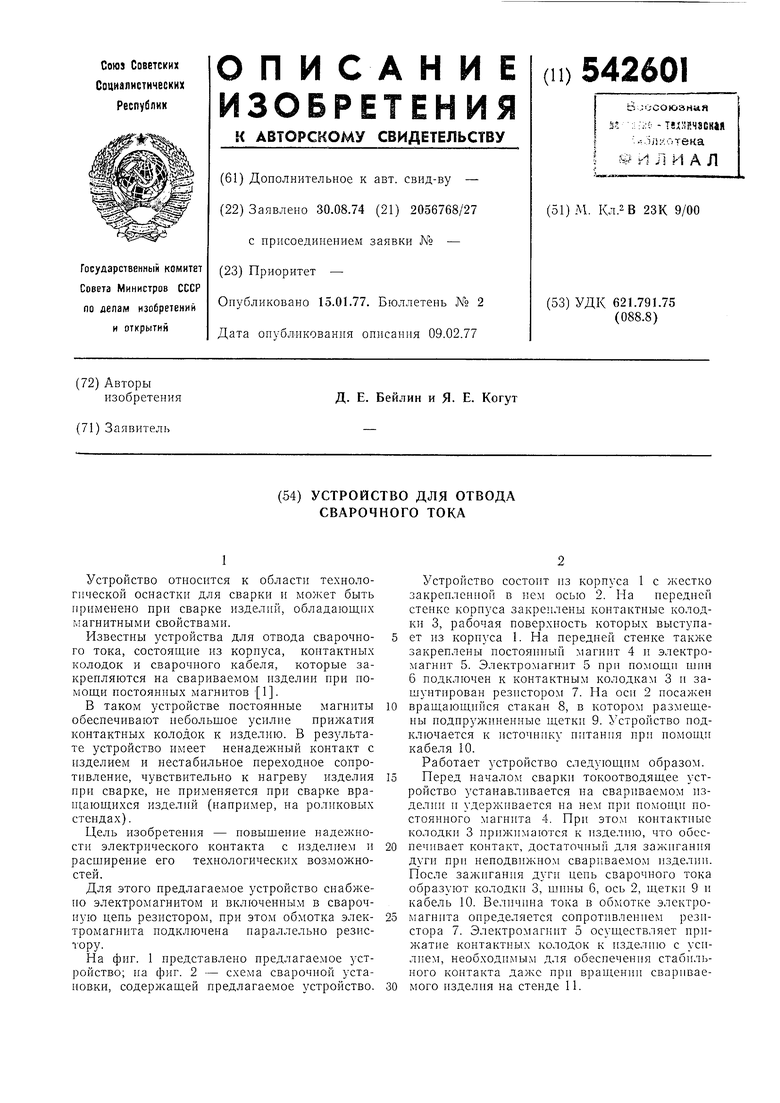
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контактной сварки | 1980 |
|
SU969481A1 |
| Установка для контактной шовной сварки труб | 1989 |
|
SU1660899A1 |
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1980 |
|
SU956193A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ВКЛЮЧЕНИЕМ СВАРОЧНОЙ ЦЕПИ | 1969 |
|
SU245232A1 |
| Устройство для точечной сварки неплавящимся электродом в защитных газах | 1987 |
|
SU1484529A1 |
| Устройство для электрошлаковойСВАРКи | 1979 |
|
SU848219A1 |
| Устройство для контактного возбуждения сварочной дуги | 1980 |
|
SU903014A2 |
| АППАРАТ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ | 1925 |
|
SU4508A1 |
| Устройство для управления процессом дуговой точечной или шовной сварки | 1988 |
|
SU1551488A1 |
