1
Изобретение относится к устройствам для электрошлаковой сварки, в частности к Мундштукам дпя подачи электродной прсеояоки, и может быть использовано для сварки изделий с уменьшеиощейся толщиной свариваемого сечения.
Известно устройство лоя электрошлаковой сварки проволочным электродом. Уст ройство представляет собой установленный на механизме поперечного перемицения мундшт; к, включающий направляющую трубку, токоподвод с вилкой и корректор положения электрода, включающий винт, вращающийся в отверстии, выполненном в токоподводящей шине, и, таким образом, регулирующий положение электрода 111.
Недостатком этого устрсйЬтва является то, что при его применении длн сварки изделий с уменьшающейся тчэлщиной свариваемого сечения необходимо выравнивать свариваемое сечение до прямоугольного с помои1ью дополнительных планок, которые после сварки удаляются газовой резкой. Это приводит к значительному увеличению трудоемкости процесса сварки подобных изделий, неэкономному расходу металла и сварочных материале.
Кроме того, необходима постоянная попкоррект1фавка положения электрода в процессе сварки ., так как под действии- трения проволоки вилка токоподвода и канал направляющей трубки изнашивается. тем самым внося ошибку в первона - чальную настройку мундштука.
В процессе ручной корректировки возможно нарушение правил техники безопасности, так как в процессе сварки, вращая винт корректора, необходимо следить, чтобы рука не коснулась токоподвода, а также oднoвpsvleннo необходимо наблюдать за изменением положения сварочной проволоки в зазоре, остерегаясь ызг расплавленного металла.
Наиболее близким к предлагаемому является способ и устройство для элект рошлаковой сварки, содержащее мундштук, установленный на ме ханизме поперечного
перемещения, направляющую трубку, токрподвод с контактной вилкой, шарнир для разворота вилки и корректор положения электрода 2.
Однако и устройство, и способ трудоемки.
Цепь изобретения - снижение трудоемкости, сварки путем t examtaaasa процесса.
Поставленная цель достигается т&, что в устройстве для электрошлаксжой сварки, содержащем мундштук, установленном на механизме поперечного пере.мешения, направляющую трубку, токоподвод с контактной вилкой, шарнир для разворота видки и корректор положения электрода, корректор положения электрода выполнен в виде электромагнита и реостата с ползуном, при этом реостат подключен к одной из обмоток эпектрс агнита. а
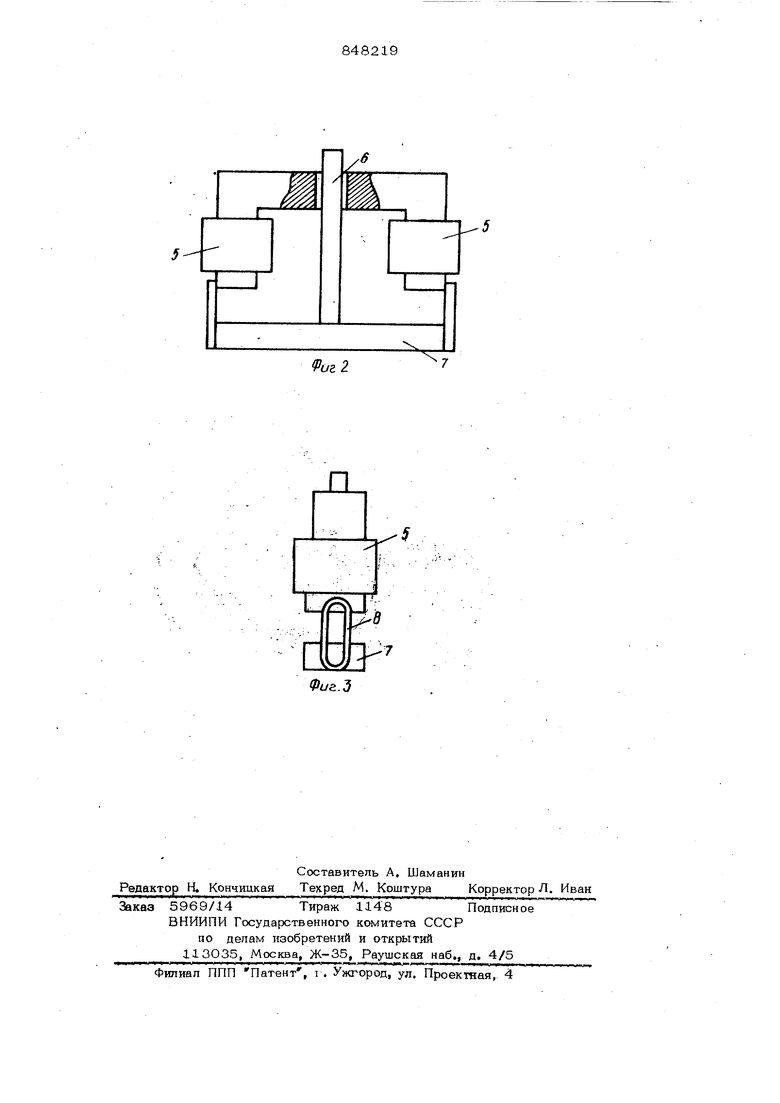
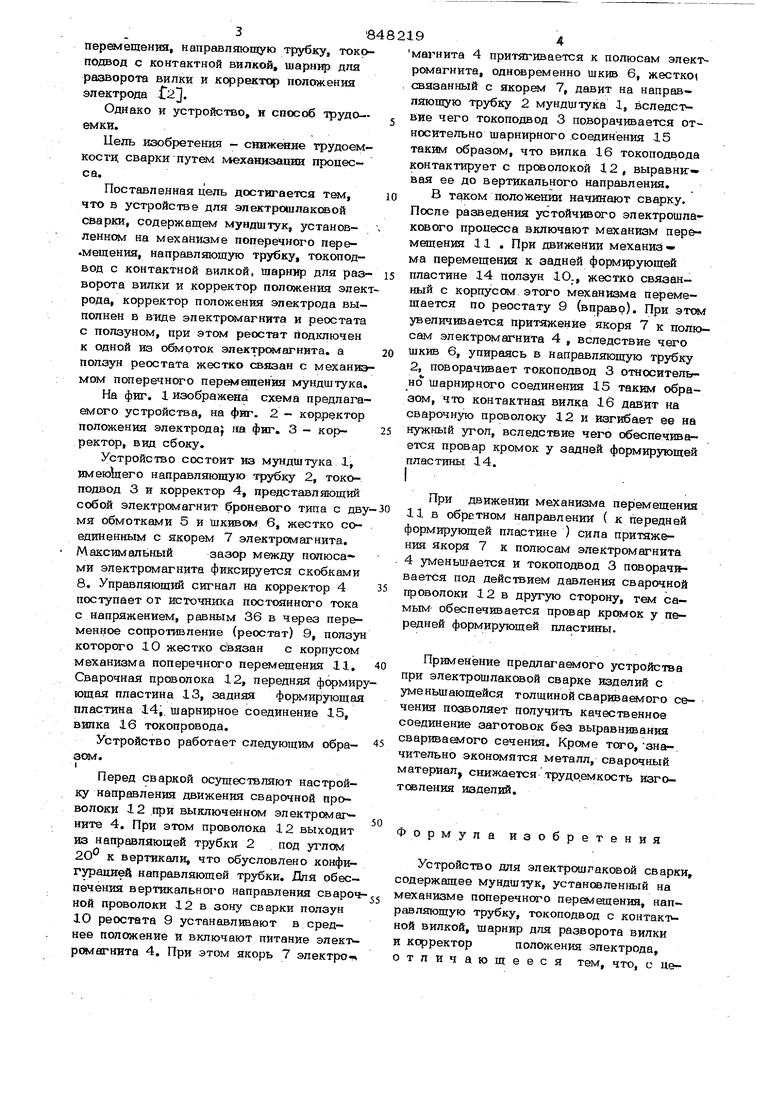
ползун реостата жестко связан с механизмом поперечного первметеитгт мундштука. На фиг. 1 изображена схема предлагаемого устройства, на фиг. 2 - корректор положения электрода} на фиг. 3 - кор- ректор, вид сбоку.
Устройство состоит из мундштука 1, имеюЫего направляющую трубку 2, токоподвод 3 и корректор 4, представляющий собой электромагнит броневого типа с дву мя обмотками 5 и шкивом 6, жестко соединенным с якорем 7 электрсж агнита. Максимальный зазор между полюсами электромагнита фиксируется скобками 8. Управляющий сигнал на корректор 4 поступает or источника постоянного тока с напряжением, равным 36 в через переMeHJ oe сопротивление (реостат) 9, ползун которого 10 жестко связан с корпусом механизма поперечного перетлещения 11. Сварочная проволока 12, передняя формирющая пластина 13, задняя формирующая пластина 14,. шарнирное соединение 15, вилка 16 токопровода.
Устройство работает следующим обрааом. 1
Перед сваркой осуществляют настройку направления движения сварочной проволоки 12 .при выключенном электрсыагните 4. При этом проволока 12 выходит №3 направляющей трубки 2 под углем 20 к вертикали, что обусловлено конфигурацией направляющей трубки. Для обеспечения вертикального направления свароч ной проволоки 12 в зону сварки ползун 1О реостата 9 устанавливают в среднее положение и включают питание электрсймагнита 4. При этом якорь 7 электро-
магнита 4 притягивается к полюсам элек-грсыагнита, одновременно шкив 6, жестко( связанный с якорем 7, давит на направляющую трубку 2 мундштука 1, вследст в:ие чего токоподвод 3 поворачивается относительно шарнирного .соединения 15 таким образом, что вилка 16 токоподвода контактируете прсеопокой 12, выравни:- вая ее до вертикального направления.
В таком положении начинают сварку. После разведения устойчивого электрошлакоеого процесса включают механизм пер&мешенин 11 . При движении механиз« ма перемещения к задней формирующей пластине 14 ползун 10., жестко связанный с корпусом, этого механизма перемешается по реостату 9 (вправр). При этом увеличивается притяжение якоря 7 к полюсам электромагнита 4 , вследствие чего шкив 6, упираясь в направляющую трубку 2, поворачивает токоподвод 3 относительно шарнирного соединения 15 таким образом, что контактная вилка 16 давит на сварочную проволоку 12 и изгибает ее на нужный угол, вследствие чего обеспечивагется провар кромок у задней формирующей пластины 14. I
При движении механизма перемещения 11 в обретном направлении ( к передней формирующей пластине ) сила притяжения якоря 7 к полюсам электромагнита 4 уменьШается и токоподвод 3 поворачивается под действием давления сварочной проволоки 12 в другую сторону, тем самьпуг обеспечивается провар кромок у передней формирующей пластины.
Применение предлагаа юго устройства при электрошлаковой сварке изделий с уменьшающейся толщиной свариваемого сечения позволяет получить качественное соединение заготовок без выравнивания сваривао того сечения. Кроме того, зна-. чительно экономятся металл, сварочный материал, снижается трудоемкость изготселения изделий.
Формула изобретения
Устройство для электрошгаковой сварки, содержащ.ее мундштук, установленный на механизме поперечного перемещения, направляющую трубку, токоподвод с контакт ной вилкой, шарнир для разворота вилки и корректорположения электрода,
отличающееся тем, что, с ие5848219пью снижения трудоау кости сварки пут&л механизации процесса, корректор попоже ния электрода выполнен в виде электромагнита и реостата с ползуном, при этом реостат подключен к одной из обмоток электромагнита, а ползун реостата жестко связан с механизме перемещения мундштука . № 25 № 30 Источники информашш, принятые во внимание при экспертизе ( 1.Авторское свидетельство СССР 593863, кл. В 23 К 25/ОО, .02.78.. 2.Авторское свидетельство СССР Ц5870, кл. В 23 К 25/00, .07.66.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук для электрошлаковой сварки | 1980 |
|
SU880670A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1967 |
|
SU201565A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Токоподводящий мундштук | 1978 |
|
SU841851A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Способ электрошлаковой сварки изделий больших толщин | 1978 |
|
SU878471A1 |
| Устройство для многодуговой и многоэлектродной сварки | 1987 |
|
SU1391848A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ВЕРТИКАЛЬНЫХ ШВОВ | 1967 |
|
SU203809A1 |