В процессе резания металлов резцы изнашиваются от истирания передней и задней граней об обрабатываемый предмет и отходящую стружку. При обработке вязких металлов стружка вырабатывает на передней грани резца лунку, которая, постепенно увеличиваясь в размере, соединяется с лезвием, после чего резец быстро разрушается.
При обработке чугуна в первую очередь изнашивается задняя грань от трения об обрабатываемый предмет. Чем тверже обрабатываемый материал, чем больше он содержит в себе твердых веш,еств, тем энергичнее происходит износ резца. Теплота резания, образующаяся в результате работы внутреннего трения между частицами деформированной стружки, внешнего трения стружки о переднюю грань резца и изделия о заднюю грань и отрыва стружки, переходит частью (60-75%) в стружку, частью (20-35%) в резец, а остальная часть поглощается обрабатываемым предметом и расходуется на лучеиспускание в атмосферу.
С нагревом резца его сопротивляемость изнашиванию значительно
понижается, так как в нагретом состоянии режушие элементы резца подвержены более ускоренному износу в силу их размягчения. Быстрорежуш,ая сталь допускает предельную температуру нагрева: около 600° при обработке стали и около 400° при обработке чугуна. Следовательно, для повышения работоспособности резца необходимо его охлаждать.
В качестве охлаждения применяются различные жидкости, состав которых выбирается в зависимости от обрабатываемого материала и характера его обработки. Наиболее распространенными жидкостями в металлообрабатывающей промышленности являются эмульсии и минеральные масла.
Система охлаждения применяется наружная--с подачей жидкости от 8 до 12 .л в минуту. Струя жидкости, обычно направляемая на отходяшую стружку, в целях понижения температуры резца от нагрева последней, разбрызгивается при вращении обрабатываемого предмета. От соприкосновения с обрабатываемыми деталями и инструментом, а также от разбрызгивания жидкости, руки и части тела работающего покрываются эмульсией и маслом. Исследования Института им. Обухова показали, что эмульсии и минеральные масла вызывают кожные заболевания у большинства работающих с ними лиц. Профилактические меры, применяемые заводами против заболеваний, сводятся к повышению требований соблюдения правил личной гигиены работающих. Для этого устанавливаются горячие души, производится выдача работающим непромокаемой спецодежды и белья. Кроме указанного, к работе допускают лиц, мало или совсем невосприимчивых к заболеваниям, что устанавливается специальным медицинским отбором. Устройство душевых (хранение белья и спецодежды) требует, помимо прямых затрат, наличия специальных свободных помещений, не всегда имеющихся на заводах. Содержание спецодежды и белья в надлежащем виде связано с дополнительными штатами, наконец, нахождение работающего в течение рабочего дня с мокрыми руками, а часто и в мокрой спецодежде, помимо личных неудобств, значительно понижает его производительность.
Поэтому охлаждение режущего инструмента должно быть рационализировано путем устранения соприкасаемости работающего с жидкостью или отысканием жидкости, не вызывающей заболеваний. Одним из рационализаторских мероприятий является внутреннее охлаждение режущего инструмента помощью канала в его теле; при этом соприкасаемость работающих с режущим инструментом полностью устраняется.
Применяют также способ охлаждения резца за счет пропуска охлаждающих жидкостей через прилегающий к телу резца канал.
Отличительная особенность предлагаемого настоящим изобретением устройства для охлаждения резцов заключается в том, что канал для жидкости выполнен в виде двух концентрично расположенных трубок, предназначенных для подачи и отвода охлаждающей жидкости.
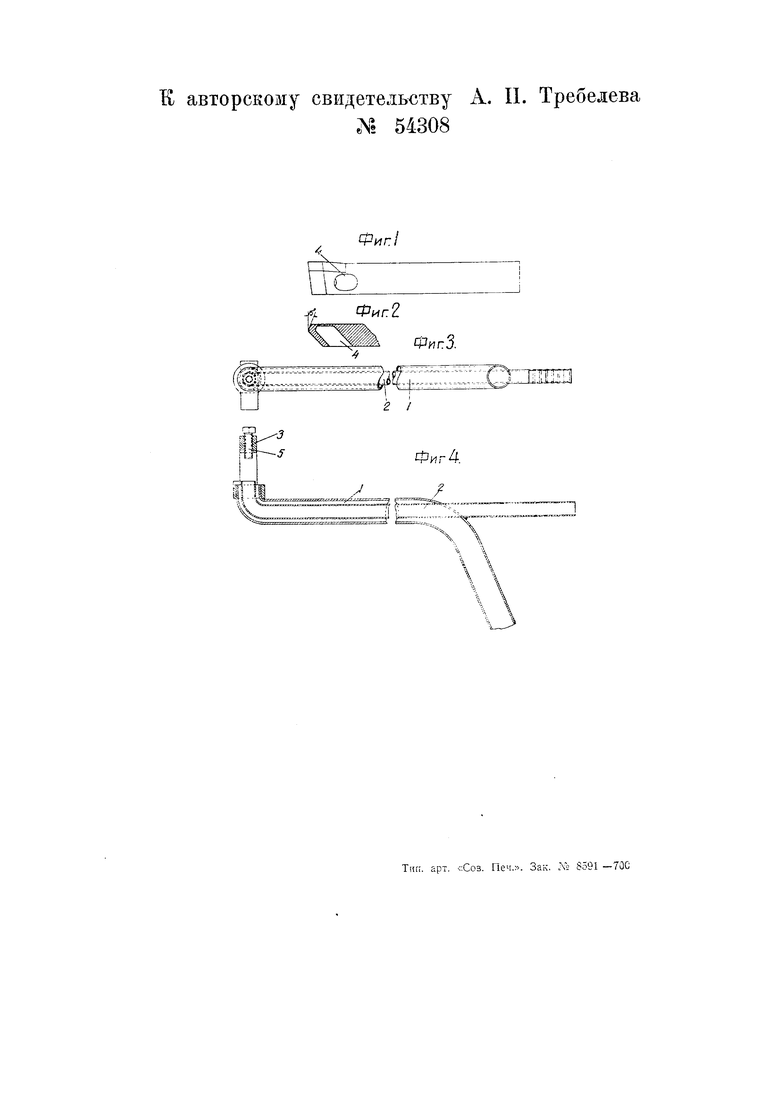
На чертенке фиг. 1 изображает резец с отверстием для трубок; фиг. 2-сечение резца по CD фигуры 1; фиг. 3 - две концентрично расположенные трубки; фиг. 4 - вид их разреза в плане.
В резце просверливается гнездо 4 (фиг. 1 и 2), к которому подводятся две концентрично расположенные трубки / и 2, прикрепляемые к резцу при помощи хомутика 5 и винта 5.
Для осуществления охлаждения резца охлаждающая жидкость подается по внутренней трубке 2 в гнездо 4 резца и выходит обратно по наружной трубке /. Таким образом, охлаждающая жидкость имеет беспрерывную циркуляцию.
Предмет изобретения.
1. Устройство для охлаждения резца при помощи канала в его теле или трубки, прикрепленной к наружным частям тела резца, отличающееся тем, что канал для жидкости выполнен в виде двух концентрично расположенных трубок, предназначенных для подачи и отвода охлаждающей жидкости. Е авторскому свидетельству А. 54308 П. Требедева
| название | год | авторы | номер документа |
|---|---|---|---|
| Резец | 1937 |
|
SU52792A1 |
| Устройство для подачи смазочно- ОХлАждАющЕй жидКОСТи | 1978 |
|
SU848278A1 |
| Трубное сверло | 1935 |
|
SU45157A1 |
| Сборный резец с внутренним охлаждением | 1980 |
|
SU929397A1 |
| Способ устранения вибрации при обработке металлов | 1940 |
|
SU63206A1 |
| РЕЗЕЦ | 1991 |
|
RU2026951C1 |
| Комбинированный инструмент для одновременной расточки и раскатки отверстий | 1977 |
|
SU673437A1 |
| УЗЕЛ РЕЗЦЕДЕРЖАТЕЛЯ | 1993 |
|
RU2102194C1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С УДАЛЕНИЕМ СТРУЖКИ, А ТАКЖЕ ВСТАВНОЙ РЕЗЕЦ ДЛЯ ЗАКРЕПЛЕНИЯ ПЛАСТИНЫ И СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2014 |
|
RU2672976C2 |
/ЯЙЙ5Т
fi-
Фиг/
Фиг. 2
ФигЗ.
Плтл
ilJi- Uj.,
Фиг 4
П
