1
Изобретение относится к прокатному производству и может быть использовано при очистке разогреваемых в печах цилиндрических заготовок железнодорожных колес.
Известны устройства для механической очистки горячих цилиндрических заготовок от окалины, представляющие собой установленны на основании механизмы прижима заготовки с приводом, выполненным в виде параллельно помещенных друг относительно друга рифленых роликов, которые вращаются в одну сторону. Механизм прижима снабжен дополнительным рифленым роликом, установленным параллельно осям приводных, и подпружиненным скребком, закрепленным на основании соосно с последним.
Кроме того, приводные рифленые ролики имеют возможность вращаться с различными окружными скоростями. А для повыщения качества очистки заготовки с неровными торцами шарощки выполнены составными с подпружиненными рифлеными штырями, контактирующими с торцами заготовки. Для улучшения качества очистки заготовок с неровными торцами известные устройства имеют камеру с
расположенными в ней соплами для гидро04истки.
Опыт эксплуатации известных устройств показывает, что очистка заготовок для железнодорожных колес от окалины на таких устройствах производится некачественно, так как торцовые поверхности их имеют значительные неровности, а высота заготозки колеблется в широких пределах. Масса заготовки для производства колес большая,для ее разогрева требуется значительное время,поэтому на поверхности ее в процессе разогрева в печи образуется окалина большой толщины, а применяемый гидросбив окалины не выполняет поставленную задачу, известные же механические способы не пригодны для удаления окалины с торцовых поверхностей заготовки для производства железнодорожных колес. Кроме того, известные устройства имеют сложную конструкцию и недостаточную надежность.
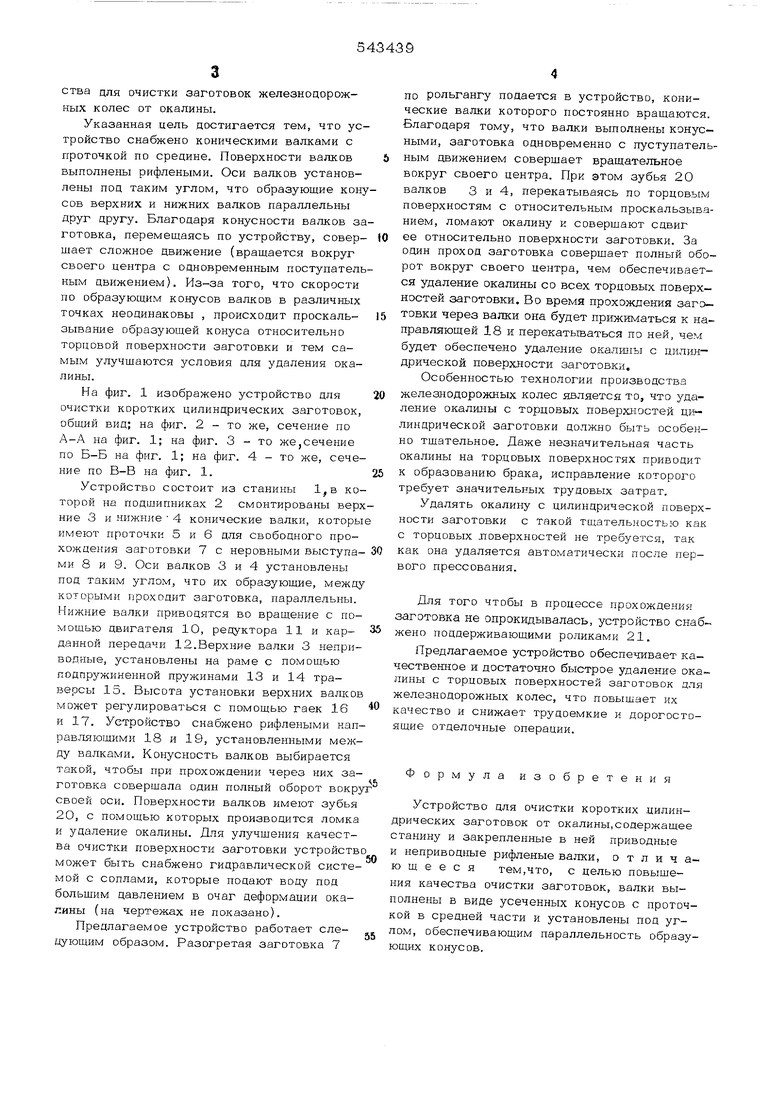
Целью изобретения является устранение указанных недостатков и повышение как производительности, так и на де:. к ости устройства для очистки заготовок железнодорожных колес от окалины. Указанная цель достигается тем, что устройство снабжено коническими валками с проточкой по средине. Поверхности валков выполнены рифлеными. Оси валков установлены под таким углом, что образующие кону сов верхних и нижних валков параллельны друг другу. Благодаря конусности валков за готовка, перемещаясь по устройству, соверщает сложное движение (вращается вокруг своего центра с одновременным поступатель ным движением). Из-за того, что скорости по образующим конусов валков в различных точках неодинаковы , происходит проскальзывание образующей конуса относительно торцовой поверхности заготовки и тем самым улучщаются условия для удаления окалины. На фиг. 1 изображено устройство для очистки коротких цилиндрических заготовок, общий вид; на фиг. 2 - то же, сечение по А-А на фиг. 1; на фиг. 3 - то же,сечение по Б-Б на фиг. 1; на фиг. 4 - то же, сечение по В-В на фиг. 1. Устройство состоит из станины которой на подшипниках 2 смонтированы верх ние 3 и нижние 4 конические валки, которы имеют проточки 5 и 6 для свободного прохождения заготовки 7 с неровными выступами 8 и 9. Оси валков 3 и 4 установлены под таким углом, что их образующие, между которыми проходит заготовка, параллельны. Нижние валки приводятся во вращение с помощью двигателя 1О, редуктора 11 и карданной передачи 12.Верхние валки 3 неприводные, установлены на раме с помощью подпружиненной пружинами 13 и 14 траверсы 15. Высота установки верхних валков может регулироваться с помощью гаек 16 и 17. Устройство снабжено рифлеными нап равляющими 18 и 19, установленными между валками. Конусность валков выбирается такой, чтобы при прохождении через них заготовка соверщала один полный оборот вокр своей оси. Поверхности валков имеют зубья 20, с помощью которых производится ломка и удаление окалины. Для улучщения качества очистки поверхности заготовки устройств может быть снабжено гидравлической системой с соплами, которые подают воду под больщим даВьЧением в очаг деформации окалины (на чертежах не показано). Предлагаемое устройство работает еледующим образом. Разогретая заготовка 7 по рольгангу подается в устройство, конические валки которого постоянно вращаются. Благодаря тому, что валки выполнены конусными, заготовка одновременно с пуступательным движением совершает вращательное вокруг своего центра. При этом зубья 20 валков 3 и 4, перекатываясь по торцовым поверхностям с относительным проскальзыванием, ломают окалину и совершают сдвиг ее относительно поверхности заготовки. За один проход заготовка совершает полный оборот вокруг своего центра, чем обеспечивается удаление окалины со всех торцовых поверхностей заготовки. Во время прохождения загЭтовки через валки она будет прижиматься к направляющей 18 и перекатываться по ней, чем будет обеспечено удаление окалины с цилиндрической поверхности заготовки. Особенностью технологии производства железнодорожных колес является: то, что удаление окалины с торцовых поверхностей цилиндрической заготовки должно быть особенно тщательное. Даже незначительная часть окалины на торцовых поверхностях приводит к образованию брака, исправление которого требует значительных трудовых затрат. Удалять окалину с цилиндрической поверхности заготовки с такой тщательностью как с торцовых ловерхностей не требуется, так как она удаляется автоматически после первого прессования. Для того чтобы в процессе прохождения заготовка не опрокидывалась, устройство снабжено поддерживающими роликами 21 Предлагаемое устройство обеспечивает качественное и достаточно быстрое удаление окалины с торцовых поверхностей заготовок аля железнодорожных колес, что повыщает их качество и снижает трудоемкие и дорогостоящие отделочные операции. Формула изобретения Устройство для очистки коротких цилиндрических заготовок от окалины,содержащее станину и закрепленные в ней приводные и неприводные рифленые валки, отличающееся тем,что, с целью повыщения качества очистки заготовок, валки выполнены в виде усеченных конусов с проточкой в средней части и установлены под углом, обеспечивающим параллельность образующих конусов.
фыг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОЧИСТКИ ГОРЯЧИХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1971 |
|
SU305935A1 |
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ОЧИСТКИ НАГРЕТЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ОТ ОКАЛИНЫ | 1969 |
|
SU257415A1 |
| Устройство для очистки наружной поверхности цилиндрических изделий | 1988 |
|
SU1590143A1 |
| УСТРОЙСТВО для МЕХАНИЧЕСКОЙ ОЧИСТКИ ГОРЯЧИХ | 1969 |
|
SU238503A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2050987C1 |
| Устройство для очистки круглого проката от окалины | 1986 |
|
SU1340860A1 |
| Автоматическая поточная линия для изготовления колес | 1972 |
|
SU440241A1 |
| Способ получения заготовок железнодорожных колес | 1990 |
|
SU1750842A1 |
| Способ подготовки заготовок цельнокатаных колес под штамповку и прокатку | 1989 |
|
SU1761374A1 |
| Установка для очистки длинномерныхцилиНдРичЕСКиХ издЕлий | 1978 |
|
SU820924A1 |


Фиг. 2
В- В
21
фигЛ
