(54) УСТАНОВКА ДЛЯ ОЧИСТКИ ДЛИННОМЕРНБ1Х ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1979 |
|
SU804248A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Автоматическая линия для изготовления полых изделий горячей обкаткой концов трубчатых заготовок | 1982 |
|
SU1085657A1 |
| Приемно-разборочное устройство для длинномерных заготовок | 1978 |
|
SU770710A1 |
| Поточная линия для обработки длинномерных круглых стержней | 1975 |
|
SU556027A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2615826C1 |
| Устройство для подачи длинномерного материала в рабочую зону пресса | 1982 |
|
SU1082528A1 |
| Устройство для контурной выдачи и перемещения заготовок | 1990 |
|
SU1738443A1 |
| Рычажный отсекатель | 1961 |
|
SU149994A1 |


1
Изобретение относится к установкам для очистки длинномерных цилиндрических изделий от ржавчины, окалины и других загрязнений и может быть использовано в машиностроении, строительстве и других отраслях промышленности.
Известна машина для очистки длинномерных цилиндрических изделий (труб), содержащее роликовые опоры, установленные под некоторым углом к оси труб, сообщающие вращательное и поступател1 ное движение обрабатываемым трубам, и узел очистки 1 Недостатком данной установки является больщая доля ручного труда, так как подача на обработку и сбрасывание обработанных труб производится вручную.
Наиболее близким к предложенному по технической сущности и достигаемому результату является устройство для очистки круглого пруткового материала, включающее установленные последовательно механизм подачи изделий с рычажным отсекателем, узел очистки и механизм для сбрасывания очищенных изделий,, связанные с механизмом перемещения и вращения изделий, выполненным в виде последовательно
установленных, под углом к направлению перемещения изделий, роликов 2.
Однако данное устройство имеет сравнит льно низкую производительность, так как обработка прутков производится только
в один ряд.
Целью изобретения является повышение производительности устройства.
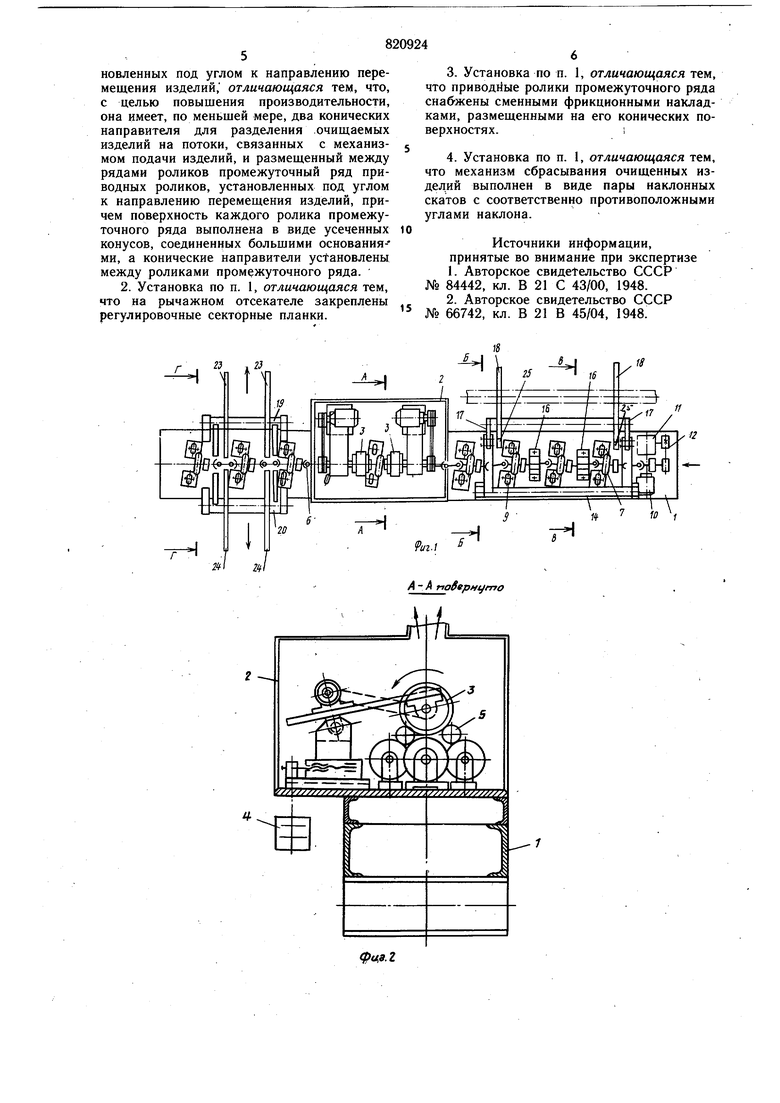
Поставленная цель достигается тем, что в устройстве для очистки длинномерных цилиндрических изделий, содержащем установленные последовательно механизм подачи изделий с рычажным отсекателем, узел очистки и механизм для сбрасывания очищенных изделий, связанные с механизмом перемещения и вращения изделий, имеется по. меньшей мере два конических направителя для разделения очищаемых изделий на потоки, связанных с механизмом подачи изделий, и размещенный между рядами опорных (неприводных) роликов промежуточный ряд приводных роликов, установленных под углом к направлению перемещения изделий, причем поверхность каждого ролика промежуточного ряда выполнена в виде двух усеченных коиусов, соединенных большими основаниями, а конические на-. правители установлены между роликами промежуточного ряда, причем приводные ролики промежуточного ряда снабжены сменными фрикционными накладками, размещенными на его конических поверхностях. На рычажном отсекателе закреплены регулировочные секторные планки. Механизм для сбрасывания очищенных изделий выполнен в виде пары наклонных скатов с соответственно противоположными углами наклона. На фиг. 1 изображена установка для очистки длинномерных цилиндрических изделий, вид в плане; на фиг. 2 - разрез А-А (повернуто) на фиг. ,1; на фиг. 3 - разрез Б-Б (повернуто) на фиг. 1; на фиг. 4 разрез В-В (повернуто) на фиг. 1; на фиг. 5 разрез Г-Г (повернуто) на фиг. 1; на фиг. 6 - вид Д на фиг. 5. Установка содержит станину 1 со смонтированной на ней камерой 2 очистки, в которой шарнирно установлены приводные металлические щетки 3 с противовесом (грузом) 4, позволяющим регулировать степень прижима щеток 3 к обрабатываемым трубам 5. Механизм подачи и вращения заготовок представляет собой двухручьевой рольганг, образованный из соединенных шарнирами 6 центральных приводных двухконусных роликов 7 со сменными фрикционными накладками 8 на их конических поверхностях, расположенных между двумя параллельными рядами опорных роликов 9. Все центральные приводнце ролики 7 имеют общий привод, состоящий из электродвигателя 10, редуктора 11 и цепной передачи 12. Центральные ролики 7 и опорные ролики 9 установлены под углом к оси обрабатывамых трубных заготовок 5. Механизм подачи заготовок 5 из накопителя на двухручьевой рольганг состоит из двух пневмоцилиндров 13 и рычажного отсекателя 14 с пилообразными упорами 15 расположенными по оси приводных роликов 7 и взаимодействующими с двумя коническими направителями 16, установленными на станине 1 между роликами 7 по их оси. На концах рычагов 14 отсекателя закреплены регулировочные секторные планки 17 для отсекания заготовок 5 в широком диапазоне диаметров. К этим же рычагам 14 (сбоку) прикреплены подающие наклонные скаты 18. Механизм для сбрасывания заготовок 5 включает в себя толкатели 19, 20, щарнирно связанные с пневмоцилиндрами 21, 22, подающие заготовку 5 на приемо-наклонные скаты 23, 24 с соответственно противоположными углами наклона. Все механизмы мащины для очистки длинномерных Цилиндрических заготовок от ржавчины и окалины объединены общей станиной и двухручьевым рольгангом, которые проходят по всей ее длине. Установка для очистки длинномерных цилиндрических изделий работает следующиМ образом. Трубчатые заготовки 5 по подающим наклонным скатам 18 докатываются до жесткого упора 25 на их конце, при этом отсекатель 14 находится в крайнем нижнем положении, при котором верхняя кромка секторных планок 17 отсекателя 14 ниже верхней кромки подающих наклонных скатов 18. Далее посредством датчиков электроавтоматики срабатывают пневмоцилиндры 13, и рычаги отсекателя 14 начинают подниматься. При помощи регулировочных секторных планок 17 длина рычагов отсекателя 14 устанавливается такой, что отсекаются только две заготовки при любом их диаметре, которые, перекатываясь по рычагам отсекателя 14, перемещаются до пилообразного упора 15. После определенной паузы за счет реле времени срабатывают пневмоцилиндры 13, и рычаги отсекателя 14 возвращаются в исходное нижнее положение, при этом заготовки 5 опускаются и рассекаются коническими направителями 16 на два ручья. Так как и приводные ролики 7, и опорные ролики 9 установлены под углом к оси обрабатываемых заготовок 5, то заготовки получают как вращательное, так и поступательное движение и попадают в камеру очистки 2, где очищаются от ржавчины и окалины щетками 3, вращающимися в противоположные стороны, что обеспечивает лучщий прижим заготовок 5 к приводным роликам. После окончания очистки заготовки 5 попадают в зону выгрузки, срабатывают пневмоцилиндры 21 или 22, соединенные с толкателями 19, 20, которые подают заготовки 5 на приемно-наклонные скаты 23, 24. Срабатывание толкателей 19 и 20 происходит автономно в зависимости от наличия заготовок 5 в том или другом ручье рольганга, но они могут работать и вместе, подавая заготовки б сразу на две стороны. Наличие в маЩине для очистки длинномерных цилиндрических заготовок двухручьевого рольганга с коническими направителями, толкателями и приемно-наклонными скатами с соответственно противоположными углами наклона позволяет увеличить производительность очистки, а оснащение рычагов отсекателя регулировочными секторными планками дает возможность обрабатывать трубные заготовки и йрутки в щироком диапазоне диаметров. Формула изобретения ЬУстановка для очистки длинномерных цилиндрических изделий, включающая установленные последовательно механизм подачи изделий с рычажным отсекателем, узел очистки и механизм для сбрасывания очищенных изделий, связанные с механизмом перемещения и вращения изделий, выполненным в виде последовательно установленных в два параллельных ряда роликов, установленных под углом к направлению перемещения изделий, отличающаяся тем, что, с целью повышения производительности, она имеет, по меньшей мере, два конических направителя для разделения очиш,аемых изделий на потоки, связанных с механизмом подачи изделий, и размешенный между рядами роликов промежуточный ряд приводных роликов, установленных под углом к направлению перемещения изделий, причем поверхность каждого ролика промежуточного ряда выполнена в виде усеченных конусов, соединенных большими основания-ми, а конические направители установлены между роликами промежуточного ряда.
Источники информации, принятые во внимание при экспертизе
фигЛ
r ГгГ Ho8epHt/fno
