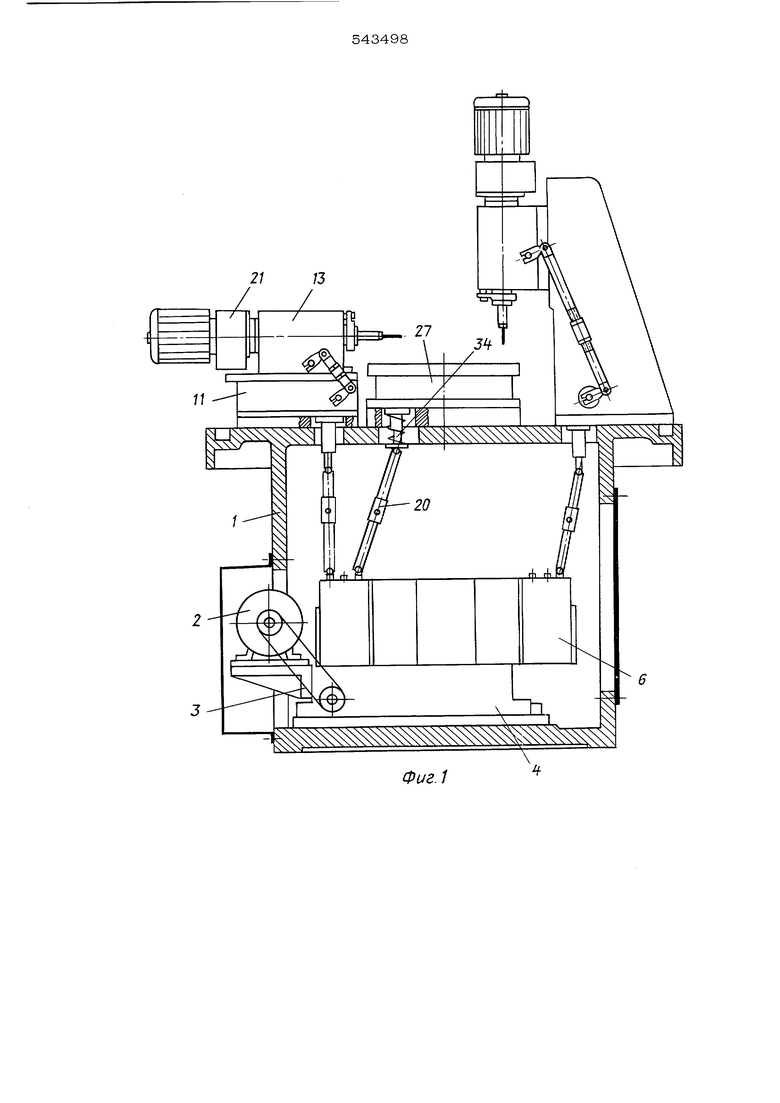
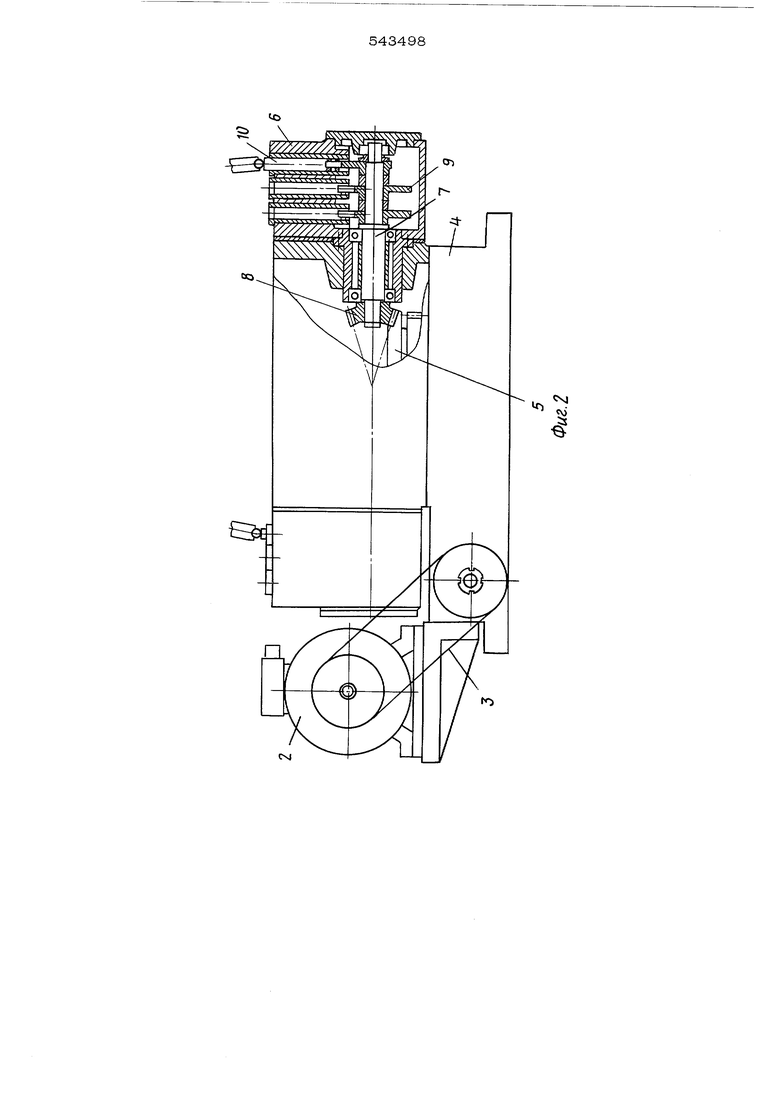
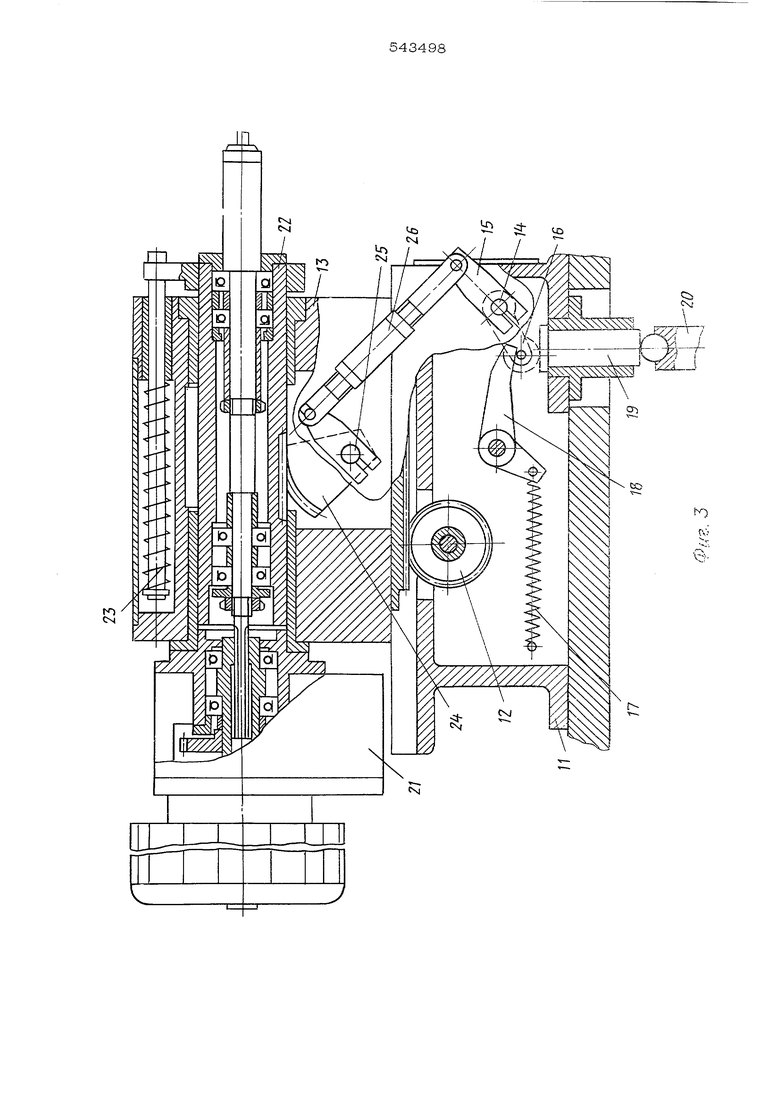
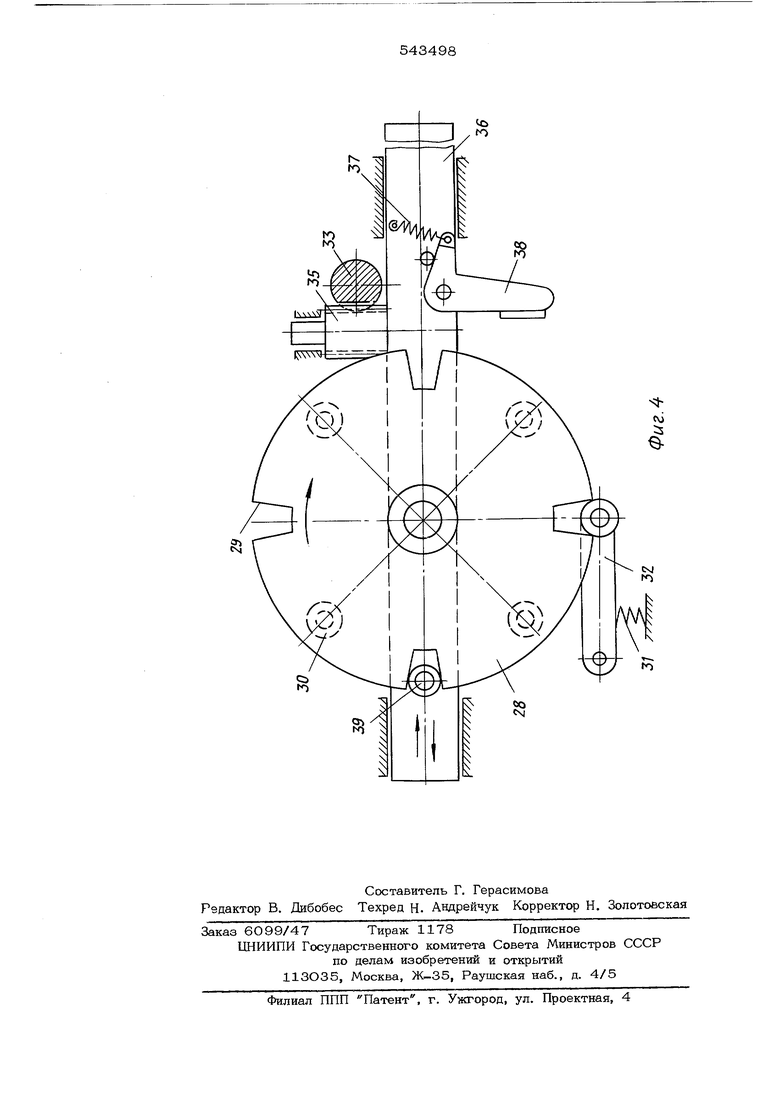
несамодействующего силового узла, наприме силовой головки 13, сидящие на общем валу 14 щарнирный 15 и роликовый 16 рыча ги. Рычаг 16 с помощью пружины 17 чере рычаг 18 прижат к плунжерному толкателю 19, связанному с плунжерным толкателем 10 -кулачкового блока 6 через шарнирные толкатели 20. На установочных узлах 11 расположены несамодействующие силовые головки 13, содержащие привод 21 главного движения, пинолъ-рейку 22, пружину 23 возврата, зубчатый сектор 24, жестко посаженный на валу 25 и через рычажно-шарнирную систему 26 связанный с шарнирным рычагом 15 установочных узлов 11. В центре станины 1 может быть установлен поворотно-делительный стол 27, содержащий планщайбу 28 с фиксационными пазами 29 и пальцами 30, нагруженный пружиной 31 черновой фиксатор 32. Вертик льный плунжер-рейка 33 с пружиной 34 шестерня 35, горизонтальный плунжер-рейка 36, несущий нагруженный пружиной 37 поводок 38 и фиксационный ролик 39 образуют механизм поворота стола 27. Вертикальный плунжер-рейка 33 через шарнирный толкатель 20 связан с плунжерным толкателем 10 кулачкового блока 6. При описании работы станка будет показана работа одного из несамодействующих силовых узлов 13 (остальные узлы работают аналогично согласно закону движения, заложенному в профилях соответствующих кулаков 9). Вращение от электродвигателя 2 через клиноременную передачу 3 поступает на центральную раздаточную шестерню 5 редуктора 4 и через шестерню 8 передается на кулачковый вал 7 и кулаки 9. Последние, вращаясь, действуют своими профилями на плунжерные толкатели 10, которые пере мещаются вверх. От плунжерного толкателя 10 движение передается через шарнирный толкатель 20 на плунжерный толкатель 19 установочного узла 11. Плунжерный толкатель 19, преодолевая усилие пружины 17, поворачивает с определенной скоростью на некоторый угол (согласно закону движения, заложенному в профиле кулака) роликовый рычаг 1 а следовательно, и жестко связанный с ним общим валом 14 шарнирный рычаг 15; поворот щарнирного рычага 15 через плоскую рычажио-щарнирную систему 26, вал 25 н самодействующей силовой головки 13 передае ся на зубчатый сектор 24. Последний пере мещает пиноль-рёйку 22 и тем самым пер мещает инструмент и обрабатывает деталь огласно цихлу, заложенному в профиль куака 9. По окончании рабочего хода профиль куака 9 отпускает плунжерный толкатель 10 под действием пружин 23 и 17 пинольейка 2.2. vi вся система передачи движения риходит в исходное положение, после чего ачинается цикл поворота поворотно-делиельного стола 27. Кулак 9, управляющий поворотно-делительным столом 27, начинает выжимать соответствующий плунжерный толкатель 10, который через шарнирный толкатель 2О, сжимая пружину 34, перемешает вверх вертикальный плунжер-рейку 33. Последний через шестерню 35 перемещает горизонтальный плунжер-рейку 36 влево (см. фиг. 4). При этом фиксационный ролик 39 выходит из фиксационного паза 29 и освобождает планшайбу 28, а нагруженный пружиной 37 поводок 38 начинает поворачивать планшайбу 28, которая, поворачиваясь, выжимает нагруженный пружиной 31 черновой фиксатор 32. При повороте планшайбы 28 на заданный угол нагруженный пружиной 31 черновой фиксатор 32 вводится в следующий фиксационный паз 29 планшайбы 28, тем самым предварительно фиксируя ее. Когда профиль кулака 9 освободит плунжерный толкатель 10, а соответственно, и вертикальный плунжеррейку 33, последний под действием пружины 34 опустится вниз. При этом горизонтальный ролик 39 входит в соответствующий фиксационный паз 29, тем самым фиксируя планшайбу 28. Формула изобретения Металлорежущий станок, содержащий станину с расположенным на ней электромеханическим централизованным приводом подачи, на многогранном призматическом корпусе которого радиально расположены кулачковые блоки с плунжерными толкателями, связанные рычажно-шарнирной системой подачи с несамодействующими силовыми и установочными узлами, отличающийся тем, что, с целью расширения компоновочных возможностей станка, он снабжен соединенными с установочными узлами дополнительными плунжерными толкателями и шарнирными толкателями, взаимодействующими с основными и дополнительными плунжерными толкателями, причем дополнительные толкатели связаны с рычажно-шарнирной системой роликовыми рычагами. Источники информации, принятые во внимание при экспертизе: 1. ШевлякоБ И. М., Мельниченко В. А., Обработка деталей на агрегатных и специальных станках. М. Машиностроение, 1971. $$ S $$$$:$$: $$ $$ Фиг. 1
tfCNI
го

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения материала | 1987 |
|
SU1447493A1 |
| Устройство для групповой сборки и пайки монолитных керамических конденсаторов | 1988 |
|
SU1599912A1 |
| Автоматическая линия для механических испытаний изоляторов | 1981 |
|
SU982104A1 |
| Установка для испытания древесных материалов на истирание | 1981 |
|
SU1305568A1 |
| ПОВОРОТНО-ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2057630C1 |
| РЕГУЛЯТОР ТОПЛИВОПОДАЧИ ДИЗЕЛЯ С ТУРБОНАДДУВОМ | 1991 |
|
RU2008486C1 |
| ДВИГАТЕЛЬ | 2009 |
|
RU2411365C2 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Устройство для ультразвукового упрочнения зубчатых колес | 1987 |
|
SU1558543A1 |