1
Изобретение относится к области нанесения защитных покрытий на детали путем окунания их в расплав.
Известно устройство для нанесения покрытий, содержащее тигель, С1.абженный крышкой С-образной формы, подвеску, приспособление для перемещения и врашеппя подвески и центрифугу, выполненную в виде двух горизонтально расположенных дисков, между которыми подвижно, укреппены пластины l.
Устройство работает следующим образом. Подвеску со смонтированными на ней деталями онускакуг в тигель с расплавом, тигель закрывают С-образной крышкой, подвеску опускают в расплав, где производится нанесение покрытия на детали. Затем подвеску поднимают над зеркалом расплава и приводят во вращение для стряхивания с деталей излишков расплава и шлама. После этого прекращают вращение подвески, открывают крышку тигля и детали па подвеске переносят и загружают в нентрифугу, где пр:1оизводится окончательная
очистка деталег от излии ков расплава и и.лама.
Недостатком устройства, 5 Влпотс5 слож ность конструкц П1, кизкое качество ffiiuocii™ мьгх покр1.-1тий за счет налипания ш. тп петалях, которое- уxsTiLiiiieTOti ио ,;оре nriuouленил шлакга п ТГг.по, слочсис сгг-. боятг.);ая длительность процйсса наиосенпл 1 ок 5ьгчия за счет двойного це1 трг1футнпоиа «я я наличие дополнительной операции по угмалепию шлама из титля.
Известно другое устройство шит ийн.есс™ ния покрытии, содерл.ощое (- для рлрплава, сетчатую емкость, у/..pei..-iruiiv : приводном вертикальном B;iny, сборник лия детален, заиштннп конус, paciu ;io ivCiiHL:i под емкостью и oaK h:iuiefiiiL:iji iRi нялу, в установлен ьал (:-- к;х:ги, ioxaHU3N-n:,i раздель ого вор; (Пч.чл-м-с.гс нсромощеиия емксст заи.итного конус,: и механизм их . .
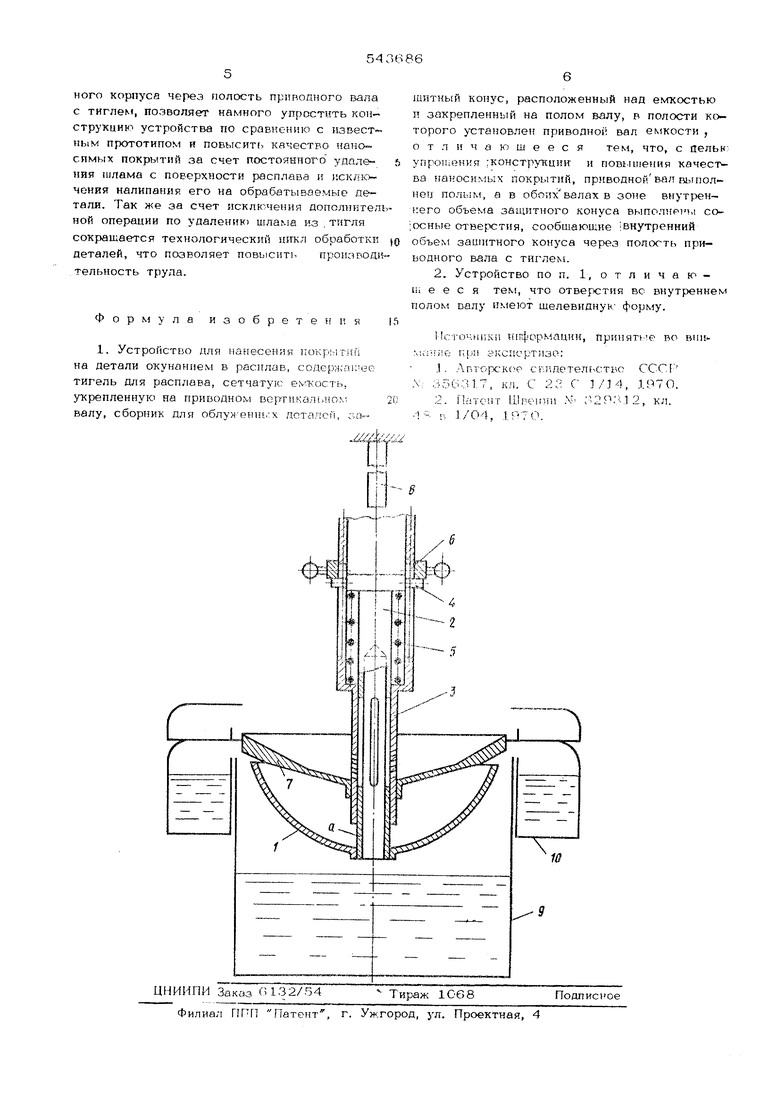
УстрО к;тво работает следу1 11-. Г1Ч1:::П Сетчату(о e кocть загружакт /кчллмм ч опускак т в расп.гав, где нниосят иок11- ти$,. Затем ех.ксють зак.;ьвакгг viftii.,iN к-анусо поднимают надзвркалом, расплава и ПрйЕО дят во вряшенйе спя стр$тхивйния с детв лой йзлишксВ расппавв., а с поверкзшсти зашитного конуса шлама, Екгкость койнимь- ют до уровня сборнике aofiHv: v;a OT зашнт- Н},1Й конус к ПрОДОЛЗКйгОТ В рйШеНЙЭ е.ПШС ти. Детали вь брасьшанугся в сборник s при соударенЕй с его ствгтами окончагэягзно ссвобсжкаются О7 расплав ;., Деккое устройство ивляется иаибопес enHSKH /s к язобретс-няю по тет нигеской сую ности н 1остг«гйвмому рсзультгту. Недостатком его является сложность кс стругспни, спохность процесса гГйиесэнгтн покрытия, недостаточноегь качес- ве каноСИМЫХ покрытий за счет ВОЗМОЖНОСТ -; ЕЬ носа шлама всборяик и наличие (ополпмтзп ной операции по удалению шлама из ткгля. Целью изобретения является Т1ро:;1ет ие конструкции устройства и повышение каче cTEia наносимых покрытий. Указанная цель достигается тем, что приводной вал, связон1тый с сетчатой екжостью и находяшийся в полости вала, свя- занного с зашит {Ь м KOHjcorv;, Ылшолнен полым, а Б обоюс валах в зоне внутренне-.го объема зашйтного конуса выполнены со осные GTBepJCTKH; сообщающие внутранний объем защитного конуса через полость при вопного вала с тиглем.; Кроме того, оТ верстия во внзтреннегл полом налу имеют шелевидную форму. На чертеже нэобрежено предлагаемое устройство, разрез. Сетчатая емкость 1 чаш еобразиой формы закреплена на полом валу 2, усгапои ленн1..1м в другом полом валу О с возможкостью осевого перемещения по направля -KUiKM пазам посредством игтифтов 4, жинь 5 и маховкчка« гайки 6. На втором полом .валу закреплен конус 7 в зоне внутреннего объема которого на боковых стекках обои полык валов выпол нены соосные отверстия а. Во внутренне : полом валу 2 они имеют шелевидную форм чем обеспечивается возможность регулироьания зазора сетчатой екЖостью и зашитным конусом. Неподвижны: упор, 8 о раничивает перемещение сетчатой емкости в вертикальном направлении. Кроме того, устройство содержит тигель 9 с расплавом и сборник Юс охлаждающей жиш остью. Устройство работает следуктшм сбра-аом. В исходном состоянрш , как покааано на чертеже, маховичком гайкой 6 устйнав пивают необходкшз5й зазор между сетштой еьлсостью 1 к задштнык конусом 7 в зависимости от размеров обрабатывав-Mbix деталей. Далее внл 3 поднимают вверх, при этом сетчатая ок-гкость 1 поднимает- Сй1до зфовня верхней крышки сборн1гка 10, 41 кепоквнлчный уггор 8 упирается в глухой котзбц полого т-.ала 2, ограничивая движе К€; сетчатой ектости выше тсазанного уровня. При . дальнейи:ем движении вала 3 аверх за счет сжатия пружины 5 производится подъем защитного конуса 7 на дливу пазов в полок; валу 3, i результате чего, между сетчатой екжостью 1 к защитным ко яусом 7 образуется зазор, достаточный для загрузки деталей. Детали, подготовленные к кенесению покрытия, зегру5ка гг в сетчату с емкость 1 к вал 3 опускакт. При этом вна- шла зашиттпяй конус 7 за счет пружины 5 олускается до упора штифтов 4 в маховичок- гайку 6, обеспечивая тем самым ранее з стеновлешгый зазор между сетчатой емкостью 1 и защитный конусом 7, Далее сетчатая емг,ссть 1 с деталями опускается Б тигель 9 до гюлкого покр1,-1ия защитного конуса 7 расплавом, где производится процесс нанесения пскрытия на детал.и. Шлам, образующийся в процессе нанесения покрьзтия, всплывает на поверхность расплава через зазор между сетчатой емкостью и защитным конусом 7. Через опр еделенное время, необходимое для нанесенил покрытия, вал 3 подтгимаКТ. При этом на поверхность расплат а вначале выхо;:Шг заиизтный 7. захватьвая часть расплава вместе со шламом и пос7сольку диаметр конуса 7 больше диаметра сетчатой емкости 1, освобождая окно на зеркале расплава, свободное от шлама и достаточное для выхо- иа сетчатой емкости 1. При дальнейшем подьеме вала 3 расплав из втгутреннего объема заигитного конуса 7 через отверстия Q и полость вала 2 выпивается в тигель, а большая часть коьлкообразного шлама остается во внутреннем объеме защитного конуса 7. Вал 3 поднимают до уровня, изображенного на черк теже. и включают привод его врашения, производя тем ca fымцентрифугироваггае .обработанных деталей. При этом большая часть излиижов расплава выбрасьшается в тигель через отверстия в сетчатой мкости а детали выбрась ваютск в сборник 10, где производится окончательная очистка их от излишков расплава при соударении со стенками сборника. Готовые детали с обираются в нижней части сборнтш, заполненного охлаждающей жидкостью. Шлам из внутреннего объема зйщитного конуса при центрифугировании выбрасывается в зерхнюю полость сборника. На этом цикл работы устройства заканчивается. Таким образом, наличие соосных отверстий сообщающих внутренний объем защита
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ | 1972 |
|
SU356317A1 |
| Устройство для нанесения горячих покрытий | 1979 |
|
SU855065A1 |
| Установка для покрытия деталей погружением | 1988 |
|
SU1601191A1 |
| Способ нанесения консервирующих покрытий на изделия и подвеска для его осуществления | 1976 |
|
SU614827A1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ОКСИДНОГО ПОКРЫТИЯ НА СТАЛЬНОЙ ПОВЕРХНОСТИ В РАСПЛАВЕ Pb-Bi | 2015 |
|
RU2603761C2 |
| ПОЛУЧЕНИЕ КРИСТАЛЛОВ | 2007 |
|
RU2456386C2 |
| Установка для горячего нанесения покрытий | 1982 |
|
SU1096304A1 |
| Способ получения порошка сплава на основе железа и устройство для его осуществления | 1985 |
|
SU1563584A3 |
| Устройство для создания покрытия шоссейных дорог | 1991 |
|
SU1805161A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГРУППОВОГО ВЫРАЩИВАНИЯ ОРИЕНТИРОВАННЫХ СЛОЕВ КРЕМНИЯ НА УГЛЕРОДНОЙ ТКАНИ | 2004 |
|
RU2258772C1 |
