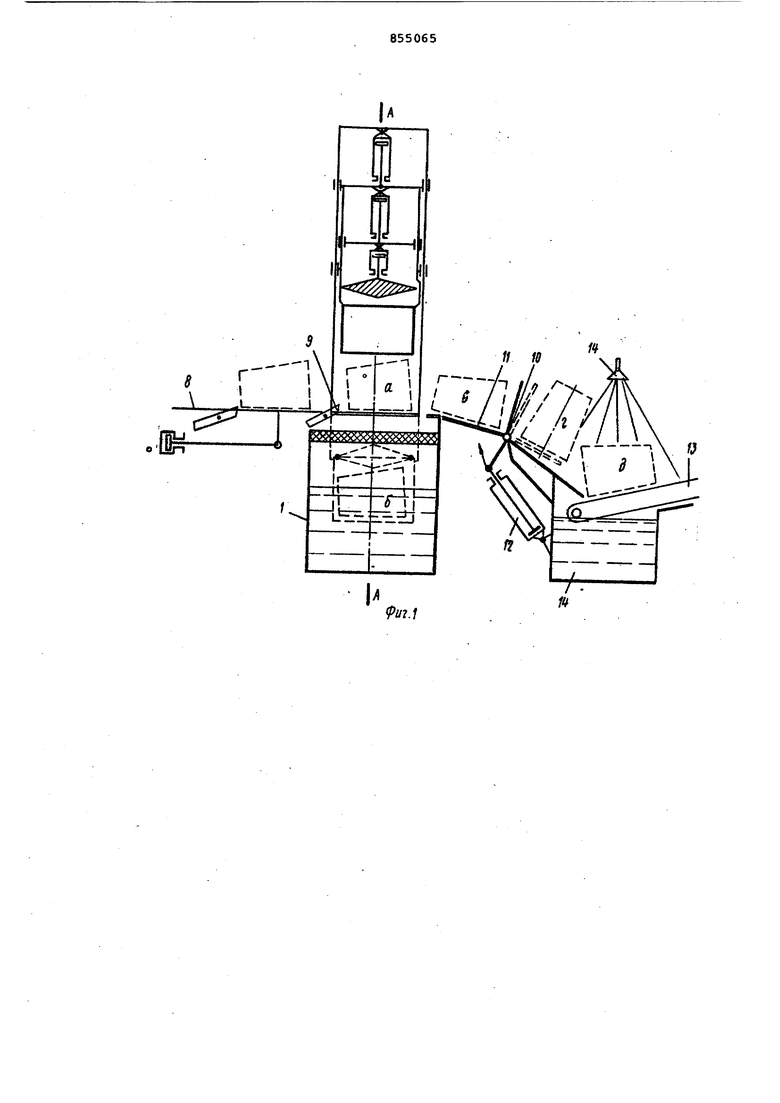
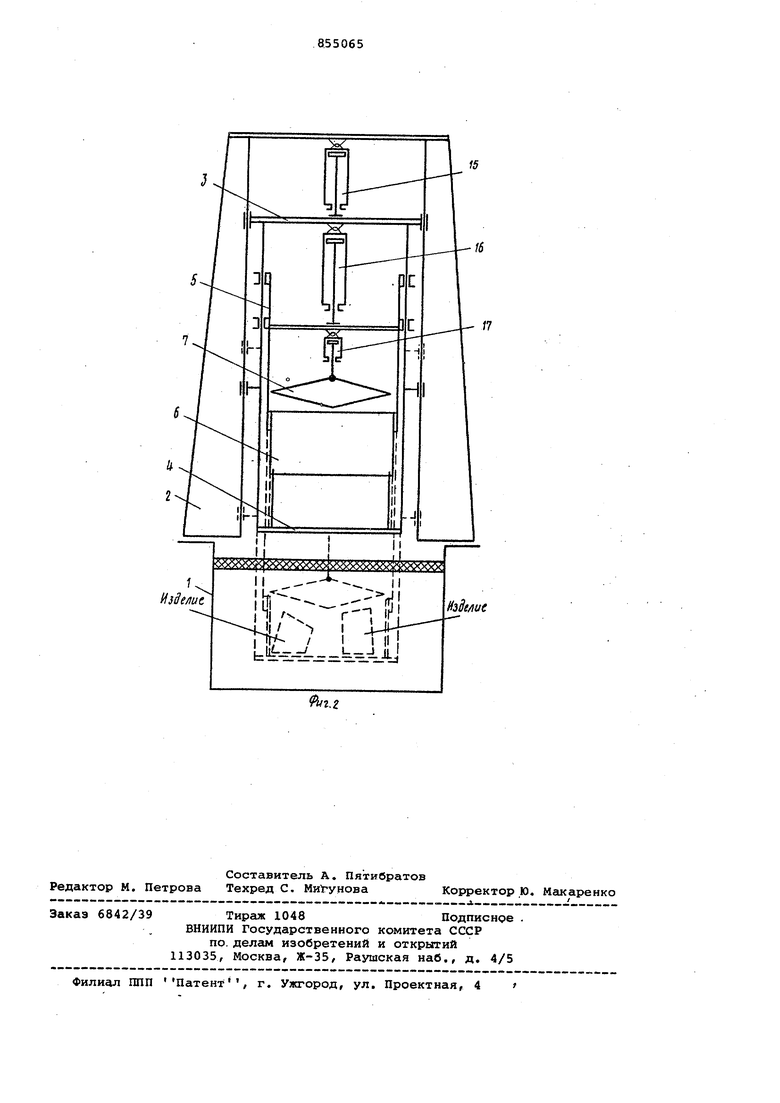
(54) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГОРЯЧИХ ПОКРЫТИЙ изобретение относится к нанесению горячих покрытий, в частности к горячему цинкованию деталей, и может быть использовано в машиностроении для горячего цинкования средних и крупных деталей сложной конфигурации и производства изделий народного пот ребления. Известна установка для горячего цинкования посуды, содержащая ванну, расплавом, флюсовую коробку и механизм перемещения изделий в виде пустотелых поворотных валов с головками для клетдедержателеЯ С ЗОднако установка имеет нескольких исполнительных органов механизма перемещения изделий сложной конструк ции, что является существенным недостатком. Известна также установка для горя чего нанесения покрытий (а изделия содержащая ванну для расплава материала для покрытия, приводную флюсовую коробку, установленную с возможностью перемещения в горизонтальной плоскости, и механизм.погружения и подъема изделий Однако в указанной установке флюсовая коробка и механизма погружения подъема изделий находится в контакте с флюсом и расплавом, поэтому происходит непрерывное растворение металла флюсовой коробки и погружноподъемных механизмов с образованием при этом гартцинка. Далее, при подъеме изделий часть поверхности расплава обнажается, что вызывает дополнительное образование окислов расплаве. Цель изобретения - повыщение надежности деталей и механизмов, контактирующих с флюсом и расплавом. Поставленная цель достигается тем что устройство, содержащее ванну для расплеша, механизм для перемещения изделий и флюсовую коробку, установленную в ванне с возможностью перемещения, снабжено рамой с направляющими установленной на ванне, и защитным конусом, причем конус и флюсовая коробка установлены на раме с возможностью перемещения по направляющим. На фиг.1 схематически изображено предлагаемое устройство, общий вид; на фиг.2 - разрез А-А на фиг.1. Над ванной 1 с расплавом и флюсом установлена сварная рама 2, на которой с возможностью перемещения в вниз и вверх относительно ванны помещен ползун 3 с решеткой 4 для изделий.В ползуне 3 с возможностью перемещения вниз и вверх помещен ползун 5, к которому подвешен флюсовой ящик 6. В ползуне 5 с возможностью перемещения вниз и вверх установлен защитный двухсторонний конус 7.
Для подачи цинкуемых изделий на решетку 4 установлен шаговый транспЬртер 8 с захватами 9. Для выравнивания слоя покрытия служит кантователь 10, содержащий захват 11 и толкатель 12. Для приема изделия после кантования предусмотрен транспортер 13, над которым установлено душевое устройство 14. Для сбора охлаждающей жидкости под транспортером 13 установлен бак. Движение ползунов и защитного конуса осуществляется пневмо-или гидротолкателяли 1517, управление которыми осуп естнляется- золотниками, концевыми и реле времени (не показаны).
Устройство работает следующим образом.
На поднятую в верхнее положение 01 решетку шаговым транспортером 8 подается цинкуемое изделие. После отвода захвата 9 за край решетки 4 толкателем 15 ползун 3 с решеткой 4 и изделием опускается через.флюс в расплав. Одновременно с опусканием площадки толкателем 16 опускается и ползун 5 с ящиком б на решетку 4. Защитный конус 7 остается поднятым относительно ящика б до полного прохождения через слой флюса.
Достигнув положения 5, решетка 4 и ящик б задерживаются на заданное время. Затем опускается Эё1щнтный конус 7,закрывая ящик сверху. После этого решетка 4 с оцинкованным изделием, накрытым ящиком и конусом, поднимается вверх. Ящик, нак1Я:1тый конусом, при подъеме предотвращает попадание флюса и шлама на изделие.
Попавший на конус 7 флюс и шлам скатывается в сторону за стенки флюсового ящика, минуя изделие. По достижении решеткой 4 с изделием положения а ящик 6 с конусом 7 посредством толкателя 16 поднимается до
верхнего положения, открывая при этом вход для нового изделия на решетку 4 и клход оцинкованного с решетки 4. После решетки 4 изделие соскальзывает на наклонный захват 11 кантователя 10. После этого толкателем 12 кантователь 10 перевертывает изделие для более равномерного распределения покрытия из положения Ь в положение , откуда изделие соскальзывает и попадает в положение 9 на транспортер 13.
В положенииЗ зделие обдается водой из душевого устройства 14. Вода стекает в бак l4, а изделие транспортером 13 подается на место контроля (не показано).
Очистка поверхности перед подъемом изделия выполняется конусом 7. При этом поверхность расплава не оголяется/ она постоянно полностью закры0|та слоем флюса, что предотвргицает окисление расплава воздухом. , В нерабочее время ползун 3 устанавливается в верхнее положение. При этом все механиз находятся вне флю5 и расплава, полностью защищены от .растворения. Устройство надежно в работе и позволяет получить экономический эффект порядка 45 тыс.р.
Формула изобретения
Устройство для нанесения горячих покрытий, содержащее ванну для расплава. Механизм для перемещения изде;лий и флюсовую коробку, установленную в ванне с возможностью перемещения, отличающееся тем, что, с целью повышения надежности, оно снабжено рамой с напргшляющими,
установленной на ванне, и заиштным конусом, причем конус и флюсовая коробка установлены на раме с возможностью, перемещения по направляющим. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР 246261, кл. С 23 С 1/14, 1966.
2.Авторское свидетельство СССР 540942, кл. С 23 С 1/14, 1973.
.jIuu, ,„л,,.ц
11 -t- 11
II II
f
-гЦ1 зде/tue
4/
il7 / It. Lli --c:L JLJ
f ц jTuT utl -щД
15
Издмис
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для горячего нанесения покрытия | 1982 |
|
SU1027277A1 |
| Установка для горячего нанесения покрытий | 1973 |
|
SU540942A1 |
| Устройство для горячего цинкования круглого проката | 1978 |
|
SU711162A1 |
| СПЛАВ ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ ЦИНКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2180014C1 |
| Способ горячего цинкования чашеобразных изделий и устройство для его осуществления | 1987 |
|
SU1715881A1 |
| Установка для горячего цинкования деталей | 1979 |
|
SU771184A1 |
| Автомат для горячего нанесения покрытий на трубы | 1981 |
|
SU998576A1 |
| Таблетка для горячего цинкования металлических изделий (варианты) и способ её подготовки | 2016 |
|
RU2647066C1 |
| Флюс для горячего цинкования стальных изделий | 1986 |
|
SU1407993A1 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ НА МЕЛКИЕ СТАЛЬНЫЕ ДЕТАЛИ СЛОЖНОГО ПРОФИЛЯ | 1992 |
|
RU2033471C1 |