1
Изобретение относится к области черной металлургии и может быть использовано в цехах машиностроительных заводов в устройствах для приема, кантовки и задачи полосы в валки, например, правильных машин или прокатных клетей.
Известен аппарат для приема, кантовки и задачи полосы в валки, например, прокатной клети, включаюший приводные ролики 1.
Профиль валков позволяет манипулировать только с полосой, передний конец которой ориентирован в плоскости кантовки.
С целью приема полосы с произвольно ориентированным в плоскости кантовки передним концом в описываемом устройстве плоские участки профиля роликов образуют часть калибра.
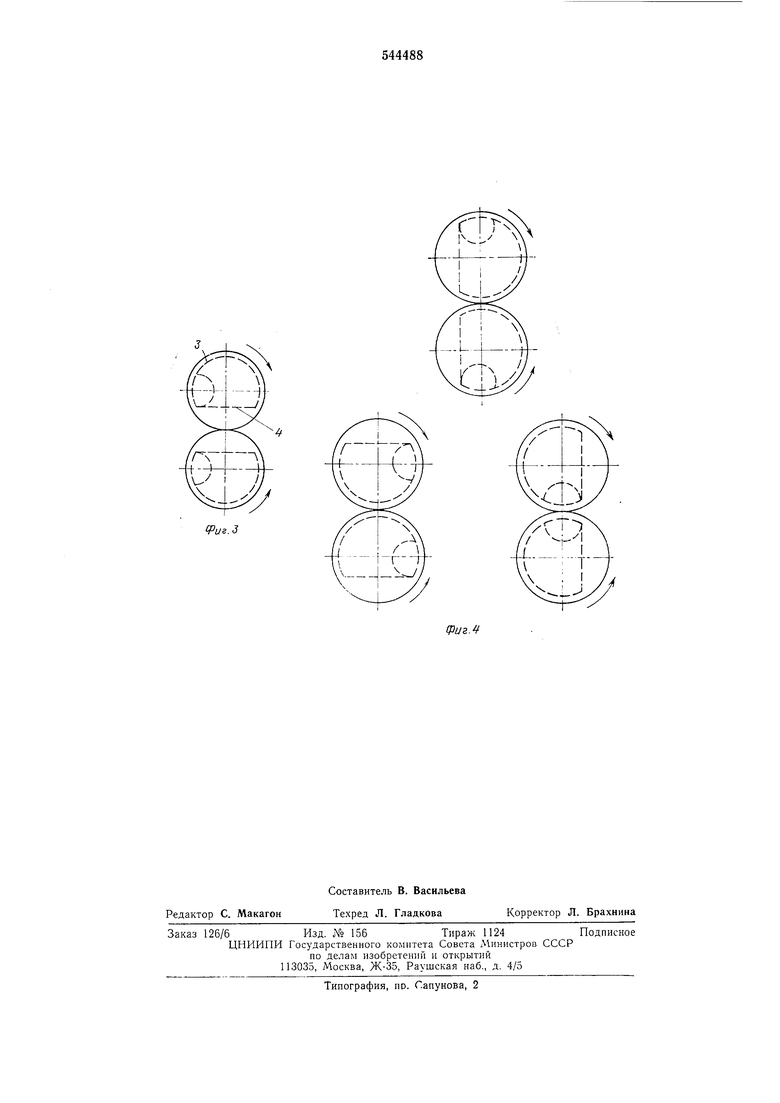
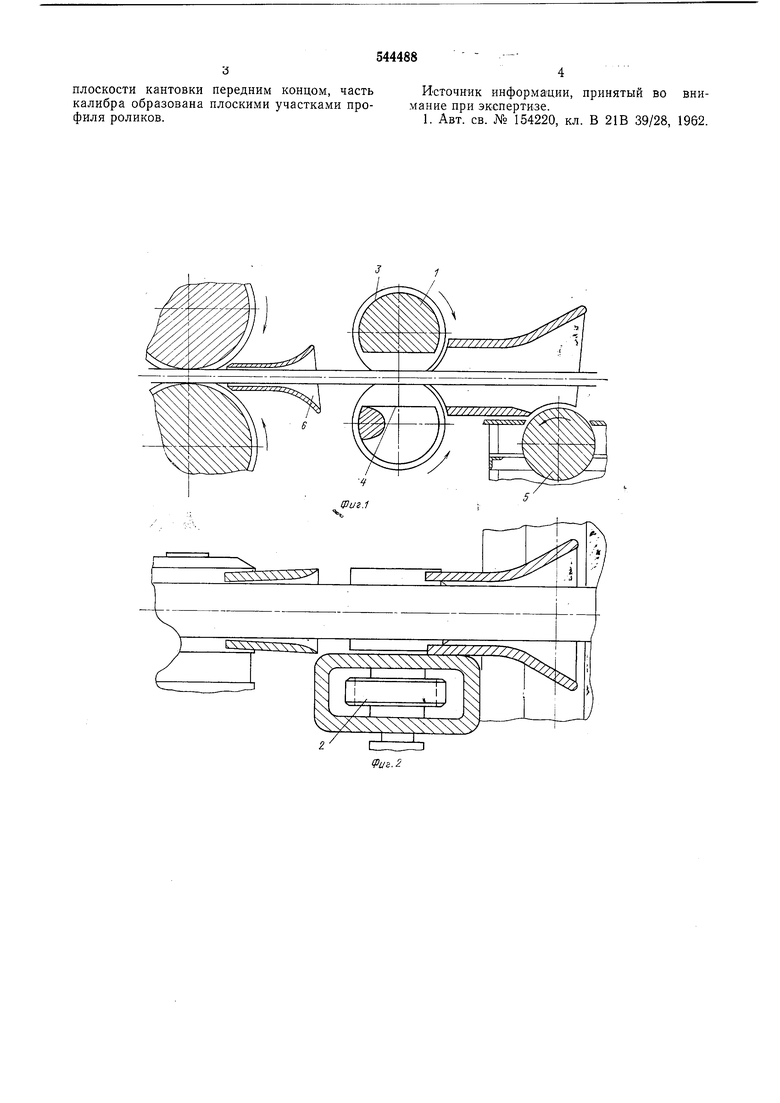
На фиг. 1 изображен аппарат, установленный перед валками правильной машины; на фиг. 2 - то же, вид сверху; на фиг. 3 - ролики аппарата в момент захвата неориентированной полосы; на фиг. 4 - то же, в момент захвата и кантовки ориентированной полосы.
Аппарат для приема, кантовки и задачи полосы содержит приводные ролики 1, связанные между собой зубчатым зацеплением 2. Профиль валков образует закрытый кантуюш,ий калибр 3, часть калибра образована плоскими участками 4.
Для направления полосы, транспортируемой рольгангом 5, в аппарат установлена приемная проводка 6.
При транспортировке полосы рольгангом 5 через проводку 6 передний конец полосы попадает в калибр роликов аппарата.
При благоприятно ориентированном в плоскости кантовки переднем конце полосы ролики захватывают полосу в любом их положении, кантуют и задают в проводку правильной машины. При неблагоприятном ориентировании переднего конца полосы захват происходит только при таком положении роликов, когда калибр образован плоскими участками.
При всех других положениях роликов происходит пробуксовка проката в связи с отсутствием захвата металла роликами. При большой скорости врашения роликов останавливается только передний конец полосы на время доворота валков до положения захвата.
Формула изобретения
Аппарат для приема, кантовки и задачи полосы в валки, например, правильных машин, включаюший приводные ролики, профиль которых образует закрытый кантуюший калибр, отличаюшийся тем, что, с целью приема полосы с произвольно ориентированным в плоскости кантовки передним концом, часть калибра образована плоскими участками профиля роликов. Источник информации, принятый во внимание при экспертизе. 1. Авт. св. № 154220, кл. В 21В 39/28, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для приема кантовки и задачи полосы | 1976 |
|
SU583830A2 |
| Аппарат для приема, кантовки и задачи полосы | 1987 |
|
SU1423211A2 |
| Приспособление к прокатному стану для сворачивания в бунты тонких полос при выходе их из валков | 1937 |
|
SU55117A1 |
| СПОСОБ ПРОИЗВОДСТВА ДВУТАВРОВОЙ БАЛКИ И ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2620212C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| Способ прокатки круглых заготовок | 1987 |
|
SU1438864A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |