1
00
92
СХ)
Изобретение относится к металлургии и может быть использовано при производстве прокатных профилей круглого сечения.
Цель изобретения - повышение качества готового проката за счет обеспечения устойчивости раската в калибре без принудительного удержания.
На чертеже изображена схема предлагаемого способа прокатки.
В прокатные валки 1,.в которых нарезан круглый калибр 2 и вертикальный овальный калибр 3, задается . овальный раскат 4 с помощью вводной арматуры 5,
При прокатке в вертикальном овальном калибре 3 овальный раскат 4 изгибается с помощью ролика кантующего устройства 6 так. что ко.нец его со стороны валков 1 остается прямолинейным на длине L 7- Юа (где а - ширина овала по малой оси), После выхода из валков раскат с помош;ью кантующего устройства или шлепперов (не указаны) смещается в сторону круглого калибра 2 до совмещения осей круглого калибра и прямолинейного конца овального раската. При этом не происходит самокантовка раската и он сохраняет положение, необходимое для задачи в круглый калибр. Перед задачей в круглый калибр кантующее устройство и шлепперы отводят в исходное положение.
Пример 1 . На стане, трио с диаметром валков 800 мм прокатка круга 110 мм производится с использованием вертикального овала. Передача раската из калибра в калибр осуществляется штепперами; перед круглым калибром установлена кантующая втулка с прижимными роликами, так как раскат после овального калибра самокантуется.
После выхода конпа раската из овального калибра его изгибают щлеп перами, затем шлепперы отводятся и дальнейшее Движение раската прямолинейно. После выхода из овального калибра раскат имеет уг.тойчивое положение и не подвержен самокантовке при передаче из калибра в калибр.
Пример 2. На стане 950/900 прокатываются круглые заготовки диаметром 130-180 мм. При этом на клети 900 расположе}1ы предчистовой горизонтальный овальный калибр и круглый калибр. Для кантовки и перемещения
овального раската применяется роликовый кантователь-манипулятор, расположенный от оси клети на расстоянии 3850 мм.После выхода из клети овальный раскат зажимается роликами кантователя и перемещается в круглому калибру. При этом за счет большой длины и третий о рольганг раскат изгибается. После совмещения очи переднего конца раската с осью круглого калибра ролики кантователя разжимают и кантователь отводят в нерабочую зону. Овальный раскат ударживается
на рольганге за счет изгиба его продольной оси.
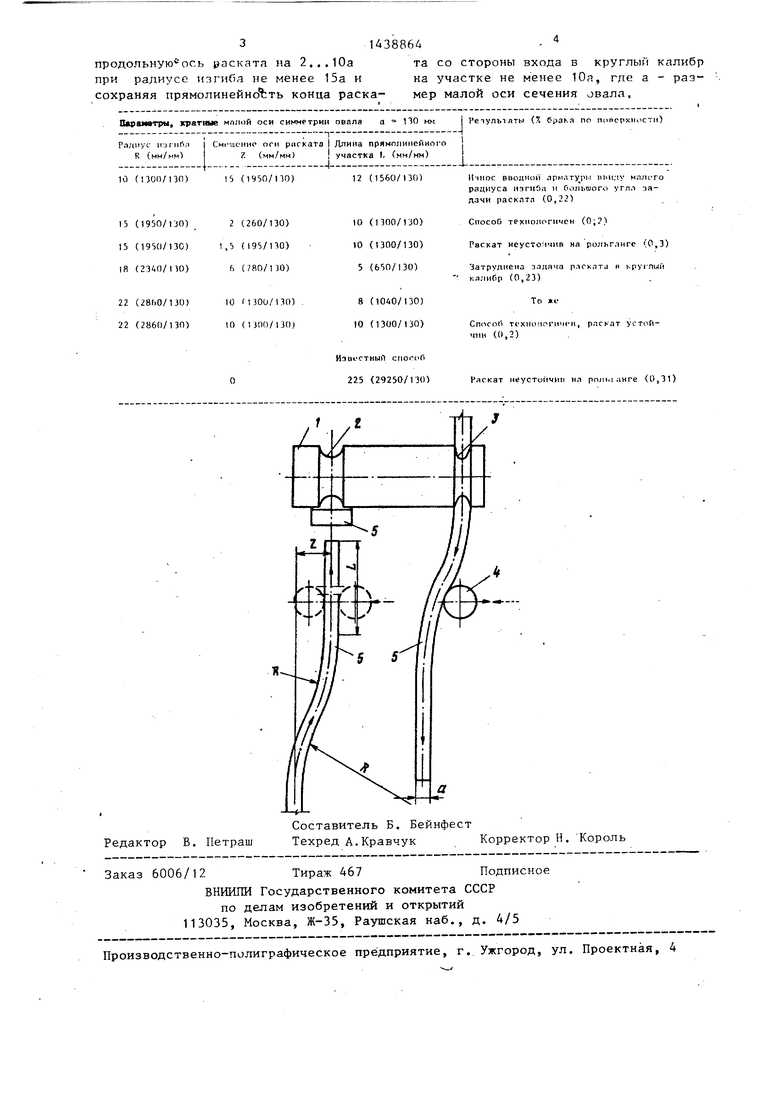
Для определения оптимальных геометрических параметров изгиба раската на клети 900 были проведены исследования. Результаты исследований сведены и таблицу.
Как видно из приведенной таблицы, при малом радиусе изгиба и большом смещении оси раската ухудшаются услоВИЯ работы привалковой арматуры.
В случае изгиба переднего конца овального раската затрудняется его задача в круглый калибр. Размер L 10а выбран из условия, что длина вводных проводок или коробок пропусков обычно составляет 4-7 размеров малой оси симметрии сечения овала. Кроме того, необходимо, чтобы круглый раскат на выходе прошел выводную проводку-.
Смещение оси раската менее , чем на 2а при большой длине раската, равной (150-250)а, не обеспечивает устойчивость овального раската,
Таким образом, изобретение позволяет повысить качество готового проката за счет обеспечения его устойчивости при задаче в калибр.
Формула изобретения
Способ прокатки круглых заготовок, преимущественно диаметром более 100 мм, включающий формирование пред- чистового овального раската, задачу на ребро и последующую прокатку его в круглом калибре, о т л и ч а ю
щ и и с я
тем. что.
целью повы55
щения качества готового проката за счет обеспечения устойчивости раска-. та в калибре без принудительного удер- жанйя, овальный раскат перед задачей в круглый калибр изгибают п плоскости его транспортирования, смещая
31Д38864-
продольную - ось иаската на 2..,10а та со стороны входа в круглый калибр лри радиусе изгиба не менее 15а и на участке не менее Юа, где а - раэ- сохраняя прямолинейно Ьть конца раска- мер малой оси сечения овала.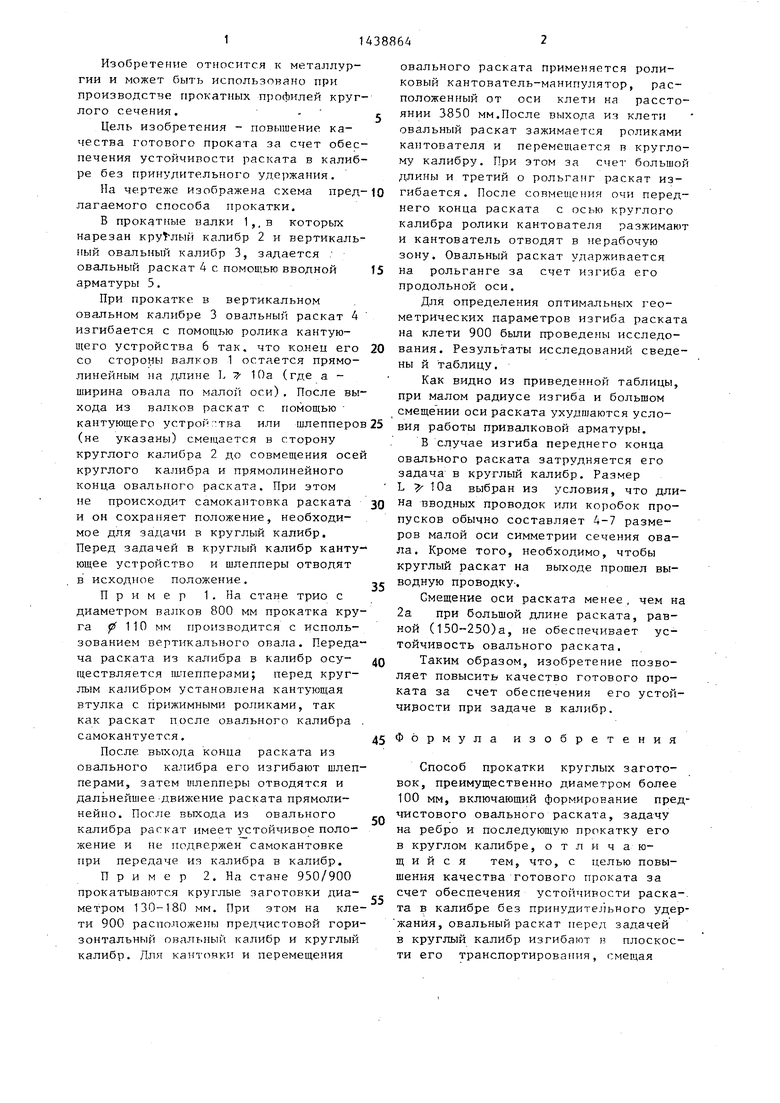
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2102164C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 1999 |
|
RU2190487C2 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| Способ прокатки | 1988 |
|
SU1614868A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ КРУГЛОГО СЕЧЕНИЯ | 1999 |
|
RU2170150C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ И КАТАНКИ | 1991 |
|
RU2015752C1 |
| Способ прокатки полосы заготовки полнопрофильного сердечника металлокомпозитной накладки клееболтового изолирующего стыка | 2022 |
|
RU2787286C1 |
Изобретение относится к металлургии, конкретно к производству прокатных профилей круглого сечения. Цель изобретения - обеспечить устойчивость овального раската в калибре и тем самым повысить качество готового проката. Для этого овальный раскат, полученный в предчистовом калибре, перед задачей в чистовой круглый калибр на ребро предварительно изгибают в плоскости его транспортирования на рольганге, оставляя прямолинейный участок со стороны задачи в круглый калибр. Изогнутый раскат лежит на рольганге без свала и может быть задан в круглый калибр без принудительного его удержания. Это исключает травмирование поверхности раската линейками и обеспечи- % вает правильное, положение его в круг- - лом-калибре при прокатке, что поло- V/ жительно сказывается на качестве готового проката. 1 ил., 1 табл.
Параметры, крагшле мплчй оси симметрии овала а ПО мм
.I
Рлдпус: irjfiifin R (MM/MMI
CMI- IUMIHC оги рпската . (мм / мм)
Длина прямплимсйного участка I, (мм/мм)
15(1950/130)
2(260/ПО)
1,5(195/ПО)
6(780/ГЗО)
10М300/130)
10(1300/130)
12(1560/130)
10(1300/ГЗО)
to(1300/130)
5(650/130)
8(1040/130)
10(1300/130)
Известный crioi- i6
225(29250/130)
;
по пппсрхности)
Мчмос BuojiHoiV армлтуры иьилу радиуса изгиЭа и большого углл задачи раскптп (0,22)
Способ технологичен (0;)
Раскат неусто:1Ч11в на рольглнгс (0,3)
Затруднена задача рлскпта н ьругльн калибр (0,23)
То «о
CnocoCi технологичен, рпскат устой- чин (0,2)
Нлскат неустоичин нл ролы аиге (0,31)
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Литовченко Н.В | |||
| и др | |||
| Калибровка валков сортовых станов | |||
| - М.: Метал- лургиздат, 1963, с | |||
| Синхронизирующее устройство для аппарата, служащего для передачи изображений на расстояние | 1920 |
|
SU225A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
