14 вокруг своей оси против часовой стрелки до упора.
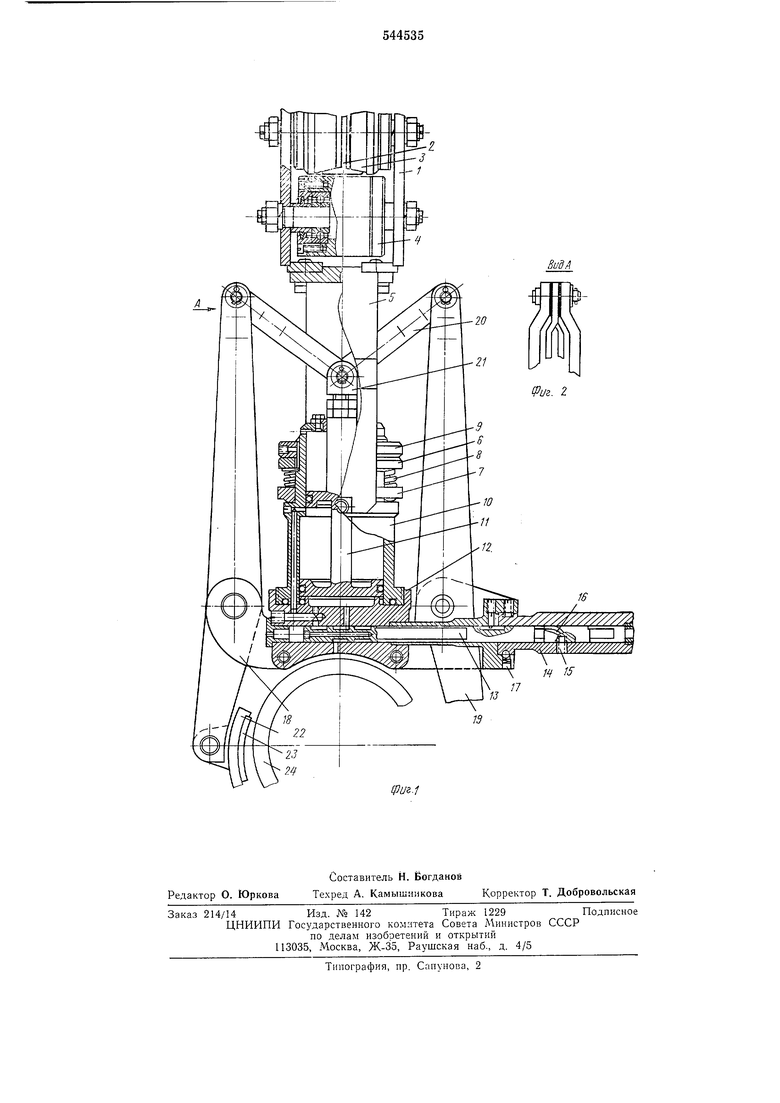
При этом сжатый воздух поступает в полости дифференциального цилиндра 10 между малым и большим поршнем штока 11 и под большой поршень. Разностью усилий шток 11 поднимается и, воздействуя через тяги 20 и рычаги 19 на губки 22, зажимает изделие 24. Далее за рукоятку 14 перемещают автооператор вдоль оси станка до соприкосновения резьбы изделия с вращающейся вместе со шпииделем станка резьбовой оправкой, благодаря возможности самоустановки автооператора удерживаемое им изделие завинчивается в оправку. По достижении момента завинчивания, превышающего момент от сил трения зажима, изделие нач инает проворачиваться в губках 22 автооператора, станочник открывает автооператор поворотом рукоятки 14 по часовой стрелке до среднего фиксируемого положения. Воздух при этом поступает в полость цилиндра 10 между большим и малым поршнем, шток 11, опускаясь вниз, открывает автооператор. После окончания механической обработки станочник вновь закрывает автооператор поворотом рукоятки 14 по часовой стрелке до упора, при этом слсатый воздух поступает в полость дифференциального цилиндра 10 под большой поршень штока И, а полость цилиндра между поршнями соединяется с атмосферой. Шток И, поднимаясь вверх и воздействуя на рычаги 19 и 20, являющиеся усилительным механизмом, закрывает автооператор. При этом губки 22 сжимают изделие с максимальным усилием. Станочник фрикционным механизмом реверсирует вращение щнинделя станка, и изделие 24, удерживаемое автооператором, свинчивается с оправки. С помощью рукоятки 14 станочник отводит зажатое изделие к месту разгрузки, открывает автооператор и обработанное изделие по лотку скатывается на стол контроля (не показаны). Далее процесс повторяется.
Формула изобретения
Автооператор, например, к токарному станку для обработки изделий типа замков бурильных труб, содержащий установленную на направляющей каретку и связанный с ней механизм зажима изделия, выполненный в виде несущего привод, например силовой цилиндр,
корпуса и кинематически связанных с ним губок, отличающийся тем, что, с целью обеспечения различных значений усилия зажима при завинчивании и свинчивании изделия с резьбой оправки шпинделя станка и
самоцентрирования изделия, силовой цилиндр выполнен дифференциальным и снабжен золотниковым распределительным устройством, а между корпусом и цилиндром установлена подпружиненная сферическая шайба.
Источники информации, принятые во внимание при экспертизе:
1. Авт. св. № 437604 кл. В 23q 7/04, 1972.
(puz.1
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНОГИДРАВЛИЧЕСКИЕ ТИСКИ | 1993 |
|
RU2066622C1 |
| Автооператор | 1976 |
|
SU729028A1 |
| Автооператор | 1979 |
|
SU772809A1 |
| РАСКЛАДЧИК НАМОТКИ | 1991 |
|
RU2028268C1 |
| АВТООПЕРАТОР | 1964 |
|
SU224992A1 |
| Устройство для автоматической смены инструмента | 1982 |
|
SU1074700A1 |
| СТАНОК ДЛЯ РАСПАТРОНИРОВАНИЯ ВЫСТРЕЛОВ | 2004 |
|
RU2269741C1 |
| Токарный автомат | 1978 |
|
SU768570A1 |
| Шлифовальный станок для обработкидЕРЕВяННыХ угОльНиКОВ | 1979 |
|
SU831558A1 |
| Устройство для сборки резьбовых соединений | 1991 |
|
SU1802778A3 |