Изобретение относится к обработке металлов давлением, в частности к штампам последовательного действия для обработки листового материала.
Известен штамп последовательного действия содержаший на одной плите вытяжные, пробивной, отбортовочный и вырубной пуансоны и на другой плите соответственно пуансонам матрицы 1.
Недостатком указанного штампа является то, что для увеличения высоты отбортовки в штампе установлен ряд вытяжных пуансонов и матриц, затем в вытянутых деталях пробивается отверстие в дне и потом производится отбортовка. Большое количество вытяжных пуансонов увеличивает габариты штампа.
Наиболее близким к предлагаемому является штамп последовательного действия, содержащий плиты, на одной из которых установлен подпружиненный съемник, формовочный , пробивной и вырубной пуансоны и на другой установлены подпружиненные толкатели, формовочная пробивная и вырубная матрицы, а также содержащий отбортовочный пуансон и отбортовочную матрицу 2.
Недостатком указанного штампа является низкое качество отбортованной горловины из-за того, что пробивка отверстия под отбортовку и отбортовка производится в одном направлении при этом заусенец от пробивки располагается по наружной части борта, что ведет к надрывам материала и к ограниченной высоте отбортовки.
Цель изобретения - расширение технологических возможностей за счет увеличения высоты отбортовки и повышение качества деталей.
Указанная цель достигается тем, что штамп последовательного действия, содержащий плиты, на одйой из которых установлены подпружиненный с-ьемник, формовочный, пробивной и вырубной пуансоны, на другой - подпружиненные толкатели, формовочная , пробивная и вырубная матрицы, а также содержащий отбортовочный пуансон и отбортовочную матрицу, снабжен дополнительным отбортовочным пуансоном, расположенным в отверстии формовочной матрицы и выполненным с конической рабочей поверхностью, обращенной основанием к плнте, формовочная матрица выполнена с конической рабочей поверхностью, обращенной большим основанием от плиты, и расположена между пробивной и отбортовочной матрицами, формовочный пуансонвыполнен с осевым коническим отверстием и коническим торцом, отбортовочная матрица установлена между вырубным н формовочным пуансонами, а отбортовочный пуансон установлен между вырубной и формовочной матрицами.
При этом толкатели установлены по 5 разные стороны от оси перемещения материала в количестве не менее двух с каждой стороны и каждый толкатель выполнен с кольцевой канавкой в верхней части для направления материала.
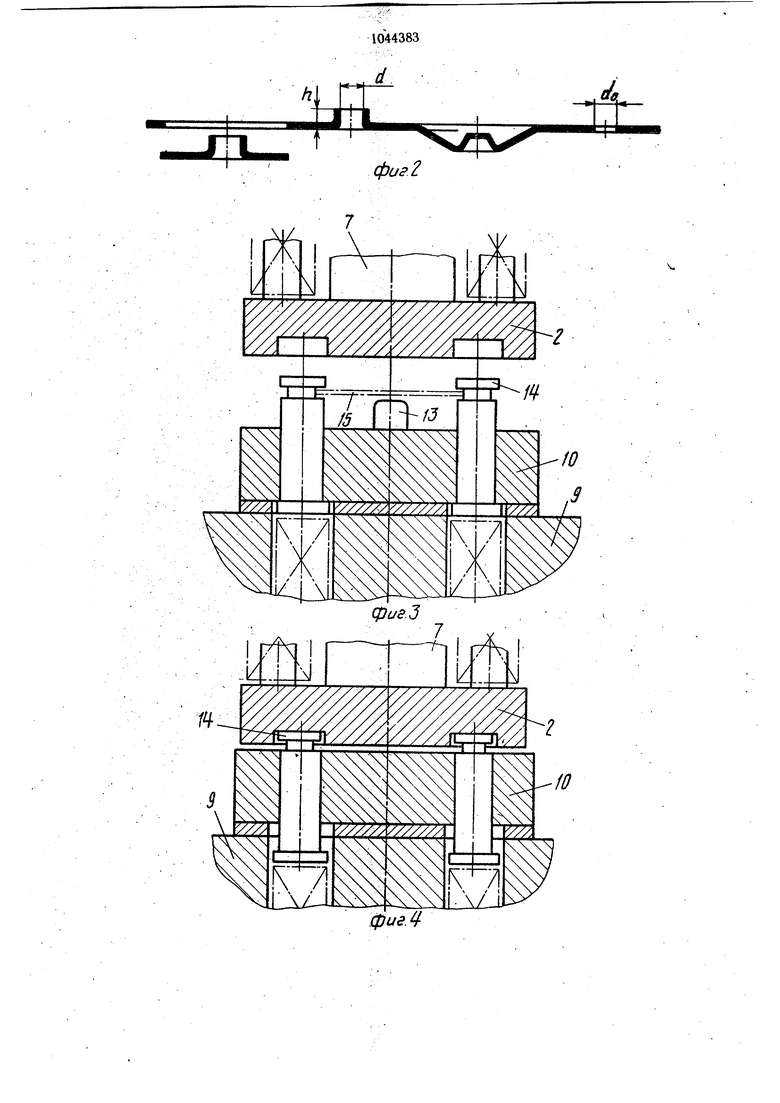
На фиг. 1 изображен штамп, общий внд;
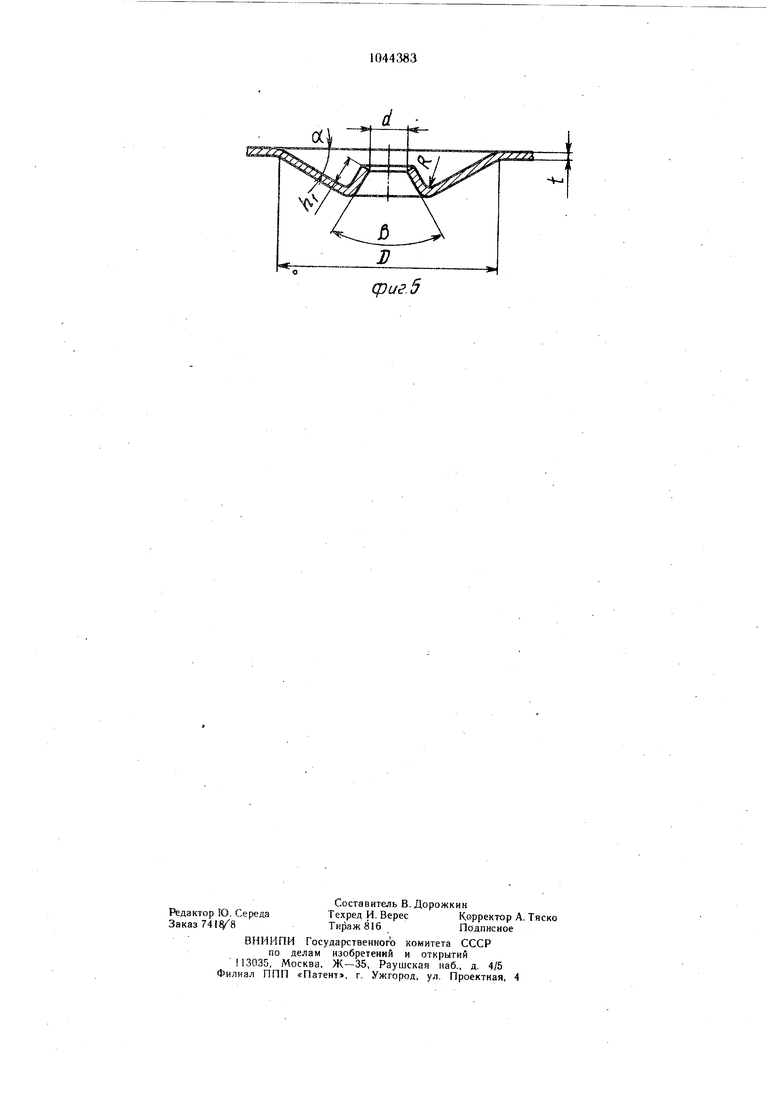
О на фиг. 2 - технические перепады; на фиг. 3 толкатели в верхнем положении; на фиг. 4 - то же, в нижнем положении; на фиг. 5 - технологический переход предварительной отбортовки с размерами. 5 Устройство содержит плиту I, на которой установлены подпружиненный съемник 2, пробивной пуансон 3, пуансон - матрица 4 для формовки и отбортовки, отбортовочная матрица 5 с выталкивателем б, вырубной пуансон 7 с ловителем 8, и нижнюю 0 плиту 9, на которой установлены матрицы 10 для пробивки и вырубки, формовочная матрица 11 с предварительным отбортовочным пуансоном 12, отбортовочный пуансон 13, подпружиненные толкатели 14, выполненные с кольцевыми канавками для перемещения материала.
Устройство работает следующим образом.
Полоса (лента) .15 подается по кольцевым канавкам толкателей 14 на позицию 0 пробивкн. При опускании плиты 1 съемник 2 прижимает полосу 15 к матрице 10, опусКЕГЯ толкатель 14, а пуансон 3 пробивает отверстие. При отказе плиты 1 толкатели 14 поднимают полосу над плоскостью матрицы 10, а механизм подачи (не показан) 5 перемещает ее на следующий шаг. На следующей за пробивной позиции происходит формовка углубления и предварительная отбортовка, затем отбортовка с одновременным выпрямлением отформованного участка и на последней позиции вырубка гото вой детали.
Для обеспечения высоты отбортовки 0,7-0,75 от ее диаметра рекомендуется следующие соотношения размеров промежуточных переходов, диаметр отверстия под 5 отбортовку do 0,7-0,72, d - диаметр конусного углубления, D 4-4,2 d, угол 30-33, угол fi 60, радиус R(l,21,5) t (где t - толщина заготовки) при этом высота конусного борта h 0,25-0,28 d. Диаметр отбортовочного пуансона 13 равен 0 d, диаметр отверстия в матрице 5 - d-b2t. Эффект , создаваемый данным штампом , выражается в расширении его технологических возможностей путем получе ния отбортовки большей высоты, без надрывов по кромке борта.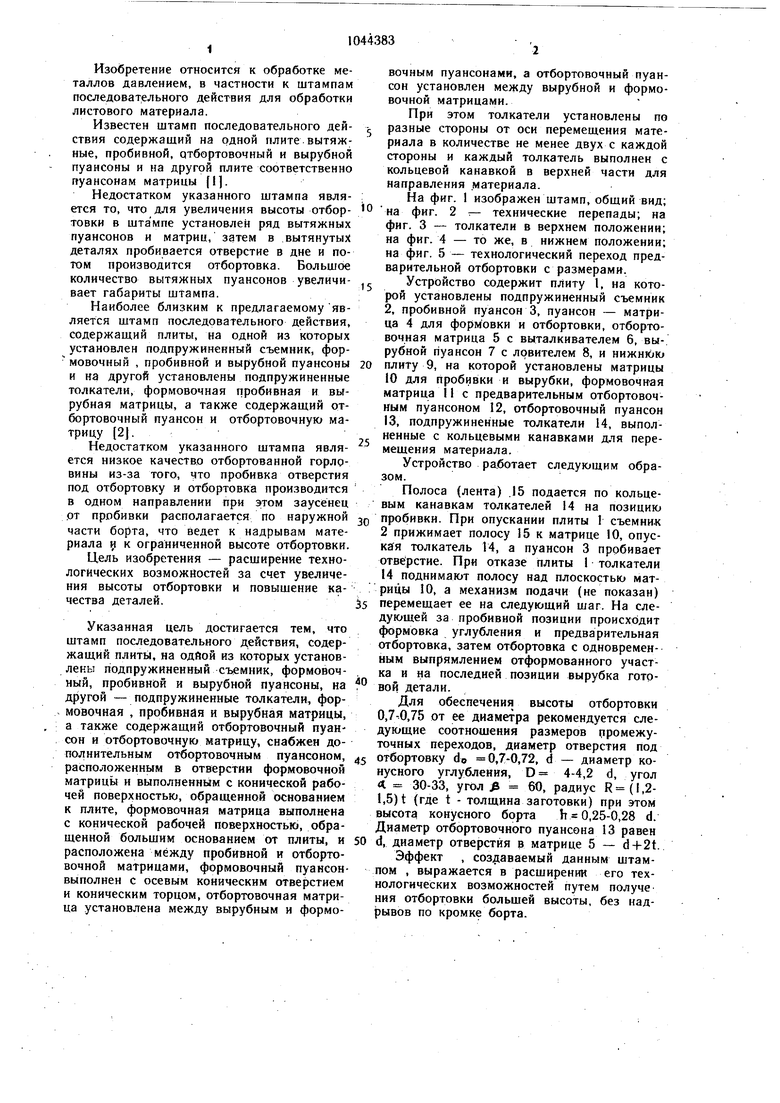
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Штамп для вырубки, вытяжки, пробивкии ОТбОРТОВКи | 1979 |
|
SU841727A1 |
| Штамп совмещенного действия | 1981 |
|
SU1003970A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Штамп комбинированный | 1985 |
|
SU1292877A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| Штамп совмещенного действия для формовки, пробивки, отбортовки и обрезки листовой заготовки | 1980 |
|
SU897339A1 |
| Комбинированный штамп для штамповки крышек к консервным банкам | 1976 |
|
SU579072A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
1. ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ, содержащий плиты, на одной из которых установлены подпружиненный съемник, формовочный, пробивной и вырубной пуансоны, на другой - подпружиненные толкатели, формовочная, пробивная и вырубная матрицы, а также содержащий отбортовочный пуансон и отбортовочиую матрицу, отличающийся тем, что, с целью расширения технологических возможностей за счет увеличения высоты отбортовки и повышения качества деталей он снабжен дополнительным отбортовочным пуансоном, расположенным в отверстии формовочной матрицы и выполненным с конической рабочей поверхностью, обраш.€нной основанием к плите, формовочная матрица выполнена с конической рабочей поверхностью, обращенной большим основанием от плиты, и расположена между пробивной и отбортовочной матрицами, формовочный пуансон выполнен с осевым коническим отверстием и коническим торцом, отбортовочная матрица установлена между вырубным и формовочным пуансонами, а отбортовочный пуансон установлен между вырубной и формовочной матрицами. 2. Штамп по п. 1, отличающийся тем, что толкатели установлены по разные стороны от оси перемещения материала в количестве не менее двух с каждой стороны и каждый толкатель выполнен с кольцевой канавкой в верхней части для направления материала. J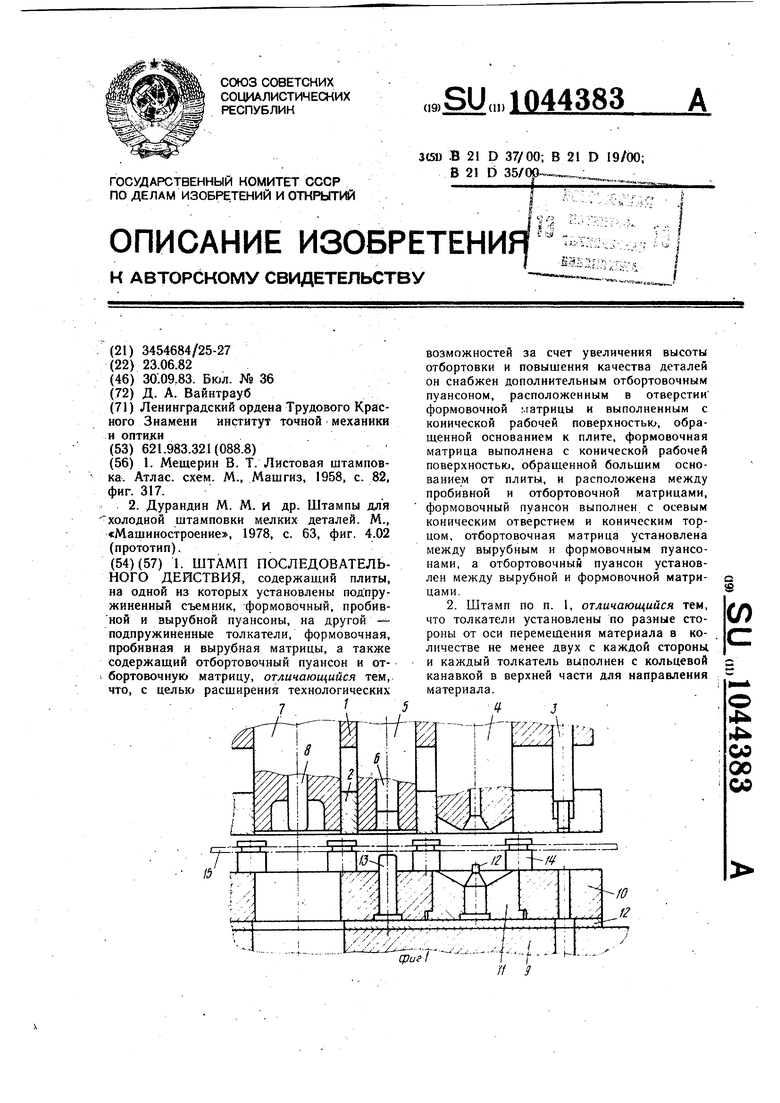
,
фигЛ
сриг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас, схем | |||
| М., Машгиз, 1958, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Приспособление для обрезывания караваев теста | 1921 |
|
SU317A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Дурандин М | |||
| М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей | |||
| М., «Машиностроение, 1978, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
