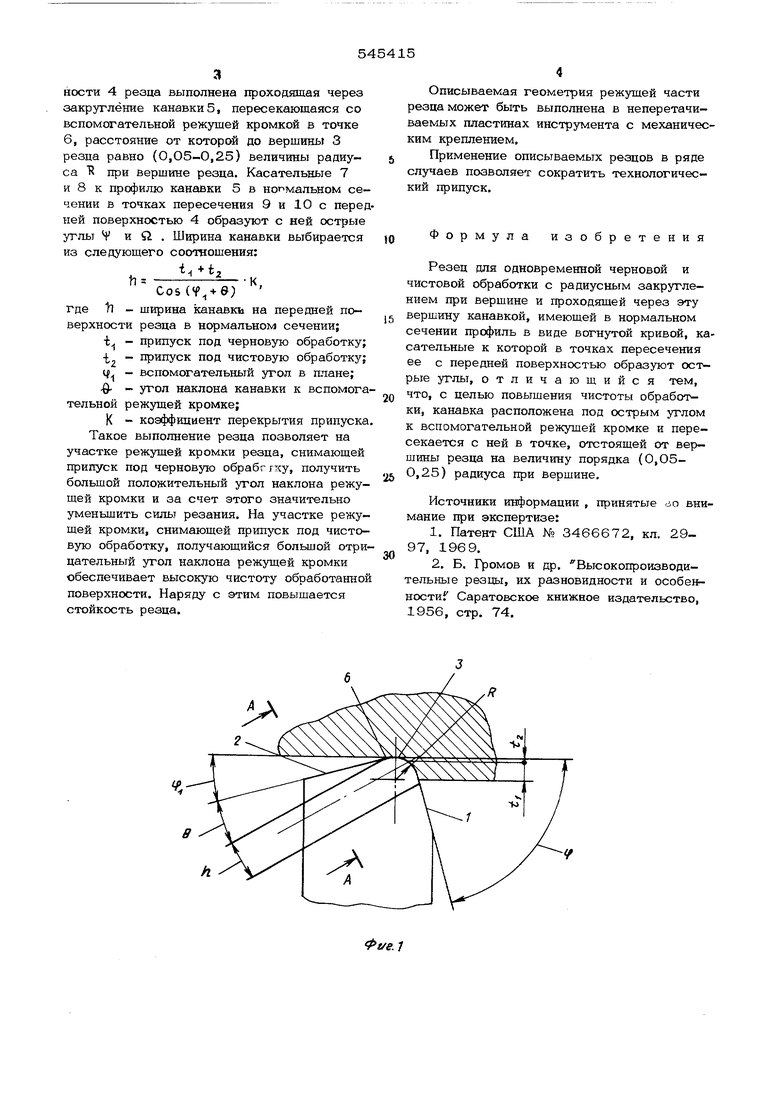
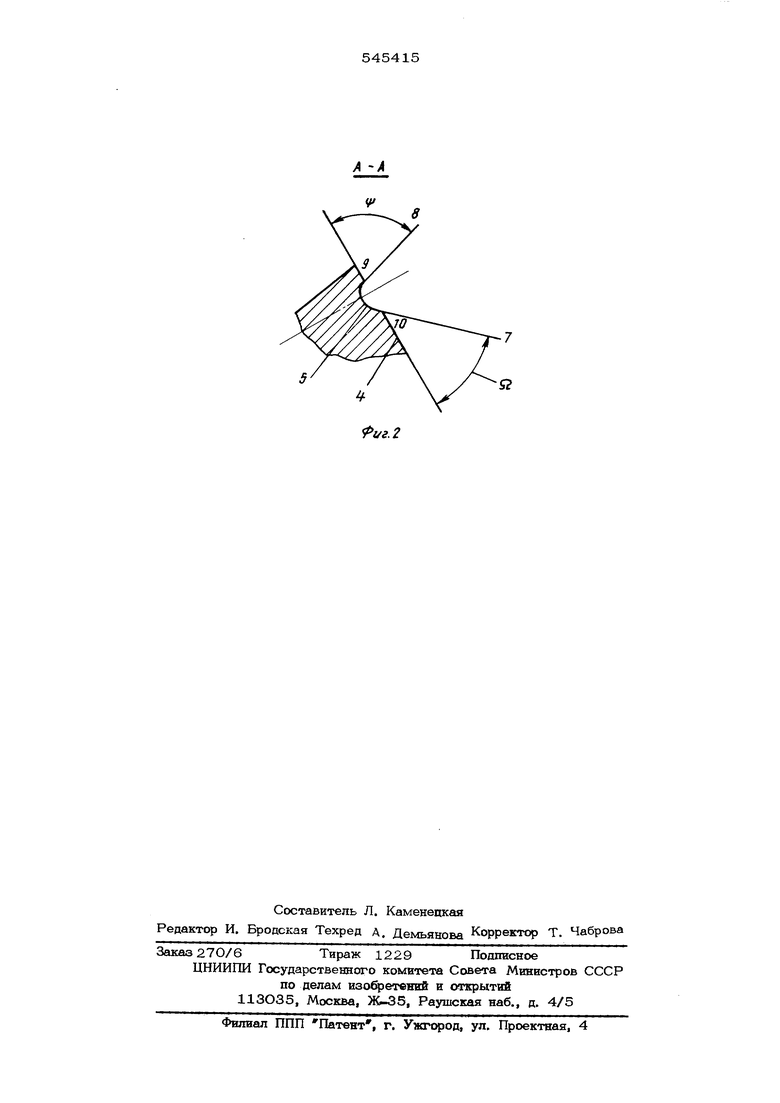
ности 4 резца выполнена проходящая через закругление канавки 5, пересекающаяся со вспомогательной режушей кромкой в точке 6, расстояние от которой до вершины 3 резца равно (0,05-0,25) величины радиуса К при вершине резца. Касательные 7 и 8 к профилю канавки 5 в ног-мальном сечении в точках пересечения 9 и 10 с перед ней поверхностью 4 образуют с ней острые углы V и ft . Ширина канавки выбирается из следующего соотношения: Cos (v + e; где 1l - ширина канавкь на передней поверхности резца в нормальном сечении; -t - припуск под черновую обработку; -t, - припуск под чистовую обработку; Ц - вспомогательный угол в плане; - угол наклони канавки к вспомога тельной режущей кромке; К - коэффициент перекрытия припуска Такое выполнение резца позволяет на участке режущей кромки резца, снимающей припуск под черновую обрабггху, получить большой положительный угол наклона режущей кромки и за счет этого значительно уменьшить силы резания. На участке режущей кромки, снимающей припуск под чистовую обработку, получающийся болыиой отрицательный угол наклона режущей кромки обеспечивает высокую чистоту обработанной поверхности. Наряду с этим повышается стойкость резца. Описываемая геометрия режущей части резца может быть выполнена в неперетачи- ваемых пластинах инструмента с механическим креплением. Применение описываемых резцов в ряде случаев позволяет сократить технологический припуск. Формула изобретения Резец для одновременной черновой и чистовой обработки с радиусным закруглением при вершине и проходяшей через эту вершину канавкой, имеющей в нормальном сечении профиль в виде вогнутой кривой, касательные к которой в точках пересечения ее с передней поверхностью образуют ociv рые углы, отличающийся тем, что, с целью повышения чистоты обработки, канавка расположена под острым углом к вспомогательной режушей кромке и пересекается с ней в точке, отстоящей от вершины резца на величину порядка (0,О50,25) радиуса при вершине. Источники информации , принятые во внимание при экспертизе: 1.Патент США № 3466672, кл. 2997, 1969. 2.Б. Громов и др. Высокопроизводительные резцы, их разновидности и особенности Саратовское книжное издательство, 1956, стр. 74.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА ГРАВЮРЫ В ФУНКЦИОНАЛЬНОМ СЛОЕ ИЗДЕЛИЯ МЕТОДОМ МНОГОПРОХОДНОГО СТРОГАНИЯ НА СТАНКАХ С ЧПУ И СТРОГАЛЬНЫЙ РЕЗЕЦ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296036C1 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
| Многопозиционная режущая пласти-HA | 1978 |
|
SU814573A1 |
| Способ обработки внутренней фаски | 1985 |
|
SU1271662A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| СПОСОБ МНОГОПРОХОДНОГО НАРЕЗАНИЯ ПРОФИЛЬНЫХ КАНАВОК (ВАРИАНТЫ) | 1998 |
|
RU2146577C1 |
| Способ обработки резанием твердого материала | 1989 |
|
SU1722695A1 |
| РЕЗЕЦ ДЛЯ СТАНОЧНОЙ ОБРАБОТКИ | 2004 |
|
RU2262420C1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Торцевая фреза для обработки армированных волокном материалов, таких как углепластик | 2013 |
|
RU2669963C2 |
ff
