1
Изобретение относится к строителству, в частности к технологичному оборудованию для производства бетонных и железобетонных изделий, и мйжет быть использовано в конвейернопоточных линиях на заводах сборногю железобетона.
Известна установка для изготовления бетонных и железобетонных изделий, включающая форму с поддоном и бортами, связанную с основанием, и поворотный рычаг Cl .
Известная установка не обеспечивает синхронность раскрытия бортов, что влечет за собой увеличение брака изделий и дополнительные трудозатраты.
Наиболее близким к предлагаемому fio своей технической сущности и достигаемому результату является кантователь форм, содержащий основание на котором шарнирно установлена поворотная в вертикальной плоскости рама, привод поворота рамы, захваты и рычажный механизм в виде двух шарнирно соединенных между собой тяг, свободный конец одной из которых соединен с захватами 23.
Однако данное устройство не позволяет производить распалубку,съем
готовых изделий и сборку форм на одном посту вследствие чего каждая технологическая операция из указанных требует для ее осуществления самостоятельного привода.
Цель изобретения - расширение технологических возможностей устройства за счет распалубки и сборки форм в процессе их кантования от одного
0 Привода и повышение производительности .
Поставленная цель достигается тем, что в кантователе форм, содержащем основание на котором шарнирно
5 установлена поворотная в вертикальной плоскости рама, привод поворота рамы, захваты и Еялчажный механизм 8 виде двух шарнирно соединенных между собой тяг, свободный конец од0ной из которых соединен с захватами, рама кантователя снабжена ловителями форм и направлякмдими, в которых подвижно установлены згьхваты, причем свободный конец вторйй тяги шар5нирно соединен с рамой, а ось шарнирного соединения тяг соединена с приводом поворота рамы.
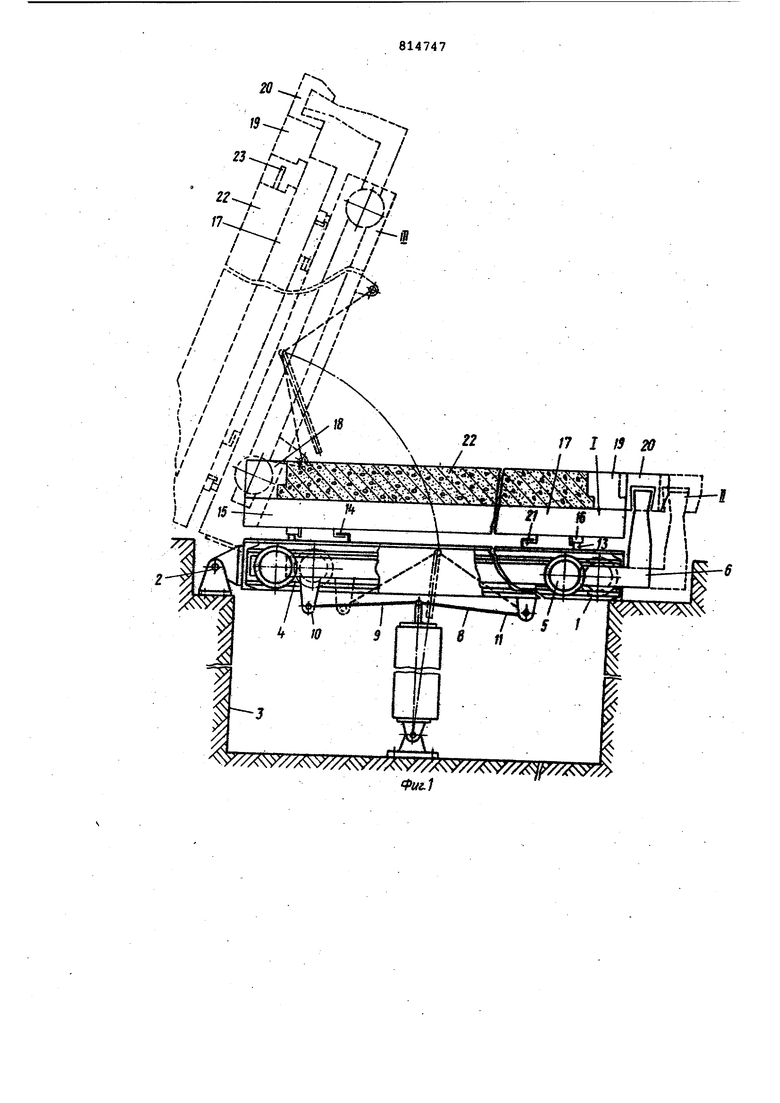
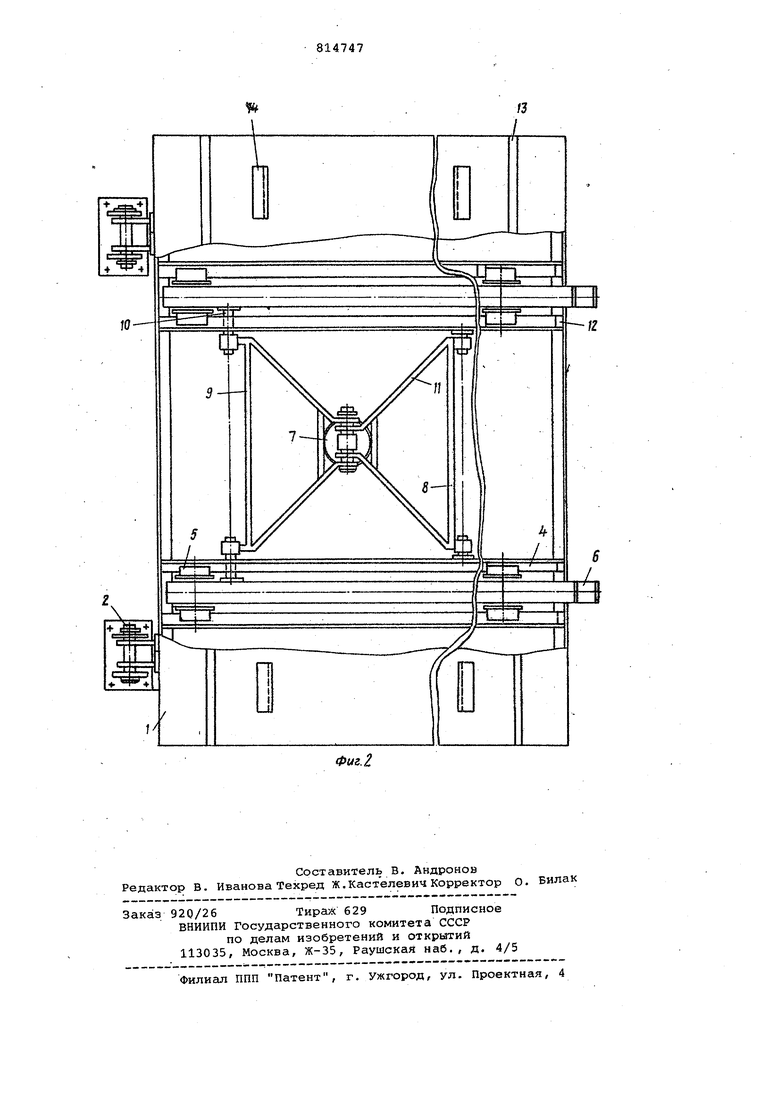
На фиг.1 представлен общий вид данного устройства, вид сбоку; на
0 фиг.2 - то же, вид сверху. Кантователь форм содержит раму 1,, имеющую возможность поворота относительно шарнирных опор 2, установленных на основании З.На раме кантов теля жестко установлены направляющие 4, где подвижно на катках 5 расположены захваты 6 взаимодействукицие с гидроцилиндром 7 через двухповодковый рычажный механизм 8, который шарнирно связан левым поводком 9 с захватом б через кронштейн 10, а правым 11 - с рамой 1 кантователя. Ход захватов 6 ограничен упорами 12, жестко связанными с рамой 1 кантователя. На раме 1 кантователя неподвижно установлены рельсовый путь 13, а также ловители 14, обеспечивающие фиксацию форм 15 относительно рамы 1 кантователя. Конструкция захватов 6 и ловителей 14 обеспечивает сквозной проход форм 15 через данное устройство. Фор ма 15 представляет собой установленный на колесах 16 поддон 17, где рас положены три шарнирных борта 18 и один подвижный борт 19, на котором установлены скобы 20 для входа в них захватов б,а на нижней части поддон а 17 расположены зацепы 21, взаимодействующие с ловителями 14 рамы 1 кантователя. Торцовые поверхности формируемого изделия 22 со стороны подвижного борта 19 и противолежащего. ему шарнирного борта 18 имеют сложную конфигурацию и арматурные выпуски 23. Работа устройства по распалубке формы, съему изделия и сборке этой формы на конвейерной линии происходит в следующей последовательности. По рельсовому пути 13 на раму 1 .кантователя приводом конвейера уст навливается форма 15 с изделием 22 в фиксированное положение, при этом скобы 20 подвижного борта 19 располо жены с зазором напротив захватов 6, а зацепы 21 - соответственно напротив ловителей 14. Открываются замки формы 15 и включается гйдроцилиндр 7, в результате чего шток гидроцилиндра 7 начинает передавать усилие на рычсокный механизм 8, который в свою очередь начинает сдвигать захв ты 6 по направляняцим 4 вправо до уп ров 12, обеспечивая тем сакялм отодв гание борта 19 и необходимый ход, учитывакяций конфигурацию данного то ца изделия 22 и длину имеющихся на нем выпусков.В этом положении OTKJTIW чается гидроцилиндр 7 и устанавливаю ся крюки крана в петли подъема издел 22, расположенные также на этом тор Затем вновь включается гидроцилиндр 7 и благодаря тому, что ход захвато 6 вправо уже исключен упорами 12, то происходит поворот рамы 1 кантов теля с формой 15 и изделием 22 на Jнeoбxoдимый по технологии угол, одовременно сопровождая изделие 22 ри его кантовании краном без прилоения усилия на крюки. Далее осуществляется съем отфорованного изделия 22 при помощи краа путем дополнительного поворота его относительно осей нижнего шарнир-: ного борта 18 с последующим отрывом от этого борта в вертикальной плоскости . Возвращение рамы 1 кантователя, захватов 6, формы 15 и подвижного борта 19 в исходное положение происходит в обратной последовательности, после чего пустая форма 15 перемещается приводом конвейера на следующий пост линии. Предлагаемое изобретение отличается от известных компактностью, простотой, надежностью и т.д. благодаря возможности совмещения в этом устройстве технологических операций кантования, распалубки и сборки форм, что не отражается на увеличении цикла формования всей линии, а значит и на уменьшении ее производительности. Цри этом устройство позволяет единым приводом выполнять все вышеуказанные операции, уменьшает общее количество постов на конвейере или решает возможность увеличения количества иных постов при сохранении .общей длины линии, с целью сокращения цикла формования. Изобретение также сокращает использование ручного труда и улучшает условия техники безопасности. Формула изобретения Кантователь форм, содержащий основание, на котором шарнирно установлена поворотная в вертикальной плоскости рама, привод поворота рама, захваты и рычажный механизм в виде двух шарнирно соединенных между собой тяг, свободный конец одной из которых соединен с захватами, о тличающийся тем, что, с целью расширения технологических возможностей за счет распалубки и сборки форм в процессе их кантования от одного привода и повышения производлительности,рама кантователя снабжена ловителями форм и направлякядими, в которых подвижно установлены задваты, причем свободный конец второй тяги шарнирно соединен с рамой, а ось шарнирного соединения тяг соединена с приводом поворота рамы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 252156, кл. В 28 В 7/22, 1964. 2. Авторское свидетельство СССР 591319, кл. В 28 В 7/08, 1974.
7;20.
/ /
/7 / / L
/ H ir
A / /V JJ
/ ilJ r
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОСТ РАСПАЛУБКИ И СЪЕМА ИЗДЕЛИЙ | 1996 |
|
RU2166430C2 |
| Кантователь форм | 1980 |
|
SU941017A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1366407A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| Устройство для изготовления объемных железобетонных изделий | 1980 |
|
SU961970A2 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ КАНТОВАНИЯ МАССИВА ПРИ ПРОИЗВОДСТВЕ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2077980C1 |
| Устройство для подрезки горбушки газобетонных массивов | 1990 |
|
SU1784464A1 |
| Поточная линия ремонта шиберных затворов | 1990 |
|
SU1731428A1 |