Из ОПЫТНЫХ данных по эксплоатации станков барабанного типа, для закаливания и загибания рессорных листов из мало-или среднеуглеродистой стали, которая обычно употребляется для изготовления рессор железнодорожных вагонов, выяснено, что станки барабанного типа непригодны для термической обработки рессорных листов из мало-и среднеуглеродистой стали. К числу недостатков упомянутых станков барабанного типа относятся: 1) закаливание рессорного листа производится несимметрично по отношению к продольной оси листа и, кроме того, закаливаются сначала концы листов, которые, при всех равных условиях, всегда более нагреты, чем остальная часть листа, вследствие того, что конец листа имеет большую площадь проникновения тепла, чем остальная его часть. В связи с несимметричной закалкой листы не получают заданной кривизны, а также нередко имеют вывернутый вид (наподобие пропеллера). Закаливание же в первую очередь концов листов приводит к тому, что на концах листов образуются трещины. Особенно это имеет место при закалке
рессорных листов из низко-или среднеуглеродистой стали, так как она обладает большой скоростью охлаждения; 2) конструктивные особенности барабанных станков исключают возможность равномерного и интенсивного отбора нагретой закаливаемым листо.м воды и почти абсолютно не обеспечивают удаления образующихся паров, которые нарушают процесс закалки рессорного листа; 3) каждый лист находится в зажатом состоянии в станке около 43,2, а остальное время пребывает в свободном состоянии на конвейере машины, выносящем его наружу, что является недостаточным для полной фиксации приданной ему при щтамповке кривой; 4) лист, после обработки, выпадая со штампа, легко западает не по назначению в щели между движущимся конвейером и стенками бака, что приводит к авариям станка.
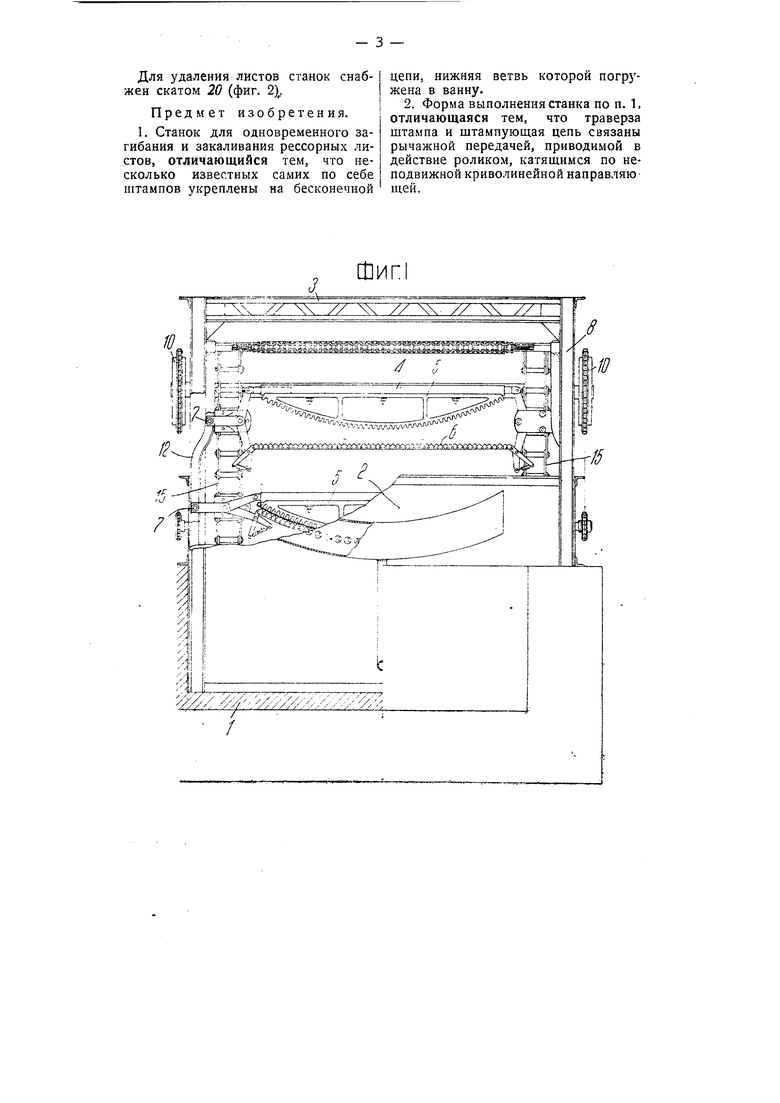
Для устранения указанных недостатков, а также в целях достижения большей производительности, предлагается станок для одновременного загибания и закаливания рессорных листов, в котором штампы укреплены на бесконечной цепи, погруженной
к авторсзЕОМТ свидетельству Д. X. Мультатули
rfi
LU I I . Lj
М 54552
„ Ti
-№3 ;«5 ЪГ «|: :- Щ ;%:г ЬЙШ§::..3. i
- ---;M--- - - vjr-- Ч jlr zi--jS--- i5- ;.-ii.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления шурупов | 1938 |
|
SU54828A1 |
| РЕССОРНЫЙ ЛИСТ ВЫСОКОЙ ПРОЧНОСТИ И ДОЛГОВЕЧНОСТИ | 1999 |
|
RU2158314C1 |
| СПОСОБ ГИБКИ И ОБЪЕМНО-ПОВЕРХНОСТНОЙ ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ ИЗ СТАЛЕЙ ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2422542C1 |
| Станок для изготовления листов для рессор | 1929 |
|
SU23070A1 |
| Пресс для закалки листовых деталей | 1975 |
|
SU616296A1 |
| Способ закалки пластинчатых изделий | 1979 |
|
SU920073A1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813069C1 |
| Способ получения высокопрочного стального листа | 2023 |
|
RU2813066C1 |
| Установка для закалки крупногабаритных листов | 1991 |
|
SU1782244A3 |
| АГРЕГАТ ДЛЯ ФОРМОВКИ И ЗАКАЛКИ РЕССОРНЫХ ЛИСТОВ | 1968 |
|
SU209515A1 |
Шиг.З
.,n,, ,,„..
dn и г s /i
iL--hJ:- -- -- ---СЕйьгу
I ... i
ШИГ4
, ft
- -- -«:.;M .:
.Isr- - -.
I
Тип. .Печатный Труд. Здк, 2768-675
