Изобретение относится к термообработке и может быть использовано в машиностроении, в частности в устройствах для изготовления деталей подвесок транспортных средств.
Известен штамп для закалки листовых деталей, содержащий матрицу, пуансон со штырями и устройство охлаждения деталей. Неразъемные части матрицы и пуансона образуют разъемный насадок с выходным отверстием, повторяющим торцевую поверхность детали, пуансон снабжен щитками со сменными прокладками, а формирующие штыри матрицы и пуансона выполнены с возможностью перемещения (а.с. СССР №401736, МПК С21D 9/06, бюл. №41, 1973 г.). Штамп позволяет получить одинаковую твердость на всей поверхности детали. Данный способ закалки взят в качестве прототипа для предлагаемого способа.
Недостатками способа-прототипа является то, что закалка листовой детали происходит по длине от одного конца к другому, и при этом не удается получить равномерность необходимых показателей детали из сталей пониженной прокаливаемости.
Известен способ закалки плоских деталей и устройство для его осуществления, включающий нагрев, зажим детали и охлаждение ее в баке с закалочной средой. Нагретые детали размещают на высоте 5-10 мм выше уровня закалочной среды в баке, зажимают между матрицей и пуансоном пресса, подстуживают до температуры Ас1 и мгновенно за 0,2-1,0 с поднимают уровень закалочной среды в баке не менее чем на 10-15 мм выше уровня детали.
Устройство содержит пресс с пуансоном, матрицей и закалочным баком, который установлен на матрице и снабжен расположенными внутри бака для укладки и прижима деталей направляющими, верхний уровень которых на 5-10 мм выше уровня закалочной среды, баком-накопителем, соединенными с закалочным баком переливным клапаном с приводной шарнирно-поворотной заслонкой, регулятором уровня, выполненным в виде патрубка с фланцем и установленным на верхней части переливного клапана, отсеченным подпружиненным клапаном, взаимодействующим с фланцем регулятора уровня и стационарно закрепленным на пуансоне, а пуансон снабжен направляющими прижима деталей, согласованным с направляющими закалочного бака (пат. РФ №2105822, МПК С21D 9/46, опубл. 27.02.1998 г.). Данное устройство взято за прототип предлагаемой установки.
Недостатками прототипа является невозможность осуществления объемно-поверхностной закалки деталей из стали пониженной прокаливаемости с заданным радиусом кривизны, в связи с тем, что закалка детали происходит в объеме закалочной среды при появлении при этом эффекта «паровой рубашки» на поверхности детали.
Задачей создания изобретения является устранение недостатков прототипов как для способа, так и для установки.
Технический результат от использования изобретения - установка обеспечивает гибку рессорных листов из сталей пониженной прокаливаемости (ПП) по заданному радиусу с последующей объемно-поверхностной закалкой (ОПЗ) по всей поверхности. В результате ОПЗ рессорный лист из стали ПП получает следующие свойства:
- от поверхности рессорного листа на глубину 10-20% от его толщины образуется закаленный слой с твердостью HRC 40-65, при этом сердцевина получает упрочнение с твердостью HRC 15-40;
- высокопрочный закаленный слой и упрочненная сердцевина обеспечивают высокую усталостную прочность рессорных листов, а также высокая поверхностная твердость листов обеспечивает их высокую износоустойчивость
Поставленная задача решается с помощью признаков, указанных в 1-м пункте формулы изобретения, общих с прототипом, таких как способ гибки и объемно-поверхностной закалки рессорных листов из сталей пониженной прокаливаемости, включающий нагрев заготовки, размещение ее в закалочном штампе, зажим нагретых рессорных листов в штамповом пространстве с одновременной гибкой по радиусу, закалку листов в закалочной среде и извлечение готового листа из штампа, и отличительных, существенных признаков таких, как гибку и объемно-поверхностную закалку листов ведут под давлением 2,5-3,0 кгс/см2 быстродвижущегося потока закалочной жидкости в течение 10-20 секунд, и охлаждением листа до комнатной температуры. При этом происходит интенсивное охлаждениие листа в течение 10-20 секунд от температуры 800-900°С до комнатной температуры.
Согласно п.2 формулы изобретения закалку рессорного листа ведут по всей длине от середины к его концам.
Режимы процесса являются оптимальными. Выход за пределы режимов предлагаемого способа не позволят получить указанный ниже технический результат.
Также поставленная задача решается с помощью признаков, указанных во 2-м пункте формулы изобретения, общих с прототипом, таких как установка для гибки и объемно-поверхностной закалки рессорных листов из сталей пониженной прокаливаемости, содержащая штамп с подвижной и неподвижной частями и систему подачи закалочной жидкости, и отличительных, существенных признаков, таких как каждая часть штампа имеет ножи с заданным радиусом, центральный канал и равномерно размещенные на рабочей поверхности от середины листа поперечные щели, выполненные под углом к поверхности закаливаемого рессорного листа, которые связаны, как и центральный канал, с бачками системы подачи закалочной жидкости, подаваемой через гибкие рукава и пневмогидравлический клапан насосом из бака-резервуара.
Вышеперечисленная совокупность существенных признаков позволяет получить следующий технический результат от использования изобретений - возможность объемно-поверхностной закалки рессорных листов из сталей пониженной прокаливаемости и обеспечивания высокой усталостной прочности и износоустойчивости изделий.
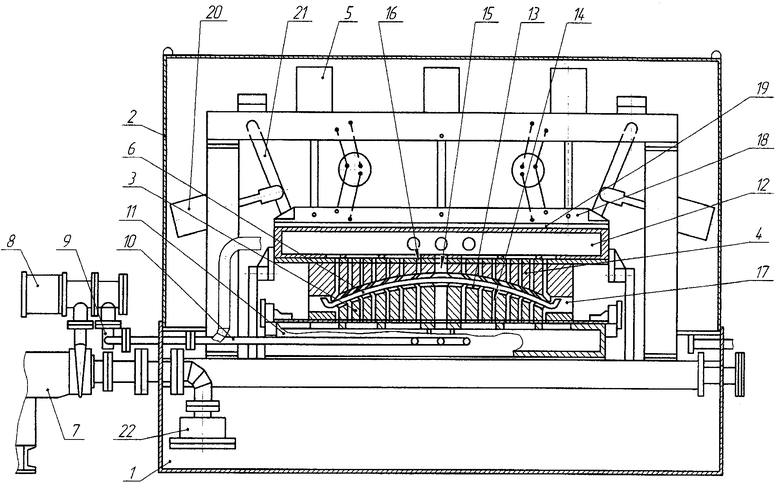
Изобретение иллюстрируется чертежом, где показан продольный разрез установки и нижеследующим примером реализации.
Установка для гибки и объемно-поверхностной закалки рессорных листов из сталей пониженной прокаливаемости содержит бак-резервуар 1, накрытого кожухом 2. Внутри кожуха установлено гибочно-закалочное устройство, состоящее из нижнего 3 и верхнего 4 штампов. Последний поднимается и опускается посредством трех пневмоцилиндров 5. В положении загрузки-выгрузки рессорного листа верхний штамп 4 находится в поднятом положении. Для выполнения гибки и закалки листа, верхний штамп опускается в нижнее положение. Закалка зажатого между нижним и верхним штампом рессорного листа 6 производится быстродвижущимся потоком воды, подаваемой в оба штампа под давлением 2,5-3,0 кгс/см2 от насоса 7 через пневмо-гидравлический клапан 8, срабатывание которого позволяет подавать воду на рессорный лист на несколько секунд, в соответствии с выбранным режимом, который выполняется автоматически.
Подача закалочной воды на закаливаемый рессорный лист происходит по следующему маршруту: от насоса 7 через пневмогидравлический клапан 8 в раструб 9, от него по гибким рукавам 10 в нижний 11 и верхний 12 бачки, из которых закалочная вода непосредственно поступает в отверстия закалочных штампов и из них на поверхность рессорного листа.
Нижний штамп 3 имеет ножи 13 с радиусом, который должен получить рессорный лист 6 в процессе гибки и закалки. Закалочный поток воды подается на обрабатываемый лист через щели 14 под углом 45°, а также через центральный канал 15 подачи воды. После выхода из щелей 14 и центрального канала 15 поток воды с большой скоростью движется в зазоре между поверхностью нижнего и верхнего штампов 3 и 4 и рессорным листом 6. Закалочная вода поступает в щели 14 через вертикальные отверстия 16, которых имеется по три на каждую щель. Эти отверстия (все или часть из них) могут закрываться резьбовыми пробками, что создает возможность регулирования интенсивности подачи воды по длине закаливаемого листа.
Верхний штамм 4 по конструкции аналогичен нижнему штампу 3 (имеет ножи 13 с радиусом, который должен получить рессорный лист 6 в процессе гибки и закалки). Он также имеет центральный канал подачи воды 15 и щели 14, направленные от середины листа и расположенные под углом 45° к поверхности закаливаемого листа 6. Отверстия 16 также, как и в нижнем штампе, для регулирования потока воды могут перекрываться резьбовыми пробками (на чертеже не показаны).
Отличается верхний штамп 4 от нижнего 3 тем, что он является не выпуклым, а вогнутым, и наличием боковин 17. Крепится верхний штамп 4 к балке 18 через промежуточную плиту 19. Привод верхнего штампа 4 осуществляется тремя пневмоцилиндрами 5 и дополнительно заклинивается пневмоцилиндрами 20 через клинья 21.
Как было отмечено выше, для подачи воды в закалочные штампы 3 и 4 служит насос 7, который осуществляет забор воды из бака 1 через приемный обратный клапан 22 и подачу через пневмогидравлический клапан 8, раструб 9 и гибкие рукава 10 в бачки 11 и 12, а из них - в отверстия закалочного штампа.
Работает установка следующим образом. При заполненном баке 1 водой включается насос 7, но вода не подается, так как закрыт пневмогидравлический клапан 8. Когда опустится верхний штамп 4 в нижнее положение и пневмоцилиндры 20 зажмут штамп 4 клиньями 21, откроется клапан 8. После объемно-поверхностной закалки рессорного листа верхний штамп 4 поднимается вверх, одновременно поднимается задвижка люка подачи листа и отклоняется заслонка люка выдачи листа (не показано).
Установка выполняет в полуавтоматическом цикле гибку и закалку под давлением 2,5-3,0 кгс/см2, быстродвижущимся потоком воды в течение 10-20 секунд, рессорных листов с заданным радиусом кривизны, нагретых под закалку в нагревательных печах обогреваемых природным газом, либо индукционным способом. Закалку рессорного листа ведут по всей длине от середины к его концам с последующим охлаждением до комнатной температуры. При этом происходит интенсивное охлаждениие листа в течение 10-20 секунд от температуры 800-900°С до комнатной температуры.
Для обработки рессорных листов с другим радиусом необходима замена рабочих элементов штампа. Схема автоматического управления установкой позволяет производить гибку рессорного листа посредством опускания верхнего штампа, открытие подачи охлаждающей воды в штамповое пространство на поверхность обрабатываемого листа и охлаждения его до комнатной температуры, закрытие подачи воды через установленный интервал времени и подъема верхнего штампа в исходное положение.
Согласно изобретению появилась возможность использовать технологию ОПЗ рессорных листов из сталей ПП, при которой в рессорном листе создается закаленный слой на глубину 10-20% от толщины листа с твердостью HRC 40-65, при этом сердцевина получает упрочнение с твердостью HRC 15-40.
Рессоры, изготовленные из стали ПП, имеют ресурс долговечности в 2-3 раза выше в сравнении с аналогичными рессорами, изготовленными из рессорно-пружинных сталей и упрочненных по известной технологии (закалка в масле).
Из описания и практического применения настоящего изобретения специалистам будут очевидны и другие частные формы его выполнения. Данное описание и примеры рассматриваются как материал, иллюстрирующий изобретение, сущность которого и объем патентных притязаний определены в нижеследующей формуле изобретения, совокупностью существенных признаков и их эквивалентами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки рессорных листов | 1985 |
|
SU1425227A1 |
| Агрегат для формовки и закалки изделий из полосового материала | 1977 |
|
SU682573A1 |
| Гибочно-закалочная установка для изготовления листовых рессор | 1987 |
|
SU1560586A1 |
| УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ДЕТАЛЕЙ | 1995 |
|
RU2089624C1 |
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 1995 |
|
RU2087549C1 |
| Способ термической обработки крупногабаритных литых деталей тележек грузовых вагонов | 2016 |
|
RU2631781C1 |
| СТАЛЬ С ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТЬЮ ДЛЯ ВИНТОВЫХ ПРУЖИН С ДИАМЕТРОМ ПРУТКОВ 17-23 мм И ПРУЖИНА, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ | 2007 |
|
RU2370566C2 |
| Способ закалки стальных изделий | 1990 |
|
SU1772175A1 |
| Способ термической обработки колец крупногабаритных подшипников | 1985 |
|
SU1257105A1 |
Изобретение относится к термической обработке и может быть использовано в области машиностроения, в частности в устройствах для изготовления деталей подвесок транспортных средств. Для обеспечения высокой усталостной прочности и износостойкости рессорный лист из стали пониженной прокаливаемости нагревают, размещают его в закалочном штампе, зажимают нагретый рессорный лист в штамповом пространстве с осуществлением одновременно гибки по радиусу и объемно-поверхностной закалки листа в закалочной среде. Гибку и объемно-поверхностную закалку листов ведут под давлением 2,5-3,0 кгс/см2 быстродвижущегося потока закалочной жидкости в течение 10-20 секунд и с охлаждением листа до комнатной температуры. При этом закалку рессорного листа ведут по всей длине от середины к его концам. Установка для осуществления способа содержит штамп с подвижной и неподвижной частями и систему подачи закалочной жидкости. Каждая часть штампа имеет ножи с заданным радиусом, центральный канал и равномерно размещенные на рабочей поверхности от середины листа поперечные щели, выполненные под углом к поверхности закаливаемого рессорного листа, которые связаны, как и центральный канал с бачками системы подачи закалочной жидкости, подаваемой через гибкие рукава и пневмо-гидравлический клапан насосом из бака-резервуара. 2 н. и 1 з.п. ф-лы, 1 ил.
1. Способ гибки и объемно-поверхностной закалки рессорных листов из сталей пониженной прокаливаемости, включающий нагрев заготовки, размещение ее в закалочном штампе, зажим нагретых рессорных листов в штамповом пространстве с одновременной гибкой по радиусу, закалку листов в закалочной среде и извлечение готового листа из штампа, отличающийся тем, что гибку и объемно-поверхностную закалку листов ведут под давлением 2,5-3,0 кгс/см2 быстродвижущегося потока закалочной жидкости в течение 10-20 с и с охлаждением листа до комнатной температуры.
2. Способ по п.1, отличающийся тем, что закалку рессорного листа ведут по всей длине от середины к его концам.
3. Установка для гибки и объемно-поверхностной закалки рессорных листов из сталей пониженной прокаливаемости, содержащая штамп с подвижной и неподвижной частями и систему подачи закалочной жидкости, отличающаяся тем, что каждая часть штампа имеет ножи с заданным радиусом, центральный канал и равномерно размещенные на рабочей поверхности от середины листа поперечные щели, выполненные под углом к поверхности закаливаемого рессорного листа, которые связаны, как и центральный канал, с бачками системы подачи закалочной жидкости, подаваемой через гибкие рукава и пневмогидравлический клапан насосом из бака-резервуара.
| Способ закалки рессорных листов | 1985 |
|
SU1425227A1 |
| СПОСОБ ЗАКАЛКИ ПЛОСКИХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2105822C1 |
| Способ изготовления рессор транспортных средств | 1988 |
|
SU1546478A1 |
| Штамп для формообразования с одновременной закалкой изделий из листового материала | 1980 |
|
SU935166A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| УСТРОЙСТВО ДЛЯ РАЗОБЩЕНИЯ МЕЖТРУБНОГО ПРОСТРАНСТВА СКВАЖИНЫ | 2001 |
|
RU2228426C2 |

